篇二 :焊接工艺评定报告1
焊接工艺评定存档目录
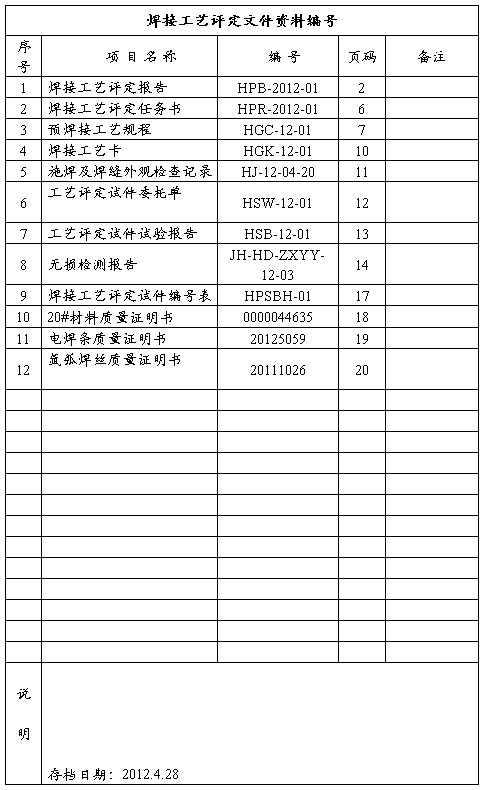
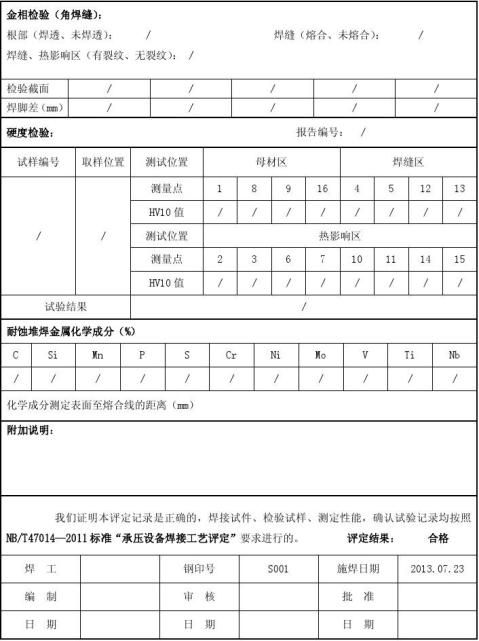
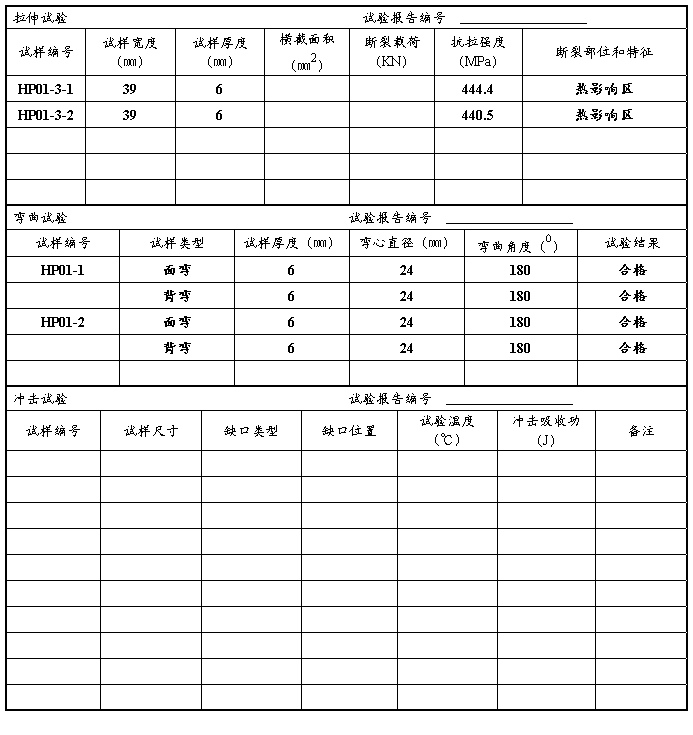
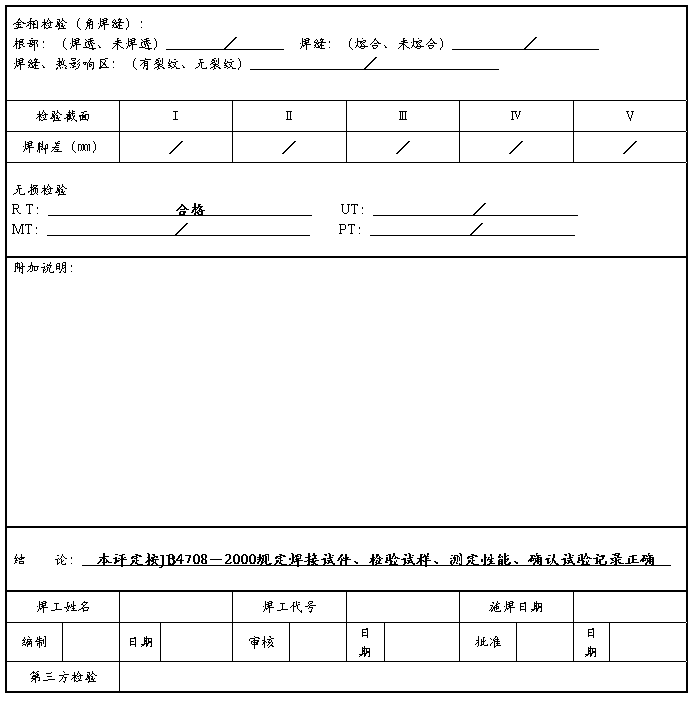
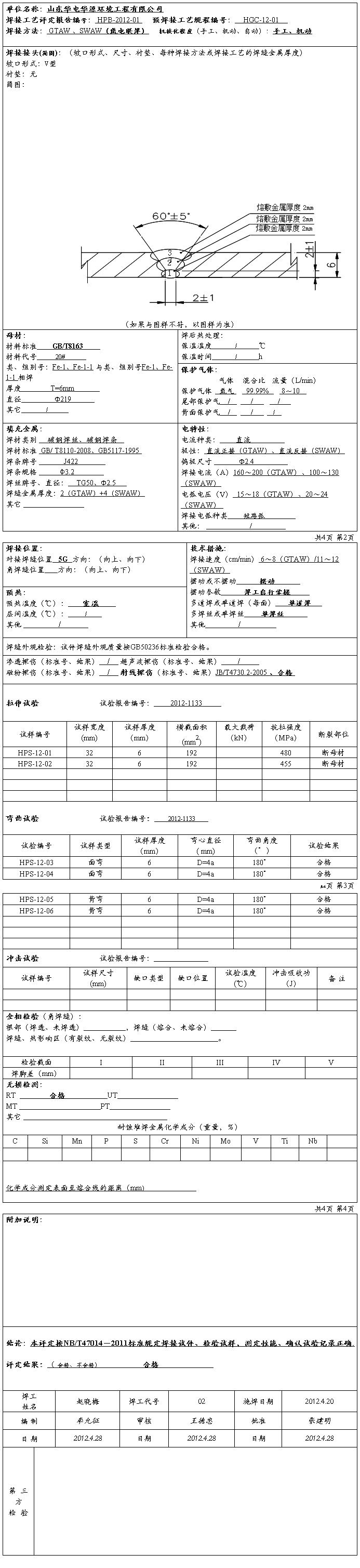
焊接工艺评定报告 共4页第1页
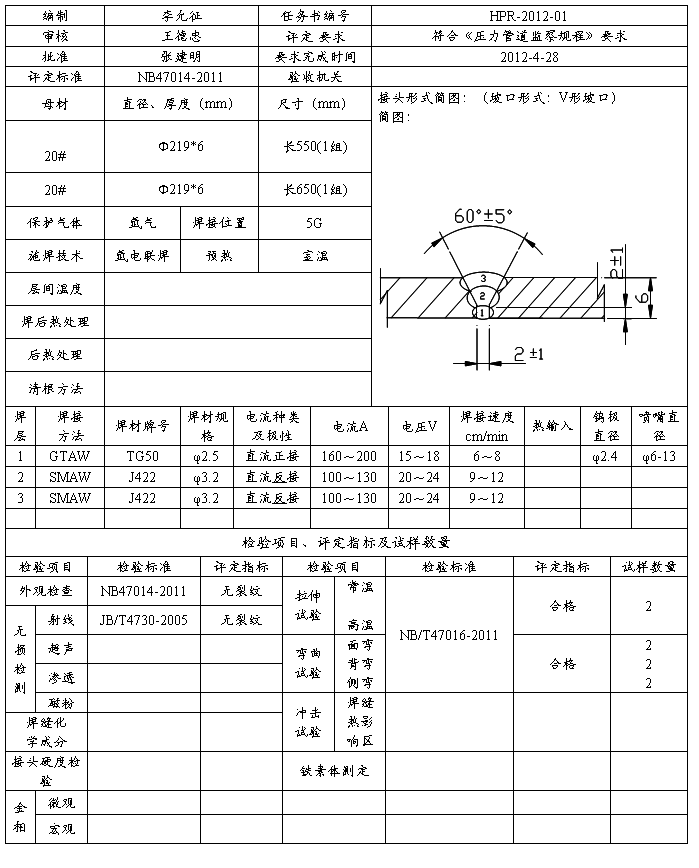
焊接工艺评定任务书 共1页
 编制: 李允征 审核: 王德忠 批准: 张建明 日期:2012.4.18
编制: 李允征 审核: 王德忠 批准: 张建明 日期:2012.4.18
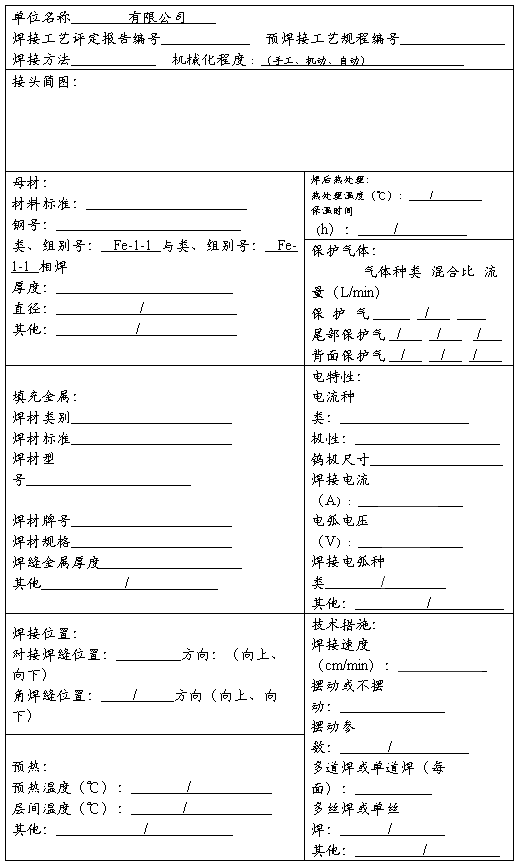
预焊接工艺规程 共3页 第1页
…… …… 余下全文
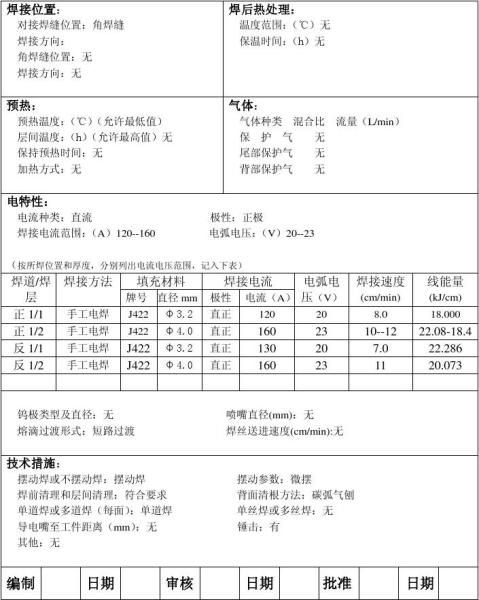
篇四 :焊接工艺评定报告
焊接工艺评定报告书
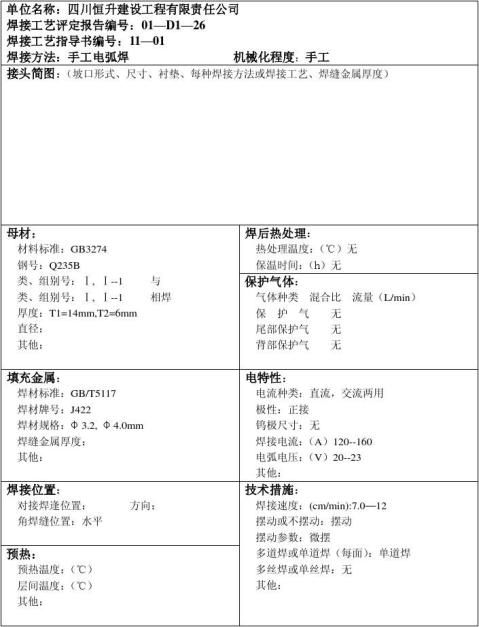
评定报告书编号:01—D1—26
材 料 牌 号:Q235B+Q235B
材 料 规 格: T1=14mm, T2=6mm
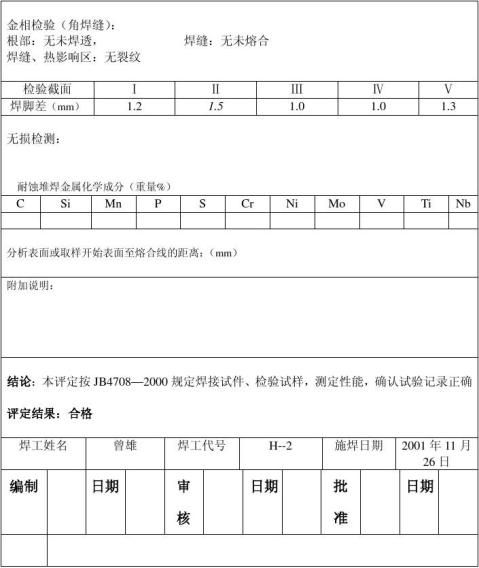
焊 缝 型 式:板材角焊缝(水平)
焊 接 方 法: 手工电弧焊
试 件 编 号:01—D1—26
填 报 日 期: 2001 年 12月 6 日
四川恒升建设工程有限责任公司
焊接工艺指导书
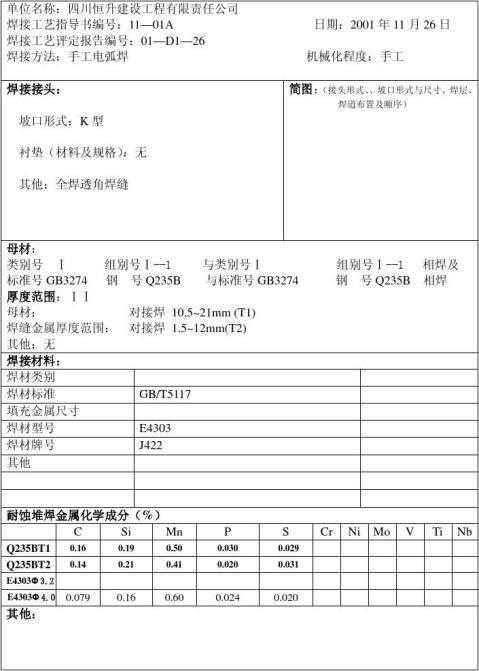
焊接工艺评定报告书
…… …… 余下全文
篇五 :焊接工艺评定报告(管道用)
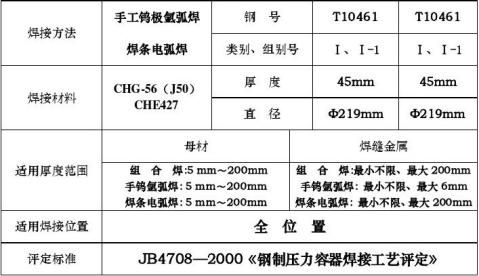
焊接工艺评定报告
报告编号:PQR—014
编制:审核: 批准: XXX
XXX公司XXX分公司
目 录
目 次 页 次
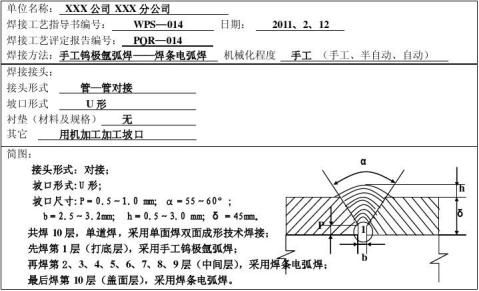
1、焊接工艺指导书WPS—014……………………………1~2
2、焊接工艺评定报告PQR—014…………………………3~5
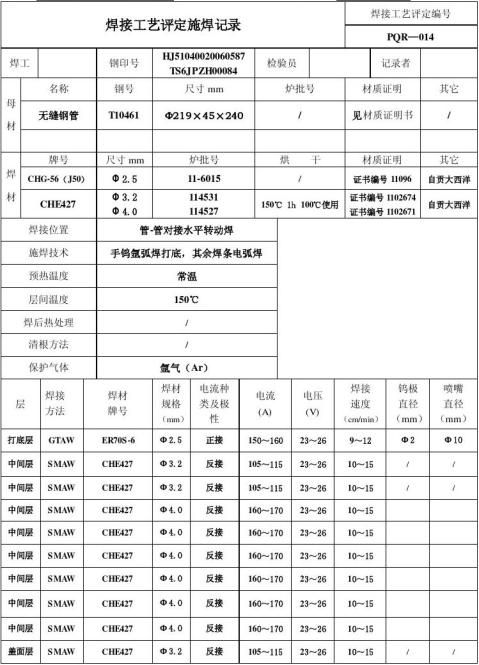
3、焊接工艺评定施焊记录 ……………………………………6
4、焊缝外观质量检查报告 ……………………………………7
5、超声波探伤报告 ……………………………………………8
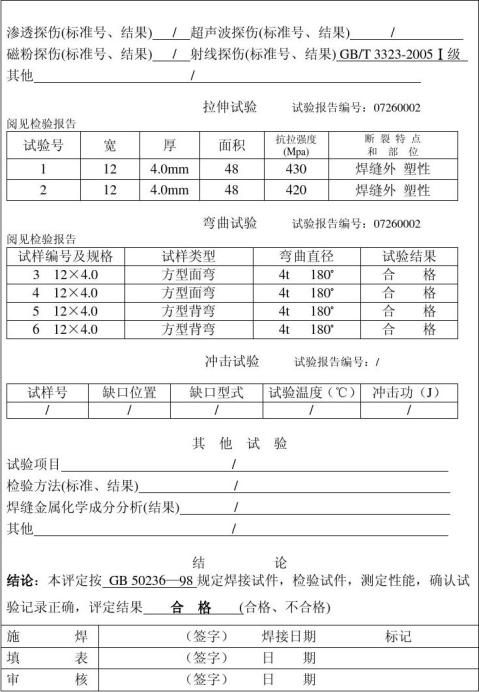
6、力学性能检验报告 …………………………………………9
7、钢材质量证明书 ………………………………………10~16
8、焊条质量证明书 ………………………………………17~20
9、焊丝质量证明书 ……………………………………………21
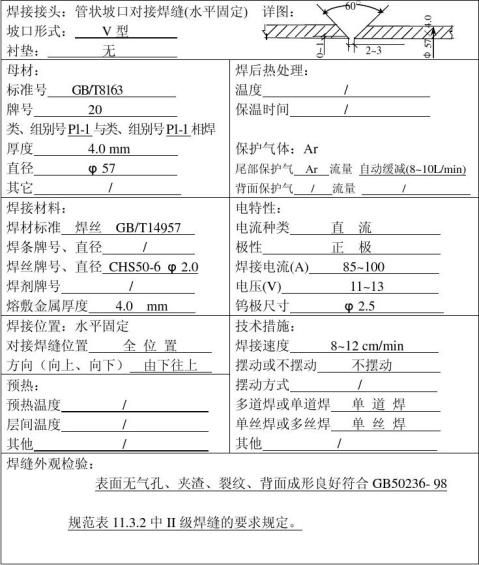
焊 接 工 艺 指 导 书

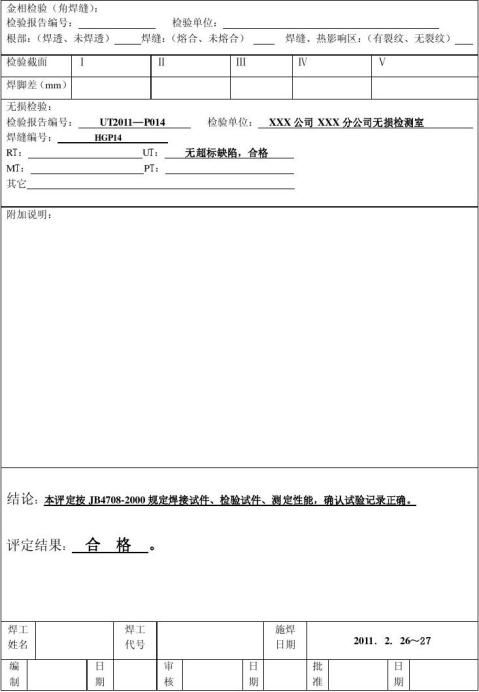
焊接工艺评定报告
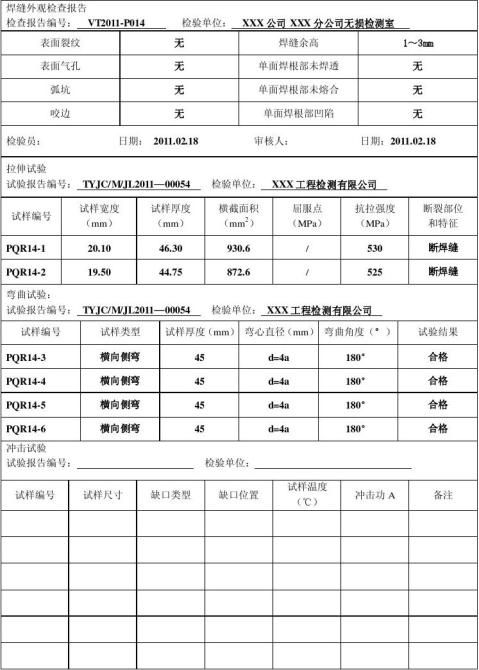
焊缝外观质量检查报告
工程名称: 焊接工艺评定 报告编号:VT2011—P014 检验时间: 2011 年2 月18 日 报告日期:2011 年2 月18 日
…… …… 余下全文
篇六 :压力管道焊接工艺评定报告
焊 接 工 艺 评 定 报 告
单位名称: ************管道安装公司 批准人签字: 报告编号: PQR—01 日 期: 2007-01-20 焊接方法: 钨极氩弧焊 机械化程度 √ 手工 半自动 自动
焊 接 工 艺 评 定 报 告
单 位 名 称 **********管道安装公司 焊 接 方 法 手工钨极氩弧焊 试 件 型 式 管材V型对接
母材型号规格 20# φ57×4.0 报 告 编 号 PQR—01
编制 日期 20xx年01月19日
审核 日期 20xx年01月19日
批准 日期 20xx年01月20日
************* 管 道 安 装 公 司
二 ○ ○ 七 年 一 月
…… …… 余下全文