钢筋机械连接工艺总结

新建铁路宝鸡至兰州客运专线甘肃段站前工程
BLTJ—10标段
隧道工程钢筋机械连接工艺总结
批准:
审核:
编制:
中国水电路桥公司宝兰客专甘肃段10标项目经理部
二0一三年九月
目 录
1.概况 ................................................................. 1
1.1试验依据 .......................................................... 1
1.2试验目的 .......................................................... 1
1.3试验时间 .......................................................... 1
2.设备选型 ............................................................. 2
3.施工准备 ............................................................. 2
3.1挤压机准备 ........................................................ 2
3.2钢筋准备 .......................................................... 3
3.3钢套筒准备 ........................................................ 3
4.施工工艺 ............................................................. 3
5.试验采集到的工艺参数 ................................................. 4
5.1试验数据 .......................................................... 5
5.2数据分析及结论 .................................................... 9
6.施工注意事项 ......................................................... 9
1.概况
1.1试验依据
(1) 宝兰客专甘肃段指导性施组。
(2) 新建宝鸡至兰州铁路客运专线工程BLTJ-10标段施工图纸。
(3) 国家、铁道部现行的铁路工程建设施工规范、验收标准、安全规则及施工指南等。
(4) 《高速铁路工程施工技术指南》铁建设【2010】241号
(5) 《铁路混凝土结构耐久性设计规范》TB10005-2010
(6) 《铁路混凝土工程施工质量验收补充标准》铁建设[2005]160号
(7) 《铁路混凝土工程施工质量验收标准》TB10424-2010
(8) 《高速铁隧道工程施工质量验收标准》(TB10753-2010)
(9) 《钢筋机械连接通用技术规程》(JGJ107-96)
(10) 《带肋钢筋套筒挤压连接技术规程》(JGJ108-96)
(11) 《铁路混凝土工程钢筋机械连接技术暂行规定》铁建设[2010]41号
1.2试验目的
(1)进行挤压套筒现场接头工艺连接试验施工的目的是通过现场试验总结钢筋接头采用挤压套筒连接时的压痕最小直径及压痕总宽度等施工技术参数,用于指导隧道二衬钢筋挤压套筒连接施工并达到相应技术质量标准。
(2)根据试验形成施工工艺细则和质量控制细则,用以指导正式工程的施工。总结确定施工进度指标、资源配置、成本指标、管理要点等实际资料,为后续施工规划提供实际数据参数。
通过本次试验,在保证质量、安全和节能环保的前提下,更好的指导本标段隧道二衬后续施工。
1.3试验时间
1
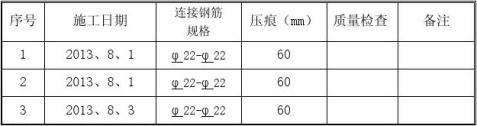
冷挤压套筒施工参数表 表1-1
2.设备选型
根据钢筋挤压套筒连接施工工艺要求要求,本试验采用的主要机具为挤压连接设备(由压钳、超高压油管、超高压泵站组成),游标卡尺,数显万能试验机(最大负荷1000KN)。 3.施工准备 3.1挤压机准备
①注油
首先将新油注入超高压泵站的电动油泵。液压油一般使用YB-N32抗磨液压油;如果环境温度低于10℃,应使用10号航空液压油;环境温度高于40℃,可使用YE-N46抗磨液压油;加油时,须用200目滤网滤去油中的杂质,油面至油箱油标中线以下。
②油路连接
0接钳一端A型接头用搬手将螺帽拧紧。
③压模安装
压接钳出厂时,已将用户所用压模安装好。如需更换压模时,可卸下下压模挡铁与下压模连接用的螺栓,换上所需的下压模;卸出活塞杆端部固定上压模的顶丝和钢球,卸下压模,换上所需的上压模。上、下压模需配套使用,型号和编号应一致。
④接线和电机试转
打开接线盒,接上四芯电缆,地线接外壳,关上接线盒,电缆另一端接380V、50HZ交流电源;换向阀置于零位,点动试转,确定电机转向是否为顺时针方向,如转向不
2
对,可调换任意两根相线。
⑤压钳的性能试验、可靠性和耐久性试验应符合《超高压机具用液压缸试验方法》(JB/JQ 2030-90)的相关规定。
3.2钢筋准备
①应清除钢筋端头位置的铁锈、油污、砂浆等附着物。
②钢筋端部的变折应予以矫直,端头影响钢套筒安装的马蹄、飞边应修磨。 ③应标明钢筋端部的定位标志和检查标志。定位标志、距钢筋端部的距离为钢套筒长度的一半,检查标志与定位标志的距离a,当钢套筒的长度小于200mm,a取10mm; 钢套筒的长度等于或大于200mm,a取15mm。
④用于挤压连接的钢筋必须具有质量证明书,其表面形状尺寸和性能等应符合《钢筋混凝土用热轧带肋钢筋》(GB 1999-91)标准的要求。
3.3钢套筒准备
①钢套筒的型号和质量保证应符合国家标准JGJ108中的规定。
②套筒应有合格证,按不同规格安装,包装箱上应有规格,数量标记。
③钢套筒在运输和储存时应防止锈蚀和污染。
4.施工工艺
⑴ 钢筋、挤压套筒准备
根据施工图纸要求,本次接头工艺试验主要为Φ22Ⅱ级钢筋,在现场分别取验收合格的上述规格的钢筋各3组,每组两根,钢筋长度25cm,同一组试件钢筋应在同一根钢筋上截取。钢筋端部的弯折应于矫直,端头影响套筒安装的马蹄、飞边应修磨。
试样钢筋上标志定位标注及检查标志,定位标志距钢筋端部的距离为钢套筒长度 的一半,检查标志与定位标志的距离为a,当钢套筒的长度小于200mm时,a取值10mm,当钢套筒长度大于或等于200mm时,a取值15mm,如下图所示。
3
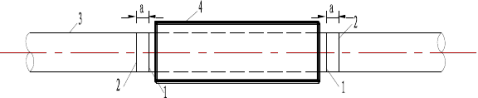





⑵ 钢筋就位
将做好标志的钢筋插入钢套筒内,钢筋插入深度应按钢筋定位标志确定,当钢筋纵肋过高影响插入时,允许进行打磨,但钢筋横肋严禁打磨。
⑶ 压钳就位
调整压钳,使压膜对准钢套筒表面的压痕标志,并使压膜压接方向与钢套筒轴线垂直。
⑷ 挤压连接
操作超高压泵站,达到预压力并使压痕至规定深度后,即可卸压退模。压接过程中应始终注意接头两端钢筋轴线一致。
钢筋每侧挤压操作必须从接头中间压痕标志开始,依次向端部进行。挤压连接施工必须严格遵守操作规程,工作油压不得超过额定压力。
⑸ 检测
检测分为外观检测及抗拉强度检测。外观检测压痕最小直径和压痕总宽度;抗拉强度检测套筒连接钢筋所能承受的抗压强度值是否满足“不小于被连接钢筋实际抗拉强度或1.10倍钢筋抗拉强度标准值,并具有高延性及反复拉压性能”。
5.试验采集到的工艺参数
通过对现场工艺试验各项施工原始资料进行记录,整理后见下表5-1。
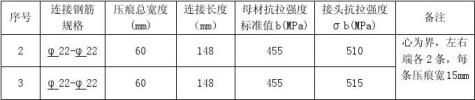
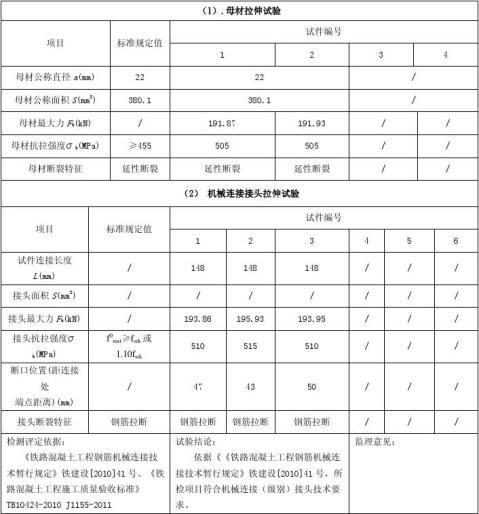
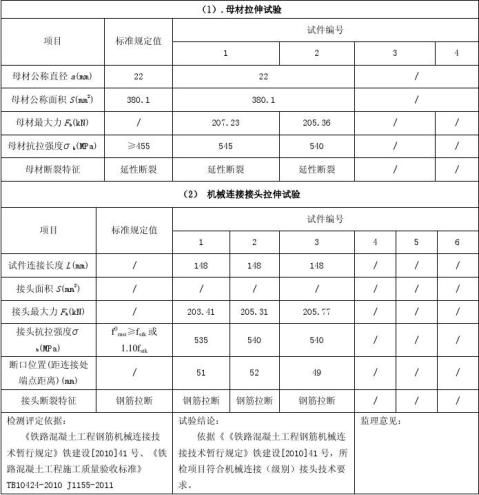
钢筋机械连接接头试验数据 表5-1

4
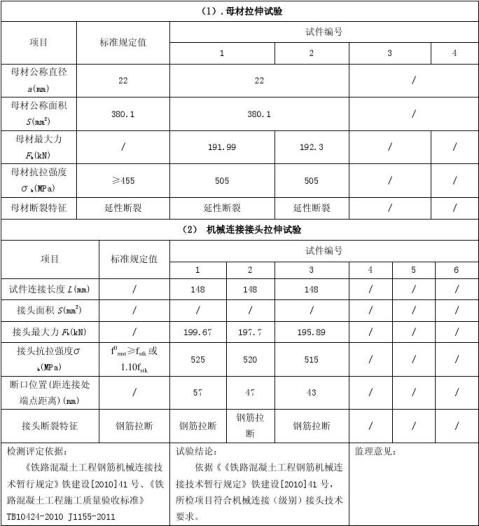
5.1试验数据
5
表号:铁建试报 49
钢筋机械连接接头试验报告
中国水电建设集团路桥工程有限公司
委托单位
宝兰客专甘肃段二工区
宝兰客专十标
工程名称
DK920+647.38~DK932+174.1
西坡隧道出口二衬
施工部位 连接方式 代表数量
DK931+133.4~DK931+143.9
冷挤压套筒连接
500个
记录编号 母材产地 试验日期 委托编号 报告编号
批准文号:铁建设函[2009]27号
BL-10-2GJLJ1308002
BL-10-2GJLJ130808001
BL-10-2GJLJ1308002 山西晋城福盛钢铁有限公司
2013/08/09
6
表号:铁建试报 49
钢筋机械连接接头试验报告
中国水电建设集团路桥工程有限公司
委托单位
宝兰客专甘肃段二工区
宝兰客专十标
工程名称
DK920+647.38~DK932+174.1
西坡隧道出口二衬
施工部位 连接方式 代表数量
DK931+133.4~DK931+143.9
冷挤压套筒连接
500个
批准文号:铁建设函[2009]27号
报告编号 BL-10-2GJLJ1308001
委托编号 BL-10-2GJLJ130806001
记录编号 母材产地 试验日期
BL-10-2GJLJ1308001 山西晋城福盛钢铁有限公司
2013/08/07
7
表号:铁建试报 49
钢筋机械连接接头试验报告
中国水电建设集团路桥工程有限公司
委托单位
宝兰客专甘肃段二工区
宝兰客专十标
工程名称
DK920+647.38~DK932+174.1
苏家川隧道出口二衬
施工部位 连接方式 代表数量
DK929+835.9~DK929+825.8
挤压套筒连接
500个
批准文号:铁建设函[2009]27号
报告编号 BL-10-2GJLJ1308003
委托编号 BL-10-2GJLJ130826001
记录编号 母材产地 试验日期
BL-10-2GJLJ1308003 山西晋城福盛钢铁有限公司
2013/08/27
8
5.2数据分析及结论
根据钢筋机械连接接头试验报告数据可以看出,机械连接接头抗拉强度均不小于被连接钢筋实际抗拉强度值,且断裂部位均位于套筒外40mm处,满足《铁路混凝土工程钢筋机械连接技术暂行规定》铁建设[2010]41号要求。
经过工艺性试桩确定:挤压套筒共挤压4道,两端各2道,压痕累计宽度不小于60mm其实测力学性能、承载力等指标均满足规范要求。
6.施工注意事项
进行钢筋挤压套筒接头工艺试验时,要严格控制压接工艺质量,以保证试验真实有效,能够客观反映钢筋接头实际挤压连接质量,具体要做到以下几个方面:
⑴ 钢筋端部连接位置的铁锈、油污等附着物应清除,端部弯折应予以矫直,影响钢套筒安装的马蹄、飞边应修磨。
⑵ 钢筋纵肋过高影响钢筋插入套筒时,允许进行打磨,但钢筋横冷严禁打磨。 ⑶ 在挤压连接前钢筋端部必须标出定位标志和检查标志,定位标志是指示钢套筒应插入的深度,当挤压成接头后,由于钢套筒挤压后伸长,定为标志进入接头,接头处仅能看到检查标志。通过检查标志的检验,表明钢套筒位置是否正确。
⑷ 钢筋进行挤压之前,应调整压模对准钢套筒表面压痕标志,并使压模压接方向与钢套筒轴线垂直。
⑸ 钢筋进行套筒挤压连接时必须从接头中间压痕标志开始,依次向端部进行。且压接过程中应始终注意接头两段钢筋轴线一致。
⑹ 挤压连接操作过程中,遇有异常现象时,应停止操作,检查原因,排除故障后,方可继续进行。
⑺ 进行挤压操作是超高压油管严禁硬性弯折和重物砸压,同时注意用电安全。严格按照规程规范进行作业。
9
第二篇:钢筋(机械连接工艺检测)检测委托单
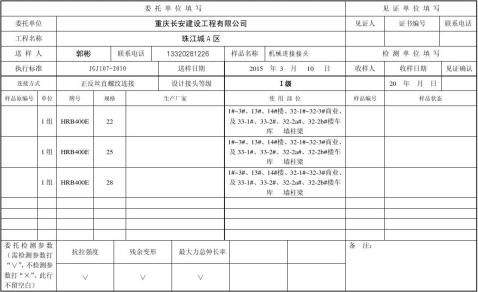
钢筋机械连接工艺检测委托单
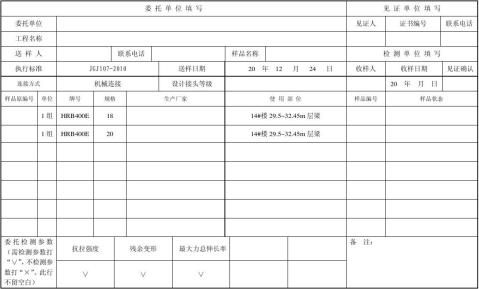
钢筋机械连接工艺检测委托单
-
20xx年机械工艺员个人总结
20xx年工作总结转眼间,来***一年多了,在这一年多的时间里我学到了许多专业知识和工作方法,对机械加工有了进一步的了解。虽然工作…
-
钢筋机械连接工艺总结
新建铁路宝鸡至兰州客运专线甘肃段站前工程BLTJ10标段隧道工程钢筋机械连接工艺总结批准审核编制中国水电路桥公司宝兰客专甘肃段10…
-
机械专业学习总结
机械专业学习总结机制116班龚军33111604四年的大学即将结束了,作为一名机械设计制造及其自动化专业的大学应届毕业生,回首着校…
-
机械制造工艺学知识点总结(含名词解释)
机械制造工艺学知识点总结含名词解释MadebyLucy绪论机械是利用其几何形状实现力与运动方面的性能功能要求的产品制造将原材料加工…
-
机械制造--重点总结
机制复习一丶名词解释1线性表面是指该表面是由一条线称为母线沿着另一条线称为导线运动而形成的轨迹母线和导线称为发生线2切削层在各种切…
-
数控加工工艺一人总结
为期一周的课程设计即将结束了。在这七天的学习中,我学到了很多,也找到了自己身上的不足。感受良多,获益匪浅。我们这次所做的课程设计是…
-
20xx年机械工艺员个人总结
20xx年工作总结转眼间,来***一年多了,在这一年多的时间里我学到了许多专业知识和工作方法,对机械加工有了进一步的了解。虽然工作…
-
机械技术员工作总结
20xx年十一月、十二月份工作总结从十月二十日来到技术部至今,在公司领导及部门同事的关照和帮助下,我有了许多收获。在自己成长的同时…
-
机加工行业工人工作总结
工作总结半年时间转瞬已经过去了,随着我厂产品销量的不断回升,生产任务逐渐加大,出现了产销二旺的局面,做为机加分公司三段的老员工,我…
-
20xx机械加工技术工作总结
工作总结我是技术部门的一名普通员工,刚调到技术部门时,由于之前只是对其卷取机部件的机械加工有所了解,对卷取机总体装配与使用原理方面…
-
机械技术员年终工作总结
从20xx年x月到公司已近1年半的时间,经过领导关心、同事们的帮助和自己的努力,我顺利完成了一个学生到企业员工的转变,现在已完全融…