电气控制实训总结
桂林理工大学
电气控制系统工程
T68型平面镗床实习报告
院系:机械与控制工程学院
班级:自动化12-3班
学号:***
实习时间:20xx.1.12——20xx.1.23
一实习的性质、目的、意义.........1
二实习的要求.....................1
三实习内容.......................2
四实习工具、仪表、及器材.........2
五安装步骤及原理图...............3
六注意事项......................10
七故障分析......................10
八总结..........................11
一实习的性质、目的、意义。
电气控制技术实习是在学习常用低压电器设备、电气控制线路的基本控制环节、典型机床电器控制线路等章节的基础上进行的实践性教学环节。其目的是培养学生掌握本专业所必须的基本技能和专业知识,通过学习使学生熟悉并掌握各种常用低压电气设备的结构、工作原理及使用按照方法,初步掌握电气控制基本控制的原理、连接规则、故障排除法,学习常用机床的电气控制的线路结构、工作原理、故障分析和排除方法。通过实习培养学生热爱专业、热爱劳动、吃苦耐劳、刻苦专研的精神。
二实习的要求
1学习常用低压电器的实际应用,常用电器控制电路的实际应用,各种电动机控制电路的应用;
2对于交流接触器、热继电器、时间继电器、按钮、熔断器、行程开关、低压断路器等常用低压电器具有安装、使用、维修和选择的能力;
3初步掌握常用电气控制电路的安装工艺、接线方法、操作要领、试验规程和故障排除法;
4初步掌握常用机床电气控制电路的控制要求、电器动作原理、操作步骤、常见故障分析和排除技能。
三实习内容
1拆装交流接触器,掌握其内部结构、动作原理;短路环的位置、作用;触电的作用和接线位置;测试吸合电压、释放电压及额定电压;简单故障处理。
2熟悉热继电器、按钮、熔断器、位置开关、低压断路器的结构、原理及安装接线规则,了解其使用方法和技术参数的选择。
3练习各种基本电气控制线路的接线和操作,如三相异步电动机的点动和连续运转、顺序控制、两地控制、正反转控制、行程控制、Y-三角形降压启动控制、能耗制动控制。
4现场参观、熟悉常用机床的结构、组成、操作和动作情况,了解电器设备的位置和电气控制线路的接线方法。
5完成镗床的电气控制系统的安装、调试。
四实习工具、仪表及器材。
1工具:测试笔、螺钉旋具、斜口钳、尖嘴钳、剥线钳、电工刀等。
2仪表:万用表、兆欧表。
3器材:
(1)控制板一块
(2)导线及规格:主电路导线由电动机容量确定;控制电路一般采用铜芯导线(BV);按钮线一般采用铜芯线(RV);导线的颜色要求主电路与控制电路必须有明显的区别。
(3)交流接触器、熔断器、热继电器、时间继电器、按钮、熔断器、行程开关、低压断路器等
五安装步骤及原理图
1熟悉镗床电气控制电路的工作原理,明确线路中所有电器元件及其作用,特别注意主轴电动机与其他电动机先后启动运行关系。
2按电气控制原理电路图所示列出元件清单,配齐所有电器元件。
3检验各器件,看各技术数据是否符合要求,电磁机构动作是否灵活,有无衔铁卡阻等不正常现象。
4在控制板上分布器件位置,并安装电器元件。
5按接线图的走线方法进行板后线槽布线,注意布线的工艺要求。并检查接线是否正确。
6安装电机,连接电机和按钮金属外壳的保护接地线。
7自检。按原路图从电源端开始,逐段核对接线及接线端子处是否正确,有无漏接错接之处。检查导线接点是否符合要求,压接是否牢固。再用万用表检查线路的通断情况。检查时,应选用倍率适当的电阻档,并进行校零。以防短路故障发生。
8主电动机M1的控制
主电动机M1的起动与停止控制:具有正反向点动,正反向低速转动和正反向高速转动等控制。
9主电动机的点动控制
由于加工时经常需要用点动来调整刀具的对位,所以主电动机需要有正反向点动控制,它是由正反向点动按钮SB3、SB4,接触器KM1或KM2,以及KM3实现的。
正转:按下正向点动按钮SB3,KM1线圈经过1-9-11-13-15-17-19-21-6-2得电,其常开触头31-33闭合,KM3线圈经过1-9-11-31-33-35-41-6-2得电,M1接成三角形正向点动。
反转:按下反向点动按钮SB4,KM2线圈经过1-9-11-13-15-25-27-29-6-2得电,其常开触头31-33闭合,KM3线圈经过1-9-11-31-33-35-41-6-2得电,M1接成三角形反向点动。
10主电动机的低速转动控制
主电动机正反向低速转动控制是由正反向控制按钮SB2、SB5,接触器KM1或KM2,以及KM3实现的,高低速转换限位开关SQ1没有被压动。
正转:按下SB2,KM1线圈经过1-9-11-13-15-17-19-21-6-2得电,其常开触头17-23闭合,KM1自锁,同时其常开触头31-33闭合,KM3线圈经过1-9-11-31-33-35-41-6-2得电,YB通电松闸,M1三角形正向连接,低速运行。
反转:按下SB5,KM2线圈经过1-9-11-13-15-25-27-29-6-2得电,其常开触头23-25闭合,KM1自锁,同时其常开触头31-33闭合,KM3线圈经过1-9-11-31-33-35-41-6-2得电,YB通电松闸,M1三角形反向连接,低速运行。
11主电动机高速转动控制
为了减小起动电流,先低速全压起动,延时后转为高速转动。
主电动机正反向低速转动控制是由正反向控制按钮SB2、SB5,时间继电器KT,接触器KM1或KM2,以及KM3形成三角形低速运转,KM4和KM5形成星形高速转动。此时将变速机构转至高速,压下高低速转换限位开关SQ1.
正转:按下SB2,KM1线圈经1-9-11-13-15-17-19-21-6-2得电,其常开触头17-23闭合,KM1自锁,同时其常开触头31-33闭合,KT线圈经1-9-11-31-33-37-6-2得电,其瞬时触头39-35闭合,KM3线圈经1-9-11-31-33-37-39-35-41-6-2得电,M1三角形正向连接,低速运行。KT延时时间到,其延时触头37-39断开,KM3线圈断电,同时KT延时触头37-43闭合,KM4和KM5线圈经1-9-11-31-33-37-43-45-6-2得电,YB通电松闸,M1为星形接高速正向运行。
反转:按下SB5,KM2线圈经1-9-11-13-15-25-27-29-6-2得电,其常开触头23-25闭合,KM2自锁,同时其常开触头31-33闭合,KT线圈经1-9-11-31-33-37-6-2得电,其瞬时触头39-35闭合,KM3线圈经1-9-11-31-33-37-39-35-41-6-2得电,M1三角形反向连接,低速运行。KT延时时间到,其延时触头37-39断开,KM3线圈断电,同时KT延时触头37-43闭合,KM4和KM5线圈经1-9-11-31-33-37-43-45-6-2得电,YB通电松闸,M1为星形接高速反向运行。
12快速移动电机M2控制
(1)加工过程中,主轴箱、工作台或主轴的快速移动,是将快速手柄扳动,接通机械传动链,同时压动限位开关SQ5、SQ6,使接触器KM6、KM7线圈得电,快速移动电动机M2正转或反转,拖动有关部件快速移动。
(2)将快速移动手柄扳到正向位置,压动限位开关SQ6,其常开触头11-47闭合,KM6线圈经过1-9-11-47-49-6-2得电动作,M2正向转动。将手柄扳至中间位置,SQ6复位,KM6线圈失电释放,M2停转。
(3)将快速移动手柄扳到反向位置,压动限位开关SQ5,其常开触头51-53闭合,KM7线圈经过1-9-11-51-53-6-2得电动作,M2反向转动。将手柄扳至中间位置,SQ5复位,KM7线圈失电释放,M2停转。
13主轴箱、工作台与主轴机动进给互锁功能
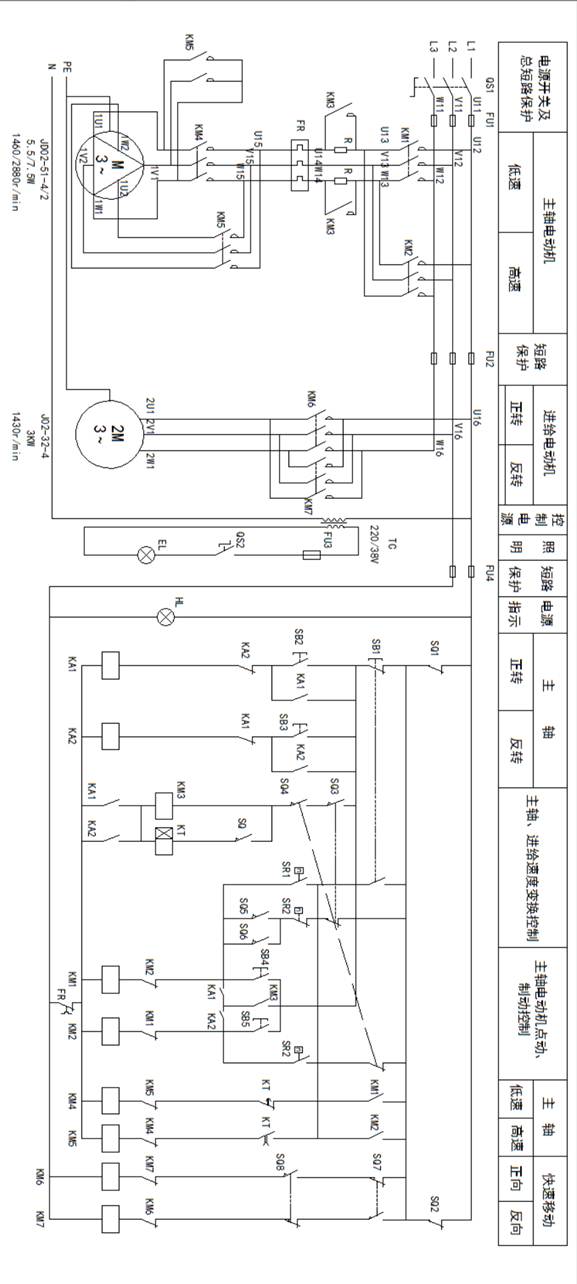
为防止工作台、主轴箱和主轴同时进给,损坏机床或刀具,在电气线路上采取了相互连锁措施。连锁是通过两个并联的限位开关SQ3、SQ4来实现的。主轴进给时手柄压下SQ3,SQ3常闭触头9-11断开;工作台进给时手柄压下SQ4,SQ4常闭触头9-11断开。两个限位开关的常闭触头都分断,切断了整个控制电路的电源,从而M1和M2都不能运转。
14由于没有速度继电器,电动机无双星型结构,故将主电路接为星三角电路,控制电路无制动环节。
T68镗床电器原理图
六注意事项
1电动机及按钮的金属外壳必须可靠接地。
2按钮内接线时,用力不可过猛,以防螺钉打滑。
3按钮内部的接线不要接错,启动按钮必须接常开按钮。
4触头接线必须可靠、正确,否则会造成主电路中两相电源短路事故。
5接触器的自锁触头应并接在启动按钮的两端;停止按钮应接在控制电路中。
6电路中两组接触器的主触头必须换相,否则不能反转。
7热继电器的整定电流应按电动机的额定电流自行整定。
七常见故障分析
1.主轴能低速起动,但不能高速运行
1)行程开关SQ7位置变动或松动。
2)行程开关SQ7或时间继电器KT触点接触不良或接线脱落。
2.主轴电动机不能制动
1)速度继电器损坏,其常开触点不能闭合。
2)接触器KM1、KM2常闭触点接触不良。
3.主轴变速手柄拉开时不能制动
1)主轴变速行程开关SQ5的位置移动不能复位。
2)速度继电器损坏,常闭点不能闭合,反接制动接触器不能吸合。
4.进给变速手柄拉开时不能制动检查SQ6有没有复位,速度继电器是否正常。
5.主轴变速手柄推合不上是没有冲动
1)SQ5位置移动,手柄没有推上时没有压下SQ4。
2)速度继电器损坏或线路断开,使得KS-1不通。
3)行程开关SQ4的常闭触点接触不良或松动。
6.进给变速手柄推合不上是没有冲动检查SQ6有没有被压下,SQ3有没有复位,KS-1有没有闭合。
7.主轴和工作台不能工作进给
1)主轴和工作台的两个手柄都扳倒了进给位置。
2)行程开关SQ1、SQ2位置变动或撞坏,使其常闭点不能闭合。
八总结
总体来说,这次实习不仅仅是锻炼了我在贸易操作方面的一些技能,同时,经过这次实习,我还从中学到了很多课本上所没有提及的知识,还有就是在就业心态上我也有很大的改变,无论是在今后的工作或是生活中,实习都将成为我人生中一笔重要的资本。
第二篇:《设备电气控制综合实训》项目总结
《设备电气控制综合实训》
项目总结报告
经过两周的设备电气综合实训,在两位指导老师的领导下,进行了分组讨论研究学习;在我们小组所有成员的努力下,顺利的完成了这短短两周的实训;受益匪浅!
我们认识了典型设备电气的基本原理,PLC的应用与编程电气控制系统分析,发那科PLC的结构,工作原理,指令系统以及应用等。通过理论结合实际的方法来培养我们系统,完整,具体完成一个电气控制系统项目所需的工作原理,通过信息收集处理方案队工作的协做配合锻炼我们今后职场应有的团队能力,我们经历综合实训项目完整工作过程的训练,将将掌握完成电气系统实训项目应具备的核心能力和关键能力。
实训过程先由小组讨论,设计主轴的控制电路和PLC的编写,再由老师评点修改方案。接下来便是实际操作,先让本组动手能力较强的同学熟悉设备,再由他带着本组的其他成员交流,以节省时间,而且充分体现了自我学习的观念。通过本次的实训,我们的合作能力动手能力,解决问题的能力,都有了很大的提高!
我们的目标就是要:工学结合,使理论紧密联系实际,真正能掌握各种典型电气和PLC控制电路的试图,设计等方面的专业技术知识和实践技能,使我们成为高素质,高技能,高层次运用型人才!
-
电气控制实训总结
桂林理工大学电气控制系统工程T68型平面镗床实习报告院系:机械与控制工程学院班级:自动化12-3班学号:***实习时间:20xx.…
-
电气控制实训报告
丽水职业技术学院实训总结报告课程:电气控制与PLC班级:xxxx姓名:xxxx学号:二〇20xx年x月x日实训目的这次实训的目的主…
- 电气控制实训报告
-
电气控制实训报告
电工实训报告一.实训目的:实习是机械学生不可缺少的实习环节,学校安排本次实习是在学生完成所有基础课、技术基础课后进行的。实习的目的…
-
电机与电气控制实训报告
实训报告电动机控制线路的连接一实训目的1了解交流接触器热继电器按钮的结构及其在控制电路中的应用2识读简单电气控制线路图并能分析其动…
-
电机与电气控制实训报告
实训报告电动机控制线路的连接一实训目的1了解交流接触器热继电器按钮的结构及其在控制电路中的应用2识读简单电气控制线路图并能分析其动…
-
机床电气控制实训
高等职业技术学校机床电气控制实践教学指导书适用于高职数控专业宜宾职业技术学院20xx11宜宾职业技术学院机床电气控制实践教学指导书…
-
机床电器控制实训报告
上海第二工业大学机床电气控制综合实验学院机电工程学院班级11机工A3姓名学号指导老师地点时间20xx62820xx77目录一实验课…
-
机床电气控制实习实习心得
七实习心得这是一次学以致用的最好考验我们也非常珍惜这次机会很认真的完成实习深刻的体会到成功的喜悦失败的无奈不管怎样我们都很努力的追…
-
机床电气控制实训报告2
实训报告机床电气控制实训学院系别机电工程学院专业班级设计学生唐渊指导老师黄琴周洋设计时间20xx年12月12日一实训目的与要求1掌…
-
《建筑电气控制技术》实训教学大纲
《建筑电气控制技术》实训教学大纲一、课程说明本课程的基本内容由《建筑电气控制技术》教学大纲说明。课程描述:建筑电气控制技术是实践性…