篇一 :宝菱变压器监造报告
保定宝菱变压器监造报告
20xx年x月x日-12月x日,对供电厂采购的三台110KV油浸有载变压器试验、变压器吊检进行全面监督。在监造期间,我方人员与宝菱变压器公司的相关领导、工作人员进行了多方面的交流。在时间有限的情况下,最大程度的了解我们所采购的变压器制造过程,制造工艺以及相关的设备各项数据及实验数据。在本次监造中,我们以《包钢公司新体系110KV55#变电所项目110KV电力变压器设备技术协议》为要求,对宝菱变压器公司所生产的110KV变压器进行各项检查,对所检查的内容进行以下总结:
1、型号110KV油浸有载变压器SZ-63000/110出厂吊检过程外观及内部清洁度检查、紧固件检查,用磁铁发现变压器箱底有铁屑,做了全部清除处理,其他未发现问题。
2、两台型号110KV油浸有载变压器SZ-80000/110的实验过程。
1)、负载损耗和短路阻抗实验,现场见证合格。
2)、空载损耗和空载电流实验,现场见证合格。
3)、工频耐压实验,现场见证合格。
4)、短时感应实验(监视局放),现场见证合格。
5) 、雷电冲击实验,现场见证合格。
6)、绕组变形实验,现场见证合格。
…… …… 余下全文
篇二 :变压器制造过程监造

一、 变压器制造过程监造的基本概述
(一)监造的目的
严格把好质量关、控制进度节点,努力消灭常见性、多发性、重复性质量问题,提供优质产品按期出厂,确保电力工程建设项目顺利实施。
(二)监造依据和方式
1、监造依据
(1)设备采购合同:项目单位与制造单位签订的设备供货合同(含技术协议等附件)。
(2)标准:与该设备相关的国际、国家、行业、国家电网公司标准、内蒙古电网标准以及制造单位企业标准。
(3)技术文件:监造大纲、监造实施细则和该设备的技术文件。
(4)法律:国家和行业的有关设备监造的法律、法规、规定。
2、监造方式
监造方式一般采用现场见证(W点)、文件见证(R点),以及监造单位专门停工见证(H点)。
(1) 现场见证(W点):由于是复杂的关键工序,测试、试验项
目应有监造人员在场见证。制造单位应提前通知监造单
位(具体时间见双方协议),如监造人员不能按期参加,
W点可自动转为R点。
(2) 文件见证(R点):是指需要进行文件见证的质量管理点,阿拉善电业局 2
由监造人员查阅制造单位的技术文件、试验记录、试验
报告、包装储运规定和配套件等合格证明等,可以不在
…… …… 余下全文
篇三 :变压器监造简介
5.9.14.2变压器制造工艺简介
变压器主要制造工艺如下图所示:
(1)油箱制造
对于大型变压器而言,油箱制造周期较长,一般早于其他部件开始制造。基本的制造过程是钢板下料切割,箱壁焊接,加强铁焊接,箱盖焊接,箱沿制造,箱底(下节油箱)焊接,箱体拼接,升高座、联管及储油柜试装等。制造过程中主要采用的焊接方式有手工焊条焊、半自动CO2气体保护焊、埋弧焊等。
监造关注点:主要密封焊缝探伤(渗透)、承重吊轴探伤、箱沿探伤
(2)线圈绕制
常用的线圈型式分为圆筒式、连续式、螺旋式、纠结式等,实际线圈绕制中可以多种形式结合使用。绕制前,根据绕组结构、外形尺寸和重量选择合适的绕线机、铜焊机、绕线模、绕线架等,并准备好所需电磁线。绕组所用电磁线分为漆包线、网包线、纸包电磁线、纸包组合导线和换位导线。
绕制方式按绕制工具分为卧绕和立绕两种,对于大型变压器而言,一般低压线圈采用卧绕方式,高压线圈采用立绕方式。
监造关注点:线圈内外径偏差,辐向尺寸,线圈出头位置和长度,匝绝缘是否存在损伤。
(3)绕组压装
运行中,绕组要受到电动力,尤其在发生短路时,辐向力和轴向力很大,会使绕组失稳变形,因此线圈绕制完成后要进行压装。线圈压装的主要过程有绕组的起立、套装和修整、绕组预压紧和干燥、绕组的压紧和修整。
…… …… 余下全文
篇四 :变压器专业工作总结
1.变压器类设备在运情况
截止20xx年底,**电网在役的110kV及以上电压等级的变压器共853台,容量77403.5MVA,与20xx年比较增长82台,容量增长10953.5MVA。其中110kV变压器511台,容量21579.5MVA,同比增长35台、1743.5MVA,220kV变压器269台,容量38490MVA,同比增长32台、5460MVA,500kV变压器73台,容量17334MVA,同比增长15台、3750MVA。并联电抗器24台,容量1200Mvar,均为500kV,同比增长3台、180Mvar。
110kV及以上电压等级的互感器共15538台(包括安装在GIS内的)。其中电流互感器共11387台,按电压等级分,110kV电流互感器7499台,220kV电流互感器3507台,500kV电流互感器381台;按绝缘介质类型分,油浸式电流互感器6410台,气体绝缘电流互感器1698台,干式电流互感器380台,安装在GIS内的电流互感器2999台。电压互感器共4151台,按电压等级分,110kV电压互感器2243台,220kV电压互感器1640台,500kV电压互感器268台;按结构类型分,电容型1544台,电磁型1828台,安装在GIS内的779台。
…… …… 余下全文
篇五 :高压电机 变压器 高压开关检验总结
热连轧厂高压电机、变压器、高压开关
检修情况汇报
一、 检修时间:20xx年x月x日-20xx年x月x日
二、 检修设备:热连轧厂14台高压电机、36台变压器、87
台高压开关柜检修和试验
三、 检修班组:电机1-3班、试验班、变压器1-2班、开关
班、高压试验班
四、 检修情况:
热连轧厂生产线由于粗轧机下位电机绕组故障导致全线停产检修,12月x日经商议由动力部承担全产线14台大型高压电机、36台变压器、87台高压开关柜检修和试验工作。热轧厂产品目前市场行情较好,此次意外停产,直接影响到公司经济效益,因此总公司对此次检修格外重视。由于近几年热轧厂产线大型高压电机、变压器、高压开关柜检修较少,对设备状况隐患颇为担忧。动力部接受任务时距离停产已经过了两周,留下的工期不到一周,接到任务后我部领导高度重视,充分认识到本次检修的重要性,提前召开本次检修相关人员会议,合理搭配检修力量,制定详细的检修方案、施工网络图和安全措施等,为检修的顺利进行做好充分的准备。
12月x日根据热轧厂要求办理相关安全手续,制定检
修方案和安全措施,倒运必要工具材料物资,查看现场。
14台高压电机检修试验:
…… …… 余下全文
篇六 :电力变压器制造过程中的监造要点
特高压变压器制造过程中的监造要点
一:掌握业主与制造厂签定的变压器的技术合同(协议)的详细内容和条款
特高压变压器的技术合同是监造工作的主要技术依据,并依此监督制造厂严格履行、兑现技术合同的各项条款和承诺,也是业主对制造厂行为的主要约束和限制手段。技术合同的内容包括:
1. 技术条件及技术性能参数
绝缘水平、局部放电量、电压比、空载损耗及空载电流、负载损耗及短路阻抗、声级、温升、油箱机械强度等,监造方监督试验并验证这些性能参数。
2. 主要原材料的要求
对电磁线、硅钢片、绝缘出线装置、正、反角环等绝缘成形件、绝缘纸板、绝缘油、钢材等原材料的型号、生产厂家的明确要求,在监造过程中,监造方监督制造厂使用的主要原材料必须遵守技术合同的要求。
3. 组部件的要求
对套管、分接开关、冷却器、压力释放阀、瓦斯继电器、油温计、绕组温度计、油位计等组部件的型号、生产厂家的明确要求,监造方监督制造厂使用的组部件也必须遵守技术合同的要求。
4. 制造质量要求
业主向制造厂提出的专门的、针对性的制造质量要求:有绝缘
撑条及垫块的加工质量要求、线圈绕制及焊接质量的要求、关键部位绝缘纸板的适形要求、铁心的制作要求、油箱(包括钢板厚度、焊接、防锈处理及油漆等)的制作要求、器身的一次油浸渍要求等。监造方在监造过程中须仔细、认真地监督。
…… …… 余下全文
篇七 :变压器监造
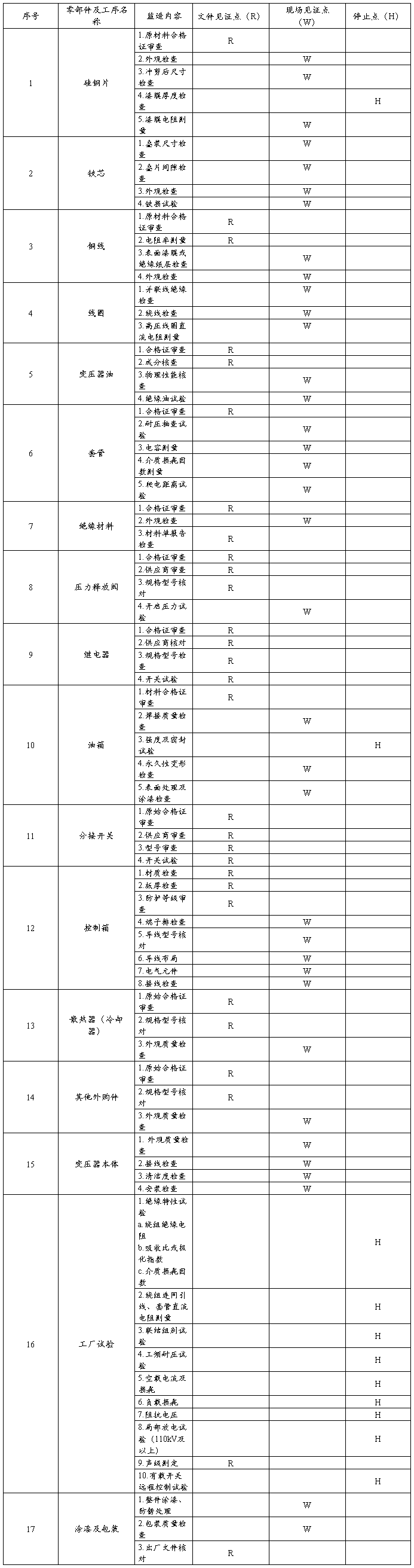
1、原材料合格证
铁芯
铜线
线圈
套管
2、外观 4、漆膜厚度 5、漆膜电阻测量 1、叠装尺寸 2、叠片间隙 3、外观 4、铁损试验 1、原材料合格证 2、电阻率测量 3、表面漆膜或绝缘纸层检查 4、外观 1、并联线绝缘检查 2、绕线检查 3、高压线圈直流电阻测量 1、合格证 3、物理性能 4、绝缘油试验 1、合格证 2、耐压抽查试验 3、电容测量 4、介质损耗因数测量 5、爬电距离试验 1、合格证 3、材料单报告检查 1、合格证 3、规格型号核对 4、开启压力试验 1、合格证 3、规格型号 4、开关试验 1、材料合格证 2、焊接质量 硅钢片 3、冲剪后尺寸 变压器油2、成分 绝缘材料 2、外观 压力释放阀2、供应商审查 继电器 2、供应商核对
油箱
3、强度及密封试验 4、永久性变形检查 5、表面处理及涂漆 2、供应商审查 3、型号审查 4、开关试验 1、材质检查 2、板厚检查 3、防护等级 5、导线型号 6、导线布局 7、电气元件 8、接线 1、原始合格证 分接开关 1、原始合格证 控制箱 4、端子排 散热器 2、规格及型号 (冷却器)3、外观质量
…… …… 余下全文