篇一 :cpkmvuo社会_调查报告
^
| You have to believe, there is a way. The ancients said:" the kingdom of heaven is trying to enter". Only when the reluctant step by step to go to it 's time, must be managed to get one step down, only have struggled to achieve it.
-- Guo Ge Tech
关于中国动漫产业现状的调查报告
前言:在信息技术高度发达的今天,动漫产业的发展也愈发迅速。纵观全球,能够称得上是动漫大国的,惟美国与日本而已,其中日本更尤为突出,日本动漫已经成为了日本民族的象征,成为了日本的文化标签。。迪斯尼领军的美国动漫,更是世界动漫的龙头老大之一。中国作为一个人口大国,动漫市场十分广阔,但国产动漫却一直不如人意,真正优秀的动漫作品寥寥无几。到底是什么造成了这样的差距,这个问题确实值得国人深思。
调查方式:1.在网络动漫论坛上发表投票
2.在各大网站的动漫版面查看排名
…… …… 余下全文
篇二 :PPk分析结果和测量系统分析报告
PPk 分析结果
车间:车件车间 零件号:CS-1601N-101 零件名称:平衡铆钉
审核:陈分运 编制:陈佳运
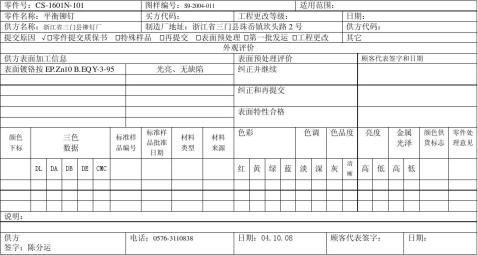
测量系统分析评价报告
车间:车件车间 零件号:CS-1601N-101 零件名称:平衡铆钉 共1页 第1页

审核:陈分运 校对:陈佳运 编制:吴其选
…… …… 余下全文
篇三 :年出厂产品CPK统计及分析报告
20##年出厂产品CPK统计及分析报告
一、 出厂产品CPK指标完成情况:
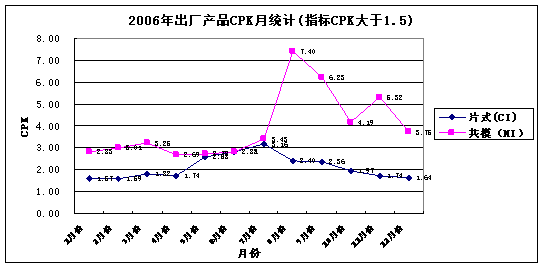
二、总结分析:
1.从20##年各月“片式电感出厂产品CPK统计”的数据显示来看,出厂产品CPK指标在趋于稳态,均在指定指标周围浮动,总平均为2.12;“共模滤波器出厂产品CPK统计”的数据显示来看,出厂产品CPK远大于指标,总平均为3.97。
2.片式电感该指标达标的主要原因体现在三个方面:第一,生产产品的电感量比较大,电性能参数比较集中;第二,生产的产品公差85%在±5%及±5%以上,公差在±5%及±5%以上的产品在关键(绕线)过程的生产过程中容易达标或接近指标;第三,出厂产品CPK的数据来源于逐批检验记录,逐批取样的产品经过HP检测仪100%检测后包装出来的,相对于关键过程的CPK要高些。
3共模滤波器CPK远大于指标,主要因该产品公差比较大(”M”) 而实际生产按照K公差进行,故该产品的CPK远大于指标。
总结分析:姚丽萍
…… …… 余下全文
篇四 :Cpk管理作业指导书
Cpk管理作业指导书
一、 目的: 为了分析研究和控制制程能力, 及时了解制程的不足, 从而去分析原因, 提出改善对策, 以使制程得到控制和制程能力得以提高。
二、 范围: 大批量晶振生产的产品。
三、 权责: 质控部主办、制造中心及各相关单位协办。 四、 定义与计算公式:
(一)、 Cpk: Complex Process Capability index 的缩写;是表示制程能力的指标,也是工程评估的一类指标。制程能力是过程性能的允许最大变化范围与过程的正常偏差的比值。制程能力指数, 其值越大, 制程能力越高, 质量越稳定,
(二)、 USL: 规格值上限 (Upper specification Limit) (三)、 LSL: 规格值下限 (Lower Specification Limit)
(四)、 T:规格差。T=规格上限-规格下限
(五)、 U:规格中心值。U=(规格上限+规格下限)/2
n
(六)、 X: Xbar 样本的平均值 X=∑Xi/n

(九)、S: 样本标准差;∑(Xi-i (十)Cpk:制程能力指数,值越大表示品质越佳;是Ca及Cp两者的中和反应。
…… …… 余下全文
篇五 :过程能力评估报告CPK7.5
测试工序过程能力
评定办法
1.目的
主要是分析过程质量影响因素的状态,确定主要因素,并分析主要因素的影响方式、途径和程度,通过改进使过程能力达到3σ水平。
2.适用范围
适用于所有单位批量产品测试过程中与性能有关的指标测试过程工序。
3.职责
3.1 质量部负责对测量方法的制定,及对分厂具体评估工作的指导和培训。
3.2各生产单位负责数据的收集、分析和改进。
4.过程能力研究的实施
4.1关键过程的确定
根据质量故障较多和用户反馈较多的工序过程,确定该工序为关键过程,且该工序能收集到实际连续型测量数据。
4.2测量系统分析评估
由于测量系统的稳定状态、分辨力和波动性直接影响工序能力评估所收集数据的准确性,所以在工序能力评估之前先对测量系统的波动进行评估。
目前测量系统的分析有均值极差分析法和方差分析法,由于方差分析法能充分利用子组中的所有信息,能更全面分析测量系统的波动程度,所以以下介绍连续测量系统的方差分析法。
4.2.1数据收集计划
选择1-3位操作者(要有代表性)
选择10个样本或10个零件(要有代表性)
…… …… 余下全文
篇六 :什么是8D品质分析报告
什么是8D品质分析报告

分类: 学无止境 20##-08-27 11:26
一.范圍:
該方法适用于解決各類可能遇到的簡單或複雜的問題. 8D 方法就是要建立一個体系,讓整個團隊共享信息, 努力達成目標. 8D本身不提供成功解決問題的方法或途徑, 但它是解決問題的一個很有用的工具.
二.目標
提高解決問題的效率,積累解決問題的經驗.
提供找出現存的与質量相關問題的框架, 杜絕或盡量減少重復問題出現.
8D格式的原則是針對出現的問題,找出問題產生的根本原因,提出短期,中期,和長期對策,並采取相應行動措施.
三.定義
(1) 8D (8 Disciplines) 方法包含8個解決問題的步驟. 它基于使用描述工具,格式化,分析,量化等工具,從而提供徹底解決問題的指引.
(2)問題: 被發現的具体問題,它包括:
1) 与正常狀況相比,屬于失常的現象,在這种情況下, 需要予以糾正,使其恢复初始正常狀況.
2) 為提高質量的目的而改變目前的狀況.
(3)糾正措施: (按 ISO8402標准定義) 針對現存的不合格項或缺陷所采取的糾正措施, 並杜絕或盡量減少重復問題出現.
(4) 預防措施: (按ISO8402標准定義) 針對潛在的不合格項或缺陷所采取的糾正措施, 並杜絕或盡量減少重復問題出現.
四.在下列情形中須提交8D報告:
(1)當客戶在工厂現場的稽核中發現不合格項或缺陷時, 對于嚴重不良,主要不良及重複發生的次要不良須提交8D報告.
(2)OQC發現嚴重不良,主要不良及重複發生的次要不良時須提交8D報告.
(3)當市場上發現有重複發生的產品缺陷時須提交8D報告.
(4) 當ORT測試過程中發現缺陷時須提交8D報告.
(5)IPQC在同一生產現場連續發現三個位置相同不良現象或三個原因相同不良現象
(6)要對那些需要長期糾正措施來解決的缺陷采取行動時,須提交8D報告.
(7)被相關程序文件明确要求提交8D報告時.
五.提交報告時間要求:
(1) 在發現問題的24小時內,提交包含所採取的暫時措施描述的8D報告.
(2) 在發現問題的72小時內,提交包含問題發生原因的初步分析的8D報告.
六. 結論:
8D格式用于監控解決問題的過程,它不是一個詳盡的報告或複雜的分析,描述工具,而是一個包含了解決問題的每個步驟的集合,因而可從其中找到經提煉的基本信息.
七. 8 D steps 8D步驟
(1) Team: Composition of the team in charge of solving the problem
小組: 參与解決問題的所有成員所組成的集体.
1) 小組中必須有一個負責人,他(她)根据需要,組織合乎要求的人成立臨時團隊,並負責收集要解決問題的相關數据(技術,定性,定量數据,預算,等)
2)在小組首次會議中,搜集必需的專業意見,定義考核方法(詳細的進程計划, 其他人員要求,等)
(2)問題描述: 問題及其所造成影響的描述.
1) 描述在具体環境中觀察到的現象,或問題造成的危險.
2) 用4M+1E( Milieu)的方法定性,定量分析問題的狀況.
3) 推荐在8D報告中采用适當的圖表作為附件來描述(what, who, where, when ,how
(3)短期臨時措施
1) 若觀察到的問題直接對產品的性能和等級造成影響,立即采取措施(分類,重工,延遲交貨,報廢)以确保正常生產得以繼續進行,直到采取糾正措施將問題解決.
2) 檢查以确保短期臨時措施有效.
3) 若短期臨時措施有效,則實施.
(4) 明确和核實原因
1) 從問題描述中尋找最有可能的一些原因,若有可能,做一些測試幫助尋找原因.
2) 檢查所有考慮到的可能原因, 將它們會帶來的結果与觀察到的結果比較, 原因/結果矩陣圖可幫助選擇优先考慮哪個原因.
3) 識別問題的种類.(設計,程序,製程,材料,人員技巧
4) 探尋可能的解決方案,列出可行性,效果,實施時間等.
5) 建立將要實施的那些措施的檢驗標准.
6) 盡量利用各种圖表
(5)選擇長期糾正措施
1) 對將要執行的長期糾正措施在實施前做進一步的确認,以核對它們是否在實施后能提供一個合乎期望的結果. 目的是解決問題的根源,要防止這些糾正措施帶來任何其它的負面影響,在這种情形下,須採取其它的措施消除負面影響.
2)選擇或創建一個測量工具,評估在糾正過程中各項工作的功效.
(6)執行長期糾正措施
1) 執行長期糾正措施,更新相關文件.
2) 長期糾正措施的功效可通過觀察問題是否重復出現來評估.
(7)預防問題重復出現措施
1) 修正整個質量系統(特別是問題相關的程序,技術說明書,工作說明書
2) 管理層同意並修正整個質量系統,是該過程的第一步,該過程或立即開始實施,或是一個不斷改進的計划.
(8) 項目完畢
…… …… 余下全文
篇七 :CPK
CPK:Complex Process Capability index 的缩写,是现代企业用于表示制程能力的指标。
制程能力是过程性能的允许最大变化范围与过程的正常偏差的比值。
制程能力研究在於确认这些特性符合规格的程度,以保证制程成品不符规格的不良率在要求的水准之上,作为制程持续改善的依据。 当我们的产品通过了GageR&R的测试之后,我们即可开始Cpk值的测试。
CPK值越大表示品质越佳。
CPK=min((X-LSL/3s),(USL-X/3s))
Cpk——过程能力指数
CPK= Min[ (USL- Mu)/3s, (Mu - LSL)/3s]
Cpk应用讲议
1. Cpk的中文定义为:制程能力指数,是某个工程或制程水准的量化反应,也是工程评估的一类指标。
2. 同Cpk息息相关的两个参数:Ca , Cp.
Ca: 制程准确度。 Cp: 制程精密度。
3. Cpk, Ca, Cp三者的关系: Cpk = Cp * ( 1 - |Ca|),Cpk是Ca及Cp两者的中和反应,Ca反应的是位置关系(集中趋势),Cp反应的是散布关系(离散趋势)
4. 当选择制程站别Cpk来作管控时,应以成本做考量的首要因素,还有是其品质特性对后制程的影响度。
…… …… 余下全文
篇八 :SPC统计分析报告条干20xx.6
SPC统计分析报告
单位: 报告期:20## 年6月
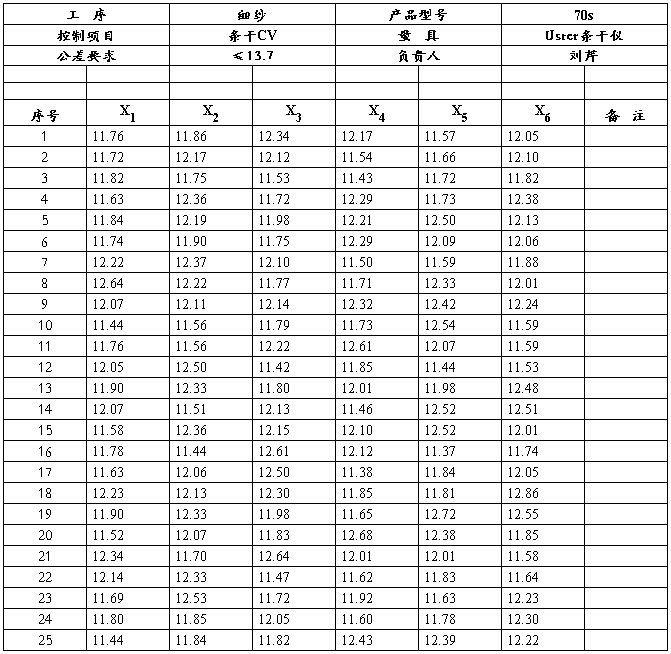
二、正态性分析
1、 绘制直方图
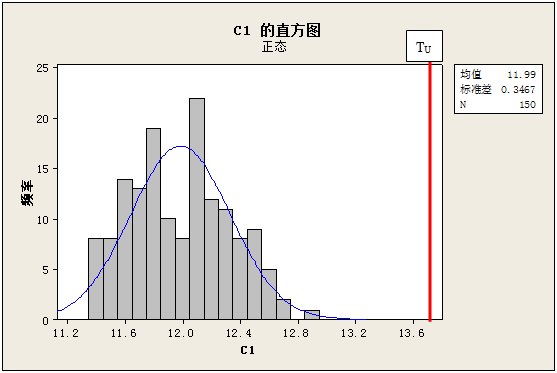
2、分布分析
(1)平均值:11.99,;
(2)分布形态:
基本成正态分布
(3)与规格限比较,处于技术稳态。
三、异常分析
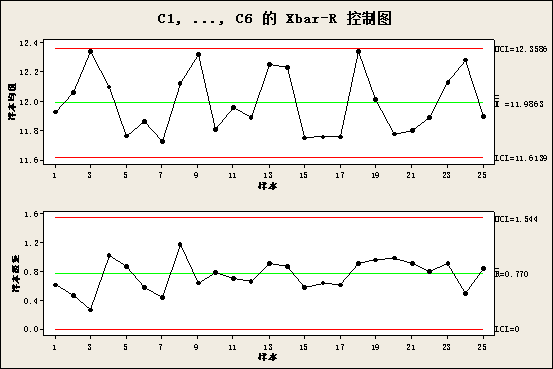
数据分析:
采用  控制图进行数据分析,过程基本处于统计稳定状态。
控制图进行数据分析,过程基本处于统计稳定状态。
四、过程能力指数分析

五、改进方向及措施
…… …… 余下全文