数控车工实习报告
一、实训目的要求
1,、对各典型零件进行工艺分析及程序编制,能熟练掌握较复杂零件的编程。
2,、对所操作的数控系统能熟练掌握,并能在数控机床上进行加工操作及调试。
3.、能正确处理加工和操作中出现的相关问题。
4、实训应在老师的知道下由学生独立完成,在实训中提倡独立思考、深入钻研、苦学巧干的学习态度,要严肃认真地完成实训任务,增强自己的实践动手能力。
5、本实训也是针对数控机床操作工技能鉴定等级考试而进行的全面综合训练,其目的是为了使学生能顺利通过数控机床操作技能等级考试,是强化实践加工能力的重要措施。
二、实训内容
1,熟悉机床操作面板
机床操作面板由crt 显示器和操作键盘组成.其常用键的作用如下:a编辑方式的作用:新建程序、编辑程序、修改程序、输入程序、删除程序(编辑程序-程序-输入o__-zob键)。b自动方式:运行程序对零件进行加工。c录入方式mdi:手动输入-程序键-翻页键-切换mdi界面。d机械回零:一般不能乱按的。e手轮按钮:按下后可以用手轮移动x,z轴的位置。f单端运行:运行单段程序。g急停按钮和复位键作用差不多
2,对刀
工件和刀具装夹完毕,驱动主轴旋转,移动刀架至工件试切一段外圆。然后保持x坐标不变移动z轴刀具离开工件,测量出该段外圆的直径。将其输入到相应的刀具参数中的刀长中,系统会自动用刀具当前x坐标减去试切出的那段外圆直径,即得到工件坐标系x原点的位置。再移动刀具试切工件一端端面,然后保持z轴不变移动x轴刀具远离工件,在相应刀具参数中的刀宽中输入z0,系统会自动将此时刀具的z坐标减去刚才输入的数值,即得工件坐标系z原点的位置。对螺纹刀时的方法和对外圆车刀的方法差不多,也先车个外圆向z轴方向退刀,量起外圆值输入刀具参数,对z轴时不需要车端面,只需先启动主轴,让刀尖接触端面再向x轴向退刀,调出刀补输入z0
3,加工
先根据图纸要求确定加工工艺,加工路线,编写程序,再将编好的程序输入数控cnc系统并仔细检查,确定无误后装夹工件,再对刀。对好刀后就可以调出程序,按下自动和运行按钮,关好防护门让机床自动加工。同时操作者不能离开机床,手拿专用工具去处理铁丝,如果机床出现什么异常马上按下急停按钮,预防损坏机床和对操作者造成伤害。
第二篇:数控车削实习报告
数控车削实习报告
一. 术语名词解释。(每题8分)
1. NC、CNC、MC——NC数控(Numerical Control)、CNC计算机数控
(Computer Numerical )、 MC加工中心(Machining Center)。
2. 闭环控制——有位置测量和信息反馈装置的控制系统称为闭环控制。
3. 开环控制——没有位置测量和信息反馈装置的控制系统称为开环控制。
4. 直线插补——以折线拟合斜线的运动轨迹。
5. 圆弧插补——以折线拟合曲线的运动轨迹。
二.问答题(每题12分)
1.写出本人使用的数控机床的型号与主要组成部分。
使用机床:TK40A。T——TY系列,K——数控,40——机床最大回旋直径的十分之一, A——厂家改型型号。
主要组成部分:1,控制系统(工业用控制计算机)
2,伺服驱动系统(交流伺服电机)
3,机床本体 (床身、卡盘、刀架、尾架等)
2.数控机床与普通车床相比,结构与操作上有哪些主要优点?
结构:数控车床受微机控制,传动系统与普通车床相比大为简化,
重复定位精度大为提高。
操作:操作简便灵活,安全性高。降低了劳动强度,提高了工作效率。人工参与少,质量稳定性好。
3.写出本人所使用数控机床的控制系统名称,该系统程序的主要功能代码及含义。
控制系统:FANUC。
主要功能代码及含义
G——准备功能代码。G00:快速进给,G01:直线插补, G02:顺时针圆弧加工, G99:转进给。
F——进给功能代码。F0.2:进给量
M——辅助功能代码。 M03:主轴正转,M30:程序结束并回到文件名的开始,M43:主轴高速运行。
T——刀具功能代码。T11:调用1号刀位上的刀具。
S——主轴功能代码。S600:主轴以每分钟600转的转速运行。
4.写出数控车削实习中本人完成的零件名称,并按图纸排出工艺、编出加工程序。
零件名称:微调轴。
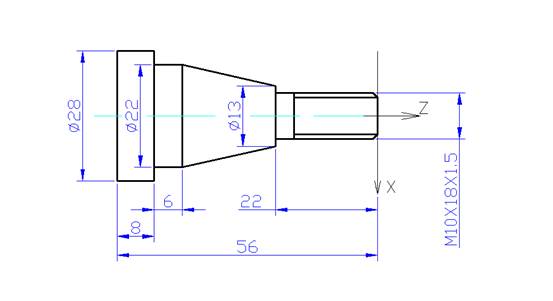
程序
O9527
N10 M43 M03 S600;
N20 G99 T11;
N30 G00 X40 Z0;
N40 G01 X0 F0.15;
N50 G00 X28 Z1;
N60 G01 Z-60;
N70 G00 X29 Z1;
N80 G00 X22;
N90 G01 Z-48;
N100 G00 X23 Z1;
N110 G00 X9.8;
N120 G01 Z-22;
N130 G01 X13 ;
N140 G01 X22 Z-42;
N150 G00 X80 Z150;
N160 T22;
N170 G00 X12 Z5;
N180 G92 X8.5 Z-18 F1.5;
N190 G00 X80 Z150;
N200 T33;
N210 G00 X40 Z-56;
N220 G01 X0;
N230 G00 X80 Z150;
N240 M30;
5.数控加工编程方法有哪几种?
编程方法有两种:手工编程、自动编程。
手工编程:是由用户根据加工要求,使用该机床的指令代码手工书写数控程序,再通过手工方式将程序输入到NC中。
自动编程:是由用户运行编程软件,输入零件图纸和加工参数(如进刀量、背吃刀量、切削速度,工件材料、毛坯尺寸等),由编程软件自动生成数控程序。
-
数控车工实习报告
一、实训目的要求1,、对各典型零件进行工艺分析及程序编制,能熟练掌握较复杂零件的编程。2,、对所操作的数控系统能熟练掌握,并能在数…
-
数控车床实训报告
寒冷的十二月悄悄地来临了,我们班级为期两周的数控车床编程与加工实践教学课程也开始了。南昌这个地方的十二月虽然,十分的寒冷,我们学院…
-
数控车工实训报告范例
数控车工实训B报告课程名称数控加工技术成绩实验名称数控车床实训B班级姓名学号同组人实验台号实验日期教师签字1实训项目1实训准备与安…
-
数控机床实习报告
数控车床实习报告前言机床是人类进行生产劳动的重要工具也是社会生产力发展水平的重要标志普通机床经经历了近两百年的历史随着电子技术计算…
-
数控加工实习报告1
数控加工操作实训实习报告一.实习意义和目的:通过实习,使学生在学完数控技术等相关理论课程的同时,熟练操作数控机床,熟练数控机床的日…
-
20xx最新数控实习报告范文精选1000字
随着计算机技术的发展,数字控制技术已经广泛应用于工业控制的各个领域,尤其是机械制造业中,由于数控化加工可以让机械加工行业朝高质量,…
-
钳工、车工、铣工、刨工、磨工实习报告
20xx年上学期第十周到第十二周,我们班集体在机械实习工厂进行了专业金工实习。在老师的教导和各位车间师傅的指导下,我们受益匪浅。总…
-
机械数控车床实习报告
尊敬的院领导您好!我是来自09级中专五班的学生张帆。我所学的专业是数控车床,这次被学校分配到江苏省湘原机械有限公司实习。时光如流水…
-
数控车床实训报告
寒冷的十二月悄悄地来临了,我们班级为期两周的数控车床编程与加工实践教学课程也开始了。南昌这个地方的十二月虽然,十分的寒冷,我们学院…
-
数控加工实习报告1
数控加工操作实训实习报告一.实习意义和目的:通过实习,使学生在学完数控技术等相关理论课程的同时,熟练操作数控机床,熟练数控机床的日…
-
数控机床实训报告
数控机床实训报告班级:现代系数控1001姓名:前言数控机床是人类进行生产劳动的重要工具,也是社会生产力发展水平的重要标志,数控车床…