篇一 :铣床实训报告
铣床实训报告
短短两周的金工实习,随着昨天下午最后一节笔试的结束而结束了。在这段时间,我学到了很多东西,见识了许多新奇的工艺,也了解到了技工人员的工作环境。我想这两周的实习将给我以后的工作带来许多宝贵的经验。
实习的第一天就傻傻地来到车间,没想到原来我们要做的是学习一个软件――solid works,不过真的很好玩呢,照着教程一步步来,我们都学得很认真!学习了基本的操作后,我就发挥自己的想象力,试着画一个立体图形,并尝试用工具把它模拟出来,结果,失败!呵呵,那时才发现,原来,要掌握一个软件真的不是想象中那么简单,要熟练的利用它来制作我们所需的工件就更加难了,以后真的要好好学习啊!
接下来,最惊心动魄的一幕来了――安全教育。看着一幕幕惨不忍睹的画面,真的危险无处不在啊,我不自觉的想象未来两周就要亲身感受这个实习了,自己会否出现这样那样的安全问题呢?我越想越忐忑不安,提心吊胆的看完片子,我暗自保证:一定要小心啊!!
第二天,感觉真正的实习开始了。铣工,一个从未听说过的工种,令人期待。一进车间,还未等到老师来,我就不好受了――机油味浓。说实的,生平对汽油,柴油,机油等都非常敏感,甚至厌恶,今天可真是个考验啊!经过老师的讲解,我才明白到,其实只要我们照足安全规范来操作,危险系数并不像我们想象中高。这番话,让我吃了定心丸。在这位uncle的详细解说底下,我们明白了铣床的结构,规格,操作方法等有关信息。之后,是一位漂亮lady来教我们如何用铣床削工件。呵呵,我们听得特专心!明白操作后,我们兴奋的来到铣床面前,开始我们的处女作了――把一根直径25mm的圆柱铁块削成17mm x 16mm的方柱体。我的难题又来了,整个铣床满是油,而且,切削的过程都要润滑。糟了,我平生也最怕接触这些油腻的东西,唉,惨!然而,实习就是实习,我有这个心里准备的了,于是,我勇敢的动手了。一毫米一毫米的切削,让我感受到时间的漫长,而且,整个过程都要注意很多细节问题,一错都会造成危险,所以,我丝毫不敢掉以轻心。两人合作削一块铁,说来简单做
…… …… 余下全文
篇二 :数控铣床实训报告
实训报告
系(院、校区): 中州大学工程技术学院
学 生 姓 名:
学 号: 200925050214
专 业: 机械制造与自动化
题 目: 模具数控加工技术实训报告
邬向伟 指导教师:
1
前言
数控机床是人类进行生产劳动的重要工具,也是社会生产力发展水平的重要
标志,数控车床和数控铣床是数字程序控制车铣床的简称,它集通用性好的万能
型车床、加工精度高的精密型车床和加工效率高的专用型车床的特点于一身,是
国内使用量最大,覆盖面最广的一种数控机床,也是是一种通过数字信息,控制
机床按给定的运动轨迹,进行自动加工的机电一体化的加工装备,经过半个世纪
的发展,数控机床已是现代制造业的重要标志之一,在我国制造业中,数控机床
的应用也越来越广泛,是一个企业综合实力的体现。
模具数控加工技术实训报告
一、实训目的
1.了解数控铣床的功能和分类,数控铣床的结构及主要性能指标。
2.了解数控铣床的常用刀具和数控铣床加工常用指令。
3.通过数控加工工艺规程的设计,使学生熟练掌握数控加工工艺要求及加工工艺的设计。
…… …… 余下全文
篇三 :数控铣床实训报告
数控机床实习报告
来源:义乌人才网 20xx-07-07 点击次数:221 次
数控机床是人类进行生产劳动的重要工具,也是社会生产力发展水平的重要标志,数控车床和数控铣床是数字程序控制车铣床的简称,它集通用性好的万能型车床、加工精度高的精密型车床和加工效率高的专用型车床的特点于一身,是国内使用量最大,覆盖面最广的一种数控机床,也是是一种通过数字信息,控制机床按给定的运动轨迹,进行自动加工的机电一体化的加工装备,经过半个世纪的发展,数控机床已是现代制造业的重要标志之一,在我国制造业中,数控机床的应用也越来越广泛,是一个企业综合实力的体现。
时光如流水,两周的时间转眼即逝,这次暑期实习给我的体会是:
1.通过这次实习我们了解了现代数控机床的生产方式和工艺过程。熟悉了一些材料的成形方法和主要机械加工方法及其所用主要设备的工作原理和典型结构、工夹量具的使用以及安全操作技术。了解了数控机床方面的知识和新工艺、新技术、新设备在机床生产上的应用。
2.在数控机床的生产装配以及调试上,具有初步的独立操作技能。
3.在了解、熟悉和掌握一定的数控机床的基础知识和操作技能过程中,培养、提高和加强了我的动手能力、创新意识和创新能力。
…… …… 余下全文
篇四 :数控铣床实训报告
数控铣床加工技术实训报告
一、实训目的
1. 了解数控铣床的功能和分类,数控铣床的结构及主要性能指标。
2. 了解数控铣床的常用刀具和SIEMENS802D数控铣床常用的加工指令。
3. 熟悉数控铣床加工的编程指令,掌握程序格式及编程方法。
4. 通过操作实训,使平时所学的理论与实践相结合,掌握刀具补偿的设置和修改,掌握数控铣床基本操作技能。
二、实训意义
1. 初步掌握数控铣床编程和操作的基本方法。能够根据图纸要求,独立地完成简单的零件的编程设计和加工操作。
2. 在了解、熟悉和掌握一定的基础知识和操作技能的过程中,培养、提高和加强了我们的实践能力。
三、实训设备:
设备:SIEMENS802D数控铣床一台
刀具:立铣刀、面铣刀若干
量具:游标卡尺、直尺、千分尺
四、绘制零件二维图和三维图:
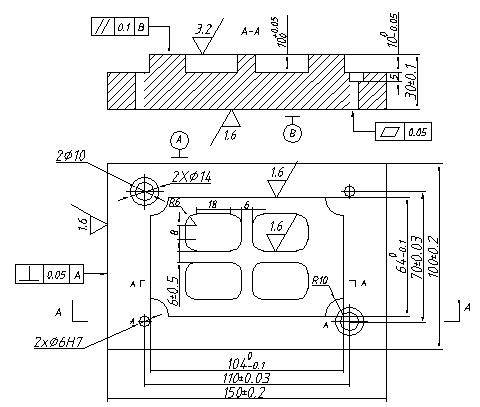
图1-1
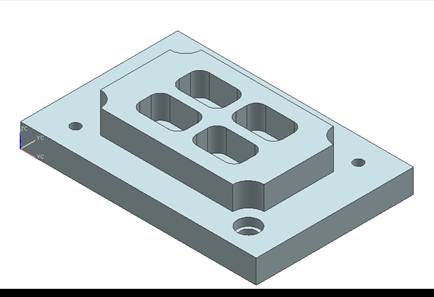
图1-2
五、零件的结构分析:
(1)分析零件图,确定主要加工表面
如下图所示,该零件加工表面主要有上表面、下表面以及前后左右四个侧面。尺寸精度要求较高的主要有:10 、:10
、:10 、30
、30 、6
、6 、64
、64 、70
、70 、100
、100 、104、110、150,要求上表面粗糙度为Ra3.2;四个四方槽的内表面粗糙度要求为Ra1.6;下表面的粗糙度要求为Ra1.6;前后左右四个侧面的粗糙度要求均为Ra1.6;2XΦΦ6H7.
、104、110、150,要求上表面粗糙度为Ra3.2;四个四方槽的内表面粗糙度要求为Ra1.6;下表面的粗糙度要求为Ra1.6;前后左右四个侧面的粗糙度要求均为Ra1.6;2XΦΦ6H7.
…… …… 余下全文
篇五 :数控车床铣床实训报告总结
数控车床铣床实训报告总结
一、任务与目的
1、数控车床
根据系教学任务的安排,数控车床实训车间承接龙岩学院20 级的学生的数控车床实训任务,每班实训6个晚班,通过实训后要求能够达到:
(1)了解数控车床基础知识;
(2)熟练掌握阶梯轴零件的编程与加工;
(3)熟练掌握成型面类零件的编程与加工;
(4)熟练掌握复合循环指令的应用;
(5)熟练掌握切槽的编程与加工;
(6)熟练掌握外螺纹的编程与加工;
(7)掌握中等复杂轴类零件加工。
(8)、对各典型零件进行工艺分析及程序编制,能熟练掌握较复杂零件的编程。
(9)、对所操作的数控系统能熟练掌握,并能在数控机床上进行加工操作及调试。
(10)、能正确处理加工和操作中出现的相关问题。
(11)、实训应在老师的知道下由学生独立完成,在实训中提倡独立思考、深入钻研、苦学巧干的学习态度,要严肃认真地完成实训任务,增强自己的实践动手能力。
2、数控铣床
通过本次实训使学生基本掌握数控铣床的使用,学会数控机床手工编程、对刀、加工、机床保养维护、工量夹具使用等基本操作。能够编写较复杂的单件工件加工程序,加工精度和要求达到初级工水平。在实训中培养学生解决问题和思考问题的能力。
…… …… 余下全文
篇六 :数控铣床实训报告
模具数控加工技术实训报告
一、实训目的
1. 了解数控铣床的功能和分类,数控铣床的结构及主要性能指标。
2. 了解数控铣床的常用刀具和数控铣床加工常用指令。
3. 熟悉数控铣床加工的编程指令,掌握程序格式及编程方法。
4. 通过操作实训,掌握数控铣床基本操作技能。
二、实训意义
1. 初步掌握数控铣床编程和操作的基本方法。能够根据图纸要求,独立地完成简单的零件的编程设计和加工操作。
2. 在了解、熟悉和掌握一定的基础知识和操作技能的过程中,培养、提高和加强了我们的实践能力。
三、设备
设备:广州数控铣床一台
刀具:立铣刀、面铣刀
量具:游标卡尺、直尺
四、 图 工艺 程序
编程如下
O0001
N10 G90 G54 G00 Z5.0 ;
N20 S1000 M03 ;
N30 G00 X50.0 Y-45.0;
N40 G01 Z-2.0 F100 ;
N50 G43 D01 X40.0 Y-40.0 F60;
N60 G01 X35.0 Y-10.0;
N70 G02 X35.0 Y10.0 I0 J10.0;
…… …… 余下全文
篇七 :数控铣床实训报告
实训报告
系(院、校区): 学 生 姓 名: 学 号: 专 业:
题 目: 模具数控加工技术实训报告
指导教师: 职称:
20xx年x月x日
模具数控加工技术实训报告
一、实训目的
1. 了解数控铣床的功能和分类,数控铣床的结构及主要性能指标。 2. 了解数控铣床的常用刀具和数控铣床加工常用指令。 3. 熟悉数控铣床加工的编程指令,掌握程序格式及编程方法。 4. 通过操作实训,掌握数控铣床基本操作技能。
二、实训意义
1. 初步掌握数控铣床编程和操作的基本方法。能够根据图纸要求,独立地完成简单的零件的编程设计和加工操作。
2. 在了解、熟悉和掌握一定的基础知识和操作技能的过程中,培养、提高和加强了我们的实践能力。
…… …… 余下全文
篇八 :白荣数控铣床实训报告
模具数控加工技术实训报告
一、实训目的
1. 了解数控铣床的功能和分类,数控铣床的结构及主要性能指标。
2. 了解数控铣床的常用刀具和数控铣床加工常用指令。
3. 熟悉数控铣床加工的编程指令,掌握程序格式及编程方法。
4. 通过操作实训,掌握数控铣床基本操作技能。
二、实训意义
1. 初步掌握数控铣床编程和操作的基本方法。能够根据图纸要求,独立地完成简单的零件的编程设计和加工操作。
2. 在了解、熟悉和掌握一定的基础知识和操作技能的过程中,培养、提高和加强了我们的实践能力。
三、设备
设备:广州数控铣床一台
刀具:立铣刀、面铣刀
量具:游标卡尺、直尺
四、图 工艺 程序

编程如下
O0001
N10 G90 G54 G00 Z5.0 ;
N20 S1000 M03 ;
N30 G00 X50.0 Y-45.0;
N40 G01 Z-2.0 F100 ;
N50 G43 D01 X40.0 Y-40.0 F60;
…… …… 余下全文