试生产总结(样本)
捷马化工股份有限公司
年产10kt/a双氧水扩建项目
试生产总结报告
20##年3月10日
目 录
一. 生产项目概况... 1
二. 目的... 1
三. 试生产组织结构... 1
1. 领导小组 1
2. 职责 1
四. 试生产准备工作... 1
五.试生产过程... 2
1. 单机试车 2
1.1 离心泵... 2
1.2 空压机... 2
1.3 配制釜:... 2
2. 联动试车 2
3. 水试车 2
3.1 DCS. 2
3.1.1. 现场... 2
3.1.2. 控制室... 3
3.2 离心泵... 3
4. 化工投料试车 3
4.1 时间:... 3
4.2 总体报告... 3
4.3 具体内容... 3
4.3.1. 开车前... 4
4.3.2. 开车:... 4
4.3.3. 改造... 7
六. 安全及对策:... 7
七. 环保及对策:... 7
八. 制度:... 7
九. 产品质量:... 7
十. 评价... 7
一. 生产项目概况
捷马化工股份有限公司10kt/a双氧水扩建项目,是为更加合理利用草甘膦脱氢工段尾气中的氢气,减少环境污染,为公司循环经济体中的重要一环。本项目由浙江工程设计有限公司设计,浙江省开元安装集团有限公司于20##年4月份开始施工安装,于20##年8月份安装完毕。设计单位和施工单位资质符合国家有关规定,申报手续符合国家有关规定。于20##年10月25日化工投料试运行(报试生产备案批复:20##年10月25日至20##年3月25日)。
二. 目的
在公司领导的密切关注和全体员工的共同努力下,试生产终于圆满结束,即将进入正式生产阶段。特作此生产项目化工投料试运行总结。
三. 试生产组织结构
1. 领导小组
组长:周良(总经理)
副组长:徐国明(总工程师) 林水根(设计院专家)
成员:周荣列(人事部) 张震宇(生产助理) 邱 晖(生产部)
唐立新(生产部) 余 斌(车间) 程志刚(车间) 舒金华(安全科)
王寿银(环保科) 郑平源(设备科) 童志清(机修车间) 秦福华(用电科)
2. 职责
2.1 组长:全面负责项目试生产领导工作。
2.2 副组长:负责编写工艺规程和安全技术规程,试生产方案审核,生产工艺优化。全面指导项目试车。试生产总结。
2.3 生产部:岗前培训、指挥、调度。
2.4 人力资源部:负责招工及教育培训工作。
2.5 安全科:组织编制健全完善试生产方案、应急预案、安全技术说明书,以及安全设施“三同时”的确认工作。
2.6 环保科:编制环保应急预案,实时监控、确保环保设施正常运转。
2.7 设备科:负责编写设备操作规程和设备周知卡,试生产前完成各项检验检测工作,各类设备编号,试漏、试压、计量。确保各单机设备完好待用。
2.8 用电科:稳定供电,确保DCS系统、电气、仪表控制稳定、显示准确,正常运作。
2.9 机修车间:配合试生产,及时抢修,保证装置正常运转。
2.10 动力车间:保证正常供气、冷、水。
2.11 质监部:监督保证产品过程分析和产品检测,同时提供安全报警、环保监测分析数据。
2.12 双氧水车间:严格执行工艺规程和设备操作规程,组织车间员工培训、完成各步骤试车以及各工序数据及时准确采集、汇总,各阶段试车(试生产)情况的书面报告。
四. 试生产准备工作
1. 已经通过化工建设项目设立安全审查;
2. 试车范围内的工程已按设计文件规定的内容标准完成;
3. 试生产前生产装置及现场环境准备工作
3.1 试车范围内的设备和管道系统的内部处理及耐压试验、严密性试验合格;
3.2 试车范围内的电气系统和仪表装置的检测、自动控制系统、连锁及报警系统等符合相关设计文件的规定;
3.3 试生产所需的水、电、气及各种原辅材料已满足试生产的需要;
3.4 试车现场及周围已清理干净,道路、照明等满足试生产的需要。
4. 试生产前公司管理上的准备工作
4.1 公司已建立试生产安全管理机构,明确了安全管理人员;
4.2 建立健全了各级、各部门岗位安全生产责任制度和安全管理制度;
4.3 编制了安全操作规程、工艺规程和事故应急预案,并予以挂镜上墙;
4.4 参加试生产人员进行了专门的安全教育和技术培训,做到考核合格持证上岗。
五. 试生产过程
本次试生产包括四个步骤:1)单机试车;2)联动试车;3)水试车;4)投料试车。
1. 单机试车
1.1 离心泵
1.1.1. 氢化液泵:起动后,声音较大,经机修工叶立忠检查确认,电机前轴承有问题,决定将前后轴承更换,联系电工(叶青、芦里华、曾建岗)更换。起动前,排气时发现止回阀关不死,维修阀芯;
1.1.2. 再生液泵:起动后,压力表显示无压力,经查确认压力表针形阀堵塞,疏通。起动前,排气发现止回阀关不死,维修阀芯。
1.2 空压机
1.2.1. 1#10m3空压机引线烧断,送往大修房维修。已修好确定可以使用;
1.2.2. 5#10m3空压机电机启动不了,经查,电机潮湿,须烘干。已烘干(洪志生、李树发);
1.2.3. 3#10m3空压机不起压,经查,密封不好;叶立忠已维修;
1.2.4. 2#10m3空压机不起压,经查,密封不好;叶立忠已维修;
1.3 配制釜:
起动一分钟后震动较大。检查油无缺少,更换减速机轴承,焊接耳座等。
2. 联动试车
2.1 联动试车主要指空压机空气进氧化塔、仪表气源、涡轮机运转情况,消防水系统情况,循环水系统情况;
2.2 各系统运转情况正常,各压力均大于0.3Mpa,涡轮机运转正常;
3. 水试车
3.1 DCS
3.1.1. 现场
A. 再生液贮槽液变量程偏小:联系厂家来调大至要求量程;
B. 纯水计量槽因为是后来添加,仪表上不在合同范围内,将净化塔液位变送器拆来安装上;
C. 氢化下塔气液分离器液变量程偏小,联系厂家更换;
D. 氧化塔2#分离器压力不准, 压变 现场压力表不符,经查,压力变送器进水。进水原因:从支架下面牵线引出,未装导水口。检查所有牵线口,安装导水口(三通)。以上责任根据合同由安装方自行赔偿;
E. 新装置至老装置桥架露天部分没有排水孔,以及三楼至二楼拐角处无排水孔,通知安装队重新施工;
F. 再生液气动调节阀前截止阀的后阀兰有裂纹,已更换阀兰;
3.1.2. 控制室
A. 老装置设计画面后,由浙大中自绘入电脑编程处理;
B. 新装置流程图新设计一总貌图画面,由浙大中自绘入电脑编程处理;
C. UPS已投入运行;
D. 趋势图设计满足不了数据分析要求;总貌图一气动调节阀还需完善,不能投入运行;以上已联系浙大中自公司来处理,并已处理好。
3.2 离心泵
3.2.1. 再生液泵和氢化液泵水试最大流量98 m3,出口压力分别为0.8和0.9 Mpa 。决定更换此两台离心泵,换为11KW磁力泵即可满足65 m3要求,年节省电费20多万;
3.2.2. 各压力容器现场压力表已更换为已检仪表;
3.2.3. 再生液贮槽经水试,确定正常生产时液位不要超一半,否则紧急情况时会溢料到回收槽;
3.2.4. 氧化2#气液分离器偏小;注意问题:开车时注意空气流量及物料流量;
3.2.5. 碱分离器2#开车时注意调小进口;
3.2.6. 水试车最大流量70m3时,后处理除工作液计量槽至干燥塔须旁路开两圈,其他均无问题;
4. 化工投料试车
4.1 时间:
20##年10月26日~20##年3月25日
4.2 总体报告
4.2.1. 工艺操作规程依据苏化模板编写,生产工艺依据工艺操作规程控制,工艺控制情况良好;
4.2.2. 产量已达到设计年产1万吨27.5%双氧水目标;
4.2.3. 生产部已经对车间作出生产考核;
4.2.4. 自控仪表运行良好;
4.2.5. 生产初期成本和消耗会比较高,因此具体成本和消耗需要半年以上时间才能达到控制指标;
4.2.6. 员工操作能力基本能够满足生产控制要求;
4.2.7. 各类安全设施均已投入运行;
4.3 具体内容
4.3.1. 开车前
临时聘请的专家提出建议全部采纳如下:
A. 氢化塔触媒并联活化后,最好串联再进行活化或单独进行;
B. 各阻火器填料不宜采用卵石,最好采用不锈钢丝网,且放空剖口磨平,去除粗糙表面;
C. 氧化尾气集料槽及萃余分离器放空管过细,考虑再增加一根放空管;
D. 氮气总管至氢化上塔、中塔管道阀门(DN65)太大,宜增加一道阀门,另做一根ø20管及DN20截止阀;
E. 原计划28日8:00开车改为28日9:00通氢,即27日下午开始系统运转、升温,可提前16小时出产品。
4.3.2. 开车:
A. 开车前,生产部、总工室组织人员对车间工作进行一次检查,情况如下:
a. 氧化下塔中部温度计丝口渗漏:开车前已整改;
b. 干燥塔、萃取塔液位计未标定:开车前已整改;
c. 二楼吊装孔加装护栏:开车前已整改;
d. 自控室及巡检操作室内应急预案、开车方案未上墙:开车中已整改。
B. 开车过程及各种情况
a. 开车时间20##年10月26~27日活化触媒,28日9:00通氢,29日5:00开始出水。
b. 设备
I. 空压机:苏化拆来的五台空压机老旧,一台不能使用,其余四台流量总共才1300m3,不能满足生产需求,已将老装置备用空压机与新装置空压机联网,且新购进一台40 m3/h空压机(160KW)作为新装置使用,原备用空压机作为两套装置的备用空压机,实现空压机两开一备,为两套生产装置提供压缩空气;
II. 再生液泵老旧,表现有三:第一是功率大,第二是出口压力高,第三是轴偏。再生液泵压力高,致使再生液过滤器承受压力过大,超出使用范围。决定新购进一台再生液泵,扬程60m,功率22KW,流量70m3/h;投入使用后,运转正常;
III. 氢化液过滤器两台只开一台,不锈钢丝板过滤器已于近期装好,随时可投入使用;
IV. 开车中逐渐对部分液位变送器、压力变送器、流量计、调节阀进行重点观察,情况良好,ups备用电源能正常使用;
V. 仪表气源,老仪表气干燥机与新仪表气干燥机管道阀门相连,随时可以并网;
VI. DCS系统接地情况由用电科负责检验检测;
VII. 变压吸咐改造后未现副影响。
C. 工艺
a. 开车初期两个月内,白土消耗会比较大,于12月更换两台白土床白土,以降低蒽醌降解速度;
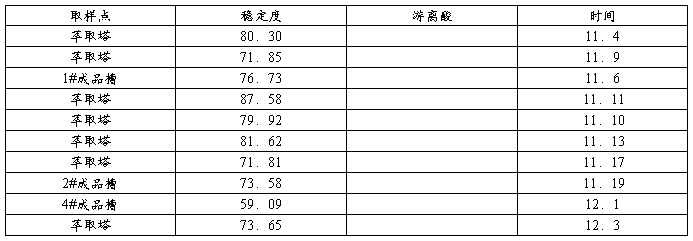
b. 开车初期稳定度比较低,游离酸含量良好;工作液组份和产品质量情况见以下表单:
工作液组份表

产品稳定度表
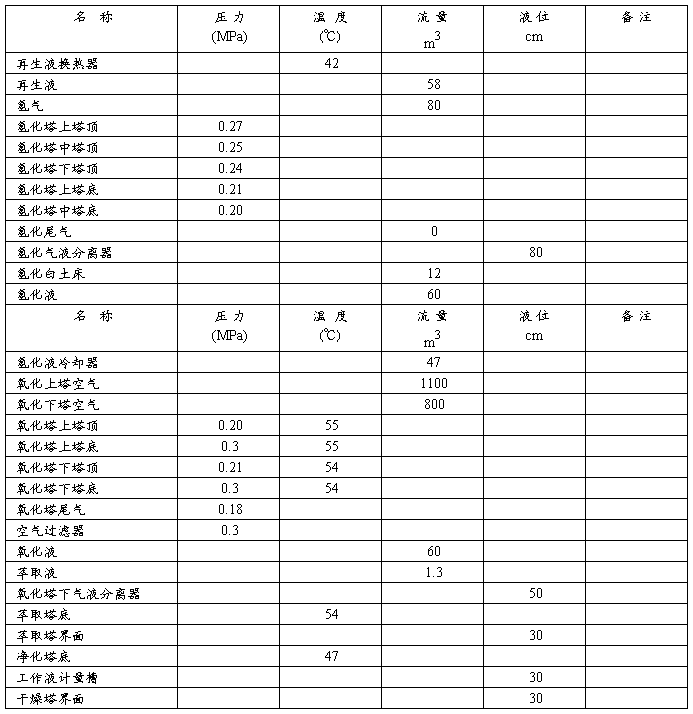
c. 正常情况下某时段详细工艺参数见下表(压力、温度、流量、液位):
d. 产量见下表:

4.3.3. 改造
A. 停车期间对氢化气液分离器内顶部气液分布器中间部分进行切割,以解决中塔至下塔下料不畅问题;再开车使用后,情况良好;
B. 再生液贮槽气体通往碱性回收槽问题:碱性回收槽进管加长,管直通底部(距离10cm)保持液封;
C. 配制釜底部排污视镜观察不清楚,改为视盅;
六. 安全及对策:
1. 各安全阀、减压阀、电动葫芦、紧急切断阀均投入运行,情况良好;
2. 安全培训和检查:每月车间举行一次安全活动,班组举行两次安全活动,并建立台帐;
3. 已制作安全操作规程;安全操作规程、事故应急预案、消防器材及其使用方法均已挂镜上墙;
4. 氮气:加强各车间协调,保证总管压力≥0.3Mpa;
5. 产品稳定度:萃取塔双氧水稳定度合格,净化塔内填料经钝化库存填料发现无问题,已购买新的稳定剂,有待进一步观察;
6. 纯水电阻:离子水改用催化剂工段送来,加强反渗透混合床再生监督;
七. 环保及对策:
1. 环保回收池缓收池:加强配制岗位工作液的回收和管理;
2. 配制釜溢料时工作液流向:加强管理,重在预防;
八. 制度:
1. 员工培训:员工操作能力经试车,基本具备连续生产操作能力;
2. 冬天开车时,先开老装置,后开新装置,时间间隔4小时;停车时先停老装置;
3. 操作规程年初修订完善;
九. 产品质量:
新装置开车初期稳定度较差,已申请购买添加双氧水专用稳定剂,予以淘汰三年前购买的过期稳定剂;产品游离酸和不挥发物含量比主装置略好;
十. 评价
1. 产量:达到设计生产能力,但还有提升空间,只是氢气不足够;
2. 经五个月投料运行试生产,员工操作能力能满足安全生产要求,DCS、配电设施及生产装置运行平稳,各项工艺指标均达到设计要求,各类安全设施能满足安全生产要求。
-
试生产总结报告
一次性使用抽痰包产品试生产报告受控状态:受控版本号:A/0编制人:日期:审核人:日期:批准人:日期:一次性使用抽痰包试生产总结报告…
-
试生产总结
安全试生产小结编制:审核:批准:月日20xx.2.10~20xx.7.16)年(试车时间:----------------有限公司…
-
试生产总结报告
上海化学工业区鸿鹄科技年产10000吨汽车涂料项目试生产情况总结报告上海化学工业区鸿鹄科技年产10000吨涂料项目在通过危险化学品…
-
苏州市00化工有限公司搬迁工程试生产总结报告
苏州市00化工有限公司搬迁工程(3000t/a对甲苯磺酸、3000t/a磺酸固化剂7500t/a铸造树脂)试生产总结报告苏州市安全…
-
24试生产总结报告
****精密电子有限公司试生产总结报告一.试生产基本概况:此次(12月x日)开展的PTPT0300701R3产品的试生产及后续的生…
-
XPS挤塑聚苯阻燃保温板薄摸面外墙外保温系统试生产总结报告2
XPS挤塑聚苯阻燃保温板薄摸面外墙外保温系统项目试生产情况总结报告北京航宇保温建材有限公司新XPS挤塑聚苯阻燃保温板薄摸面外墙外保…
-
苏州市00化工有限公司搬迁工程试生产总结报告
苏州市00化工有限公司搬迁工程(3000t/a对甲苯磺酸、3000t/a磺酸固化剂7500t/a铸造树脂)试生产总结报告苏州市安全…
-
试生产情况总结报告-上海元邦化工
上海元邦化工制造有限公司新建二期厂房项目试生产情况总结报告上海元邦化工制造有限公司新建二期厂房(仓库)项目在通过危险化学品建设项目…
-
试生产总结报告
上海化学工业区鸿鹄科技年产10000吨汽车涂料项目试生产情况总结报告上海化学工业区鸿鹄科技年产10000吨涂料项目在通过危险化学品…
-
试生产总结
安全试生产小结编制:审核:批准:月日20xx.2.10~20xx.7.16)年(试车时间:----------------有限公司…
-
试生产总结报告
一次性使用抽痰包产品试生产报告受控状态:受控版本号:A/0编制人:日期:审核人:日期:批准人:日期:一次性使用抽痰包试生产总结报告…