实验室实习总结心得
一、实习目的与要求
1.实习目的
(1)学会识别常用元器件:熟悉常用电子器件的类别、型号、规格、性能及其使用范围;
(2)学会焊接:熟悉手工焊锡的常用工具,基本掌握手工电烙铁的焊接技术,能够独立的完成简单电子产品的安装与焊接;
(3)完成收音机的焊接,并学会调试;
(4)培养我们的动手能力,为日后学习制作电子类器件打下了基础;
(5)了解收音机的简单工作原理;
2.实习要求
(1)无错装漏装、焊点大小合适、美观,无虚焊、器件无丢失损坏、调试符合要求、收音机正常工作。
(2)分析调幅接收系统各功能模块的工作原理。
(3)安装调试及测量结果。
二、收音机工作原理
1.原理图
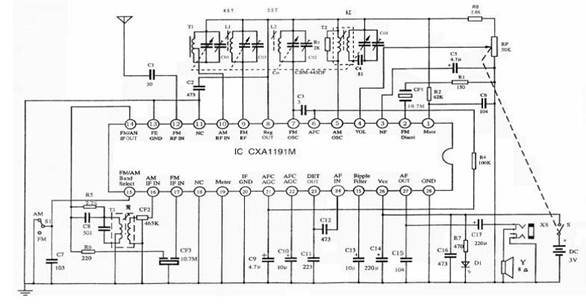
图1 HX203 AM/FM集成电路收音机电原理图
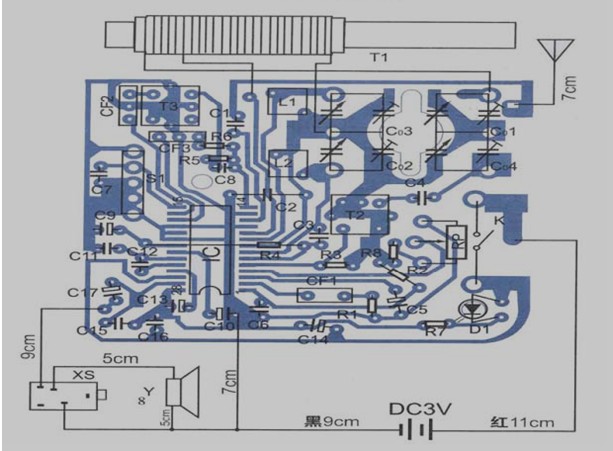
图2 HX203T FM/AM 装配图
2.原理分析
(1)输入回路。
从天线接收进来的高频信号首先进入输入调谐回路。输入回路的任务是:1. 通过天线收集电磁波,使之变为高频电流;2.选择信号。在众多的信号中,只有载波频率与输入调谐回路相同的信号才能进入收音机。
(2)变频和本机振荡级。
从输入回路送来的调幅信号和本机振荡器产生的等幅信号一起送到变频级,经过变频级产生一个新的频率,这一新的频率恰好是输入信号频率和本振信号频率的差值,称为差频。例如,输入信号的频率是535kHz,本振频率是1000kHz ,那么它们的差频就是1000 kHz -535 kHz = 465kHz;当输入信号是1605kHz时,本机振荡频率也跟着升高,变成2070kHz。也就是说,在超外差式收音机中,本机振荡的频率始终要比输入信号的频率高一个465kHz。这个在变频过程中新产生的差频比原来输入信号的频率要低,比音频却要高得多,因此我们把它叫做中频。不论原来输入信号的频率是多少,经过变频以后都变成一个固定的中频,然后再送到中频放大器继续放大,这是超外差式收音机的一个重要特点。以上三种频率之间的关系可以用下式表达:
本机振荡频率-输入信号频率=中频
(3)中频放大级。
由于中频信号的频率固定不变而且比高频略低(我国规定调幅收音机的中频为465kHZ),所以它比高频信号更容易调谐和放大。通常,中放级包括1-2级放大及2-3级调谐回路,这与前面我们介绍过的直放式收音机相比,超外差式收音机灵敏度和选择性都提高了许多。可以说:超外差式收音机的灵敏度和选择性在很大程度上就取决于中放级性能的好坏。
(4)检波与AGC电路。
经过中放后,中频信号进入检波级,检波级也要完成两个任务:一是在尽可能减小失真的前提下把中频调幅信号 还原成音频。二是将检波后的直流分量送回到中放级,控制中放级的增益(即放大量),使该级不致发生削波失真,通常称为自动增益控制电路,简称AGC电路。
(5)低频前置放大级,也称电压放大级。
从检波级输出的音频信号很小,大约只有几毫伏到几十毫伏。电压放大的任务就是将它放大几十至几百倍。
(6)功率放大级。
电压放大级的输出虽然可以达到几伏,但是它的带负载能力还很差,这是因为它的内阻比较大,只能输出不到1mA的电流,所以还要再经过功率放大才能推动扬声器还原成声音。一般,袖珍收音机 的输出功率约在50~100毫瓦(mW)左右。
三、整机组装与系统调试
1.整机组装
(1)焊接
?电烙铁是最常用的焊接工具。
我们使用20W内热式电烙铁。电烙铁要用220V交流电源,使用时要特别注意安全。应认真做到以下几点:电烙铁插头最好使用三极插头。要使外壳妥善接地。使用前,应认真检查电源插头、电源线有无损坏。并检查烙铁头是否松动。电烙铁使用中,不能用力敲击。要防止跌落。烙铁头上焊锡过多时,可用布擦掉。不可乱甩,以防烫伤他人。焊接过程中,烙铁不能到处乱放。不焊时,应放在烙铁架上。注意电源线不可搭在烙铁头上,以防烫坏绝缘层而发生事故。使用结束后,应及时切断电源,拔下电源插头。冷却后,再将电烙铁收回工具箱。
?焊锡和助焊剂
焊接时,还需要焊锡和助焊剂。焊锡:焊接电子元件,一般采用有松香芯的焊锡丝。这种焊锡丝,熔点较低,而且内含松香助焊剂,使用极为方便。助焊剂:常用的助焊剂是松香或松香水(将松香溶于酒精中)。使用助焊剂,可以帮助清除金属表面的氧化物,利于焊接,又可保护烙铁头。焊接较大元件或导线时,也可采用焊锡膏。但它有一定腐蚀性,焊接后应及时清除残留物。
?焊前处理
焊接前,应对元件引脚或电路板的焊接部位进行焊前处理。清除焊接部位的氧化层可用断锯条制成小刀。刮去金属引线表面的氧化层,使引脚露出金属光泽。印刷电路板可用细纱纸将铜箔打光后,涂上一层松香酒精溶液。元件镀锡在刮净的引线上镀锡。可将引线蘸一下松香酒精溶液后,将带锡的热烙铁头压在引线上,并转动引线。即可使引线均匀地镀上一层很薄的锡层。导线焊接前,应将绝缘外皮剥去,再经过上面两项处理,才能正式焊接。若是多股金属丝的导线,打光后应先拧在一起,然后再镀锡。
④焊接技术
做好焊前处理之后,就可正式进行焊接。右手持电烙铁。左手用尖嘴钳或镊子夹持元件或导线。焊接前,电烙铁要充分预热,烙铁头刃面上要吃锡,即带上一定量焊锡;将烙铁头刃面紧贴在焊点处,电烙铁与水平面大约成60℃角,以便于熔化的锡从烙铁头上流到焊点上,烙铁头在焊点处停留的时间控制在2~3秒钟;抬开烙铁头。左手仍持元件不动,待焊点处的锡冷却凝固后,才可松开左手;用镊子转动引线,确认不松动,然后可用偏口钳剪去多余的引线。
⑤焊接质量
焊接时,要保证每个焊点焊接牢固、接触良好。要保证焊接质量。应是锡点光亮,圆滑而无毛刺,锡量适中。锡和被焊物融合牢固。不应有虚焊和假焊。虚焊是焊点处只有少量锡焊住,造成接触不良,时通时断。假焊是指表面上好像焊住了,但实际上并没有焊上,有时用手一拔,引线就可以从焊点中拔出。这两种情况将给电子制作的调试和检修带来极大的困难。只有经过大量的、认真的焊接实践,才能避免这两种情况。焊接电路板时,一定要控制好时间。太长,电路板将被烧焦,或造成铜箔脱落。从电路板上拆卸元件时,可将电烙铁头贴在焊点上,待焊点上的锡熔化后,将元件拔出。
(2)收音机的组装
?元器件的检测:装机之前对所使用的各元器件意义进行严格的检查,看看有没有遗漏或损坏的原件。
?元器件的安装:按照电路图先将电阻、电容、电感等小型元器件焊到指定位置,再将四联、中周、滤波器按老师指点装在指定位置。注意锡不能焊太多也不能太少,多了很容易和别的连在一起,少了易虚焊。焊接要注意安全。
?将模板焊好之后,把电源线,放大器线焊好,检查焊接是否正确,焊接完毕后,仔细对照电路图和电路版图核对每个元器件和引线极性,另外还要注意有无搭锡的地方。
④把天线,螺丝等部件装好,再把外壳叩好。
2.系统调试
(1)收音机的基本调试:
调试是为了收音机能正常更好的工作,将调试好的部件组装成整机后,不可能都处在最佳配合状态,而满足整机的技术指标。所以,单元部件经组装后一定要进行整机调试。首先,按直观检查的方法对整机进行外观检查。外观检查有如下内容:焊接质量检查、电池夹弹簧检查、频率刻度指示检查、旋钮检查、耳机插座检查、机内异物检查等。结构调整主要是检查印制电路板各部件的固定是否牢靠,有无松动,各接插件间接触是否良好,机械转动部分是否灵活。其次,对电路电流进行测量。将电位器开关关掉,装上电池用万用表的50mV档来测量,表笔跨接在电位器开关的两端(黑色表笔接电池负极,红色表笔接开关的另一端)若电流指示小于10mV,则说明可以通电,将电位器开关打开(音量旋至最小即测量静态电流)用万用表分别依次测量D,C,B,A四个电流缺口,若被测量电流的数字在规定的参考值的左右即可用电烙铁将四个缺口依次连通,再把音量开到最大,调双连拨盘即可收到电台。在安装电路板的时候注意把喇叭及电池引线埋在比较隐蔽的地方,并且不要影响调谐拨盘的旋转和避开螺丝桩子,电路板挪位后再上螺丝固定。当测量不在规定的电流值的范围则要仔细检查三极管的极性有没有装错,中周是不是装错位置以及虚焊等,若测量哪一级电流不正常则说明那一级电流有问题。
(2)中周调整:
由于和中周变压器并联的电容器的容量总存在误差,机内的布线也存在着不同的分布电容,这些都会引起中周变压器的失谐,所以要进行调整。但由于中周在出厂时厂家就已经调好,在这里就不需要我们再来调整中周了。如果出厂时没有调整好中周,则可以按以下方法进行中周调整:把高频信号发生器调到465kHz上,双连电容逆时针旋到头,然后调T4(黑色)、T3(白色)两个中周,反复调几次,达到收音机喇叭声音最响为止。
(3)中频频率调整:
收音机中波段频率范围一般规定在535~1605kHz。它是通过双连电容从容量最大到容量最小来实现这种连续调谐的,为了满足上述的要求所以必须调频率范围。在出厂前厂家也已经调整好,在这我们也不需要再调整了。
(4)统调:
统调就是通过调试收音机的输入回路、本机振荡频率、中放回路的中频频率校正,从而达到在接收的频率范围内机子具有良好的频率跟踪特性。
从理论上讲,中波收音机从525~1605kHz的范围内,振荡频率和外部电台频率之差各点都应该是465kHz,但实际上是很难做到的,为了使整个波段内都能做到基本同步,经过大量实验证明,只要把600kHz,1000kHz,1500kHz这三点调准就可以了,所以要进行三点统调。中波的频率范围是:530KHZ---1600KHZ,那么本机振荡的频率范围就应该在955KHZ---2065KHZ,收音机是通过一个双联可变电容来同时改变输入回路的谐振频率和本机振荡频率的,理想状态下,我们在选台时在整个波段的频率范围内,本机振荡频率与输入回路谐振频率之差都应该保持在465KHZ,但实际情况并没有这么理想,由于本机振荡电路与输入回路分属不同的谐振槽路且谐振频率也不同,虽然我们输入回路和本机振荡电路的谐振电容是同步联动的,但由于电路参数的差异,很难保证在正个接收频率范围内都能准确地差拍出465KHZ中频,为此在实际电路中都作了一些补偿措施。一般说来,输入回路的线圈和本机振荡线圈及所配的双联电容及都是配套元件。统调的具体方法如下所示:
在波段的低端接收一个已知频率的本地强信号台,当接收到电台声音后,看此时调谐刻度指针所指的频率是否和所接收的频率一致,如果不一致可调整本机振荡线圈B5的磁芯,并同时旋动调谐旋钮,直到刻度指针所指示的频率与接收频率一致,然后调整输入回路线圈L2在磁棒的位置是声音最大为止。如果刻度指针所指示的频率与接收频率已经一致,此时只要调整L2使声音最大即可。统调的第三步方法与第二步相似,在波段的高端接收一个已知频率的强信号电台,分别调整C2和C9使刻度指针所指的频率与接收的频率一致且声音最大即可。反复第二和第三步进行微调是接收效果达到最好。
高、低端调试好后,中端一般都不用调了,除非你在输入回路或本机振荡电路所使用的元件参数有误。
四、总结及体会
本来以为会是一门枯燥且困难的课,还以为自己不能成功的做出来,但是经过自己的努力以及老师耐心的讲解和帮助,最后还是很好的做出来了,这次课设给我的总体感觉是比较简单,任务相对轻松。不过在组装和调试收音机的过程中,我还是遇到了不少的问题。虽然过程中出现了问题,但我总体感觉还是成功的。我比较满意的是我的焊接点,由于一开始就比较重视焊点的质量,最后总体看起来是比较好的,各个点都有光泽,焊料也恰到好处。对收音机的外形我也是比较满意的。虽然外科和其它器件都是已经设计好了的,但我在喇叭和其它器件的固定上上下了功夫,内部导线也认真按要求排放。因此从背面看来比较美观,也很牢固,没有晃动的声响。听着自己动手做的收音机发出的电台声音,心里有一种说不出的自豪感,而且让我明白只要肯努力,没有什么是完不成的,是我懂得了不管做什么事都不能被困难吓倒,要有自信,而且还要付出努力。
总的来说,这次课设还是学到了不少东西的。尤其是在焊接技术上有了长进,在分析和解决问题方面也明显看到自己的进步。其他方面,对收音机的原理有了初步认识,知道了怎样写总结论文,还体会了成功的喜悦,可以说收益颇深。
第二篇:实验室实习心得
在分子生物学实验室为期两个月的实习使我受益匪浅,我不仅学习到了专业知识,更重要的是收获了经验与体会,这些使我一生受用不尽,记下来与大家共勉:
1.手脚勤快,热心帮助他人。初来匝道,不管是不是自己的份内之事,都应该用心去完成,也许自己累点,但你会收获很多,无论是知识与经验还是别人的称赞与认可。
2.多学多问,学会他人技能。学问学问,无问不成学。知识和经验的收获可以说与勤学好问是成正比的,要记住知识总是垂青那些善于提问的人。
3.善于思考,真正消化知识。有知到识,永远不是那么简单的事,当你真正学会去思考时,他人的知识才能变成你自己的东西。
4.前人铺路,后人修路。墨守陈规永远不会有新的建树,前人的道路固然重要,但是学会另辟蹊径更为重要。
5.独立而不孤立。学会独立思考,独立实验,但要记住与他人的交流也是非常重要的,实验和实验事永远不是你自己的。
6.实事求是做实验。不骗自己更不要骗他人。
7.认真仔细地做好实验纪录。不要当你真正用到它时才知它的重要所在。
第三篇:实验室实习心得
实验室实习心得
在分子生物学实验室为期两个月的实习使我受益匪浅,我不仅学习到了专业知识,更重要的是收获了经验与体会,这些使我一生受用不尽,记下来与大家共勉:
1.手脚勤快,热心帮助他人。初来匝道,不管是不是自己的份内之事,都应该用心去完成,也许自己累点,但你会收获很多,无论是知识与经验还是别人的称赞与认可。
2.多学多问,学会他人技能。学问学问,无问不成学。知识和经验的收获可以说与勤学好问是成正比的,要记住知识总是垂青那些善于提问的人。
3.善于思考,真正消化知识。有知到识,永远不是那么简单的事,当你真正学会去思考时,他人的知识才能变成你自己的东西。
4.前人铺路,后人修路。墨守陈规永远不会有新的建树,前人的道路固然重要,但是学会另辟蹊径更为重要。
5.独立而不孤立。学会独立思考,独立实验,但要记住与他人的交流也是非常重要的,实验和实验事永远不是你自己的。
6.实事求是做实验。不骗自己更不要骗他人。
7.认真仔细地做好实验纪录。不要当你真正用到它时才知它的重要所在。
-
实验室实习心得
实验室实习心得在分子生物学实验室为期两个月的实习使我受益匪浅我不仅学习到了专业知识更重要的是收获了经验与体会这些使我一生受用不尽记…
-
实验室实习报告.doc
实习报告实习时间:实习地点:实习目的:通过实习给自己一个明确的定位,增强专业技能,锻炼综合运用所学的基础理论去独立分析和解决实际问…
-
实验室实习总结
毕业实习总结时间过的真快,转眼间,在实验室为期两个月的毕业实习结束了,留下的是满满的收获和不舍。在这两个月的时间,我学到了很多东西…
-
实验室实习小结[1]
本人有幸到南京大学田大成教授的GATTACA实验室做毕业设计,在此期间,感受到了实验室全体成员的热心帮助和关怀,也感受到了他们一丝…
-
实验室实习报告总结
实习总结报告实习类型认识实习实习单位电子科学学院实习基地实习起止时间20xx年x月x日至20xx年x月x日指导教师________…
-
20xx暑期实验室助理实习心得
在XX年大三下学期落下帷幕之际,我通过网络应聘了扬州迅和化工科技有限公司实验室助理一职,并于7月x日正式到岗实习。扬州迅和化工科技…
-
实验室实习心得
在分子生物学实验室为期两个月的实习使我受益匪浅,我不仅学习到了专业知识,更重要的是收获了经验与体会,这些使我一生受用不尽,记下来与…
-
实验室参观心得体会
黄河水利职业学院参观学习心得体会11月13日在学院理事会办公室主任侯旭红的带领下学院财务审计教务及各系实验室负责人一行奔赴开封黄河…
-
实验室实习心得
实验室实习心得在分子生物学实验室为期两个月的实习使我受益匪浅我不仅学习到了专业知识更重要的是收获了经验与体会这些使我一生受用不尽记…
-
实验室工作心得体会
免费分享创新实验室工作心得体会实验室工作是培养学生素质的一个重要方面因此抓好实验工作管理以实验为突破口通过实验激发学生兴趣提高学生…
-
建设工程实验室20xx年度工作总结报告
***建设工程实验室20xx年度工作总结报告一年来,**检测站全体人员在局领导和上级业务部门的正确领导和大力支持下,全站人员严格执…