河北工业大学-工业工程专业实习报告
兰州生物制品公司某疫苗产品质量改进措施
胡文青
河北工业大学城市学院 经济管理学院工业工程系 20##级 118306
摘要:疫苗是指为了预防、控制传染病的发生、流行,用于人体预防接种的疫苗类预防性生物制品。在疫苗生产过程中,细菌感染是导致产品废弃的主要原因。本文对企业某疫苗制品的生产进行了调查分析,通过利用一系列质量管理工具分析得到引起细菌感染的原因。希望通过对生产流程的调整和对作业工具的改进,能够改进产品质量,提升企业效益。
关键词:疫苗,细菌感染,全面质量管理。质量改进,ECRS 原则
一、公司简介
兰州生物制品研究所有限责任公司始建于1934年,其前身是原国立西北防疫处,是我国历史最悠久的生物制品研究所之一。20##年9月,经甘肃省工商行政管理局核准,完成改制更名,更名为“兰州生物制品研究所有限责任公司”。
兰州生物制品研究所有限责任公司主要从事生物制品的生产、研发,是国家生物制品行业的骨干企业,是甘肃省乃至西北地区唯一一家大型的生物高技术企业。兰州生物制品研究所有限责任公司占地43万平方米,总资产超过30亿元,20##年实现营业收入12.86亿元,实现利润4.24亿元。资产规模、销售收入和实现利税均列甘肃省生物医药行业首位。现有职工1300多人。
兰州生物制品研究所有限责任公司建立了完善的质量保证体系,全部车间均通过了SFDA组织的GMP认证,年生产各类疫苗(血液制品)近1亿剂量,产品销往除台湾以外的所有省、市、自治区。
兰州生物制品研究所有限责任公司科研成果丰硕。改革开放以来,累计获得省部级以上科技奖励近100项。近十年来,获得国家Ⅰ类新药5个品种,Ⅱ类新药8个品种, Ⅲ类新药2个品种, Ⅳ类新药及仿制药13个品种。 获得国家科技进步一等奖1项,二等奖5项,杜邦科技创新奖2项,省部级科技进步8项。这些科研成果的产业化,产生了良好的经济效益。
二、企业全面质量管理的含义
企业全面质量管理是指为保证和提高产品质量,动员企业各个部门和全体员工,综合运用管理技术、专业技术、思想教育、经济手段和科学方法,建立健全服务质量保证体系,对服务的全过程实行有效控制,从而经济地开发、设计、生产和提供用户满意的生物产品,做到最好质量、最低消耗、最优生产和最佳服务,最终实现不断提高服务质量的目标。企业实施全面质量管理必须做到:①营造质量管理的环境:使公司上下人人关心服务质量,个个对服务质量负责。②面向消费者,满足消费者对产品需求的不断变化。③控制、规范生产工作流程,使其不断完善。④强调协同工作精神,增强整个企业的凝聚力。⑤重视员工培训,包括专业知识和有关全面质量管理知识与技能的培训。⑥把员工作为企业最重要的资源,将员工的潜力充分挖掘出来。⑦及时测度实施效果,将全面质量管理作为长期工程持续进行。
三、质量管理工具和技术的应用
企业要进行全面质量管理,必须根据实际情况,运用质量管理工具和技术,对企业的有关信息进行收集、研究、分析,最后做出决策,以达到改进产品质量的目的。本文利用的质量管理工具和技术主要有:
表1 本文利用的质量管理工具和技术

四、产品质量改进
兰州生物制品研究所有限责任公司的主要产品为各类疫苗。疫苗是指为了预防、控制传染病的发生、流行,用于人体预防接种的疫苗类预防性生物制品。在疫苗生产过程中,细菌感染及其他异常性变是导致产品废弃的主要原因。其中细菌感染对产品质量影响更广泛更常见。
生物制品生产周期长,而且不合格品在生产过程中就被废弃,无法返工。所以生产过程中出现不合格品对产量和生产效率影响大。减少不合格品的出现是提升产品产量和生产效率的关键。本文对企业某疫苗制品的生产进行了调查分析,通过利用一系列质量管理工具得到引起细菌感染的原因。希望通过对生产流程的调整和对作业工具的改进,能够降低产品不合格品率,提升企业效益。
(一)数据分析

图1-1某疫苗生产工艺流程图
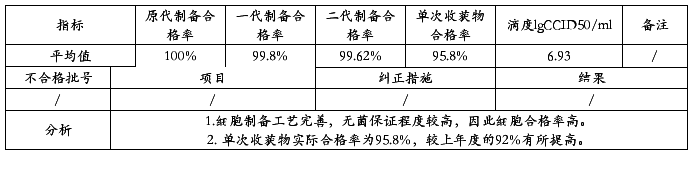
通过查阅该企业质量管理体系文件《2013度产品质量回顾——该产品制品中间品制检情况》的物料平衡表(表1-1),了解到该疫苗制品在洗涤、接种病毒,进行病毒培养阶段容易发生细菌感染,影响单次收获物合格率。
表1-1 物料平衡表
(二)原因分析
对该疫苗制品在洗涤、接种病毒,进行病毒培养阶段发生细菌感染的问题,应用头脑风暴法、亲和图法和因果图法寻找导致在制品受到细菌感染的原因并解决。
1.采用头脑风暴法检查原因
通过头脑风暴会议产出了14条潜在原因如下:
1)操作员动作不熟练
2)操作员间相互配合不到位
3)操作员注意力不集中
4)操作员情绪不好
5)操作员疲劳时工作
6)手套不清洁
7)工具高温除菌不彻底
8)操作员衣帽消毒清洁不到位
9)无菌室消毒清洁不到位
10)无菌空气通风设备故障
11)无菌压缩气设备故障
12)营养液过滤除菌不彻底
13)培养瓶高温除菌不彻底
14)手触碰到培养瓶瓶口
2.应用亲和图法组织和合并以上14项结果
引起在制品细菌感染的可能原因有衣帽工具物料不洁净,操作间细菌含量超标,人员状态不佳和操作员作业方法不当将细菌带入培养瓶。
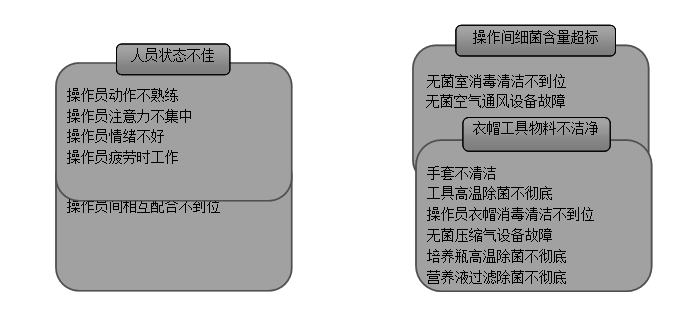
图2-1 在制品细菌感染原因的亲和图
3.因果图分析原因
使用亲和图来理解在制品受到细菌感染的原因而建立的因果图,如图4-3所示。
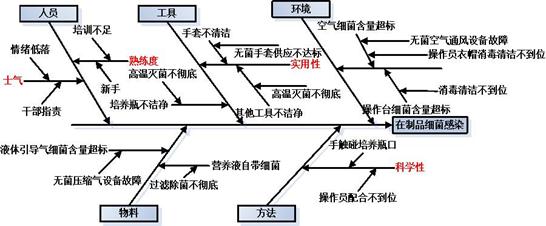
图2-2 在制品受到细菌感染的原因的因果分析图
(三)分析改进
1.环境
操作间细菌含量受空气细菌含量和操作台细菌含量的影响,也就是受无菌空气通风设备运行,无菌室消毒清洁和操作员衣帽消毒清洁状况的影响。现有操作间细菌含量控制手段达到控制在细菌十万级内水平(单位面积细菌数在十万个以下)。操作间细菌含量已被有效控制。
改进建议:(1)定期检修无菌空气通风设备,保证设备运行稳定。(2)操作员可穿着抗菌材质的工作衣帽,在进入操作间之前对衣帽进行全面的杀菌消毒。(3)操作台在进行生产之前因全面的杀菌消毒。(4)定期测评操作间细菌含量,对不达标操作间采用加大浓度的消毒剂来彻底清洁。
2.工具
操作工具包括无菌手套,培养瓶和其他金属制操作工具。无菌手套由供应商提供。培养瓶,金属制操作工具通常采用高温高压消毒。工具消毒不彻底,携带细菌会影响生产。自20##年开始,该产品细胞培养使用的培养瓶已经由重复使用的玻璃瓶更换为一次性塑料培养瓶。20##年度单次收获物实际合格率为95.8%,较20##年度的92%有明显提高。培养瓶细菌含量已被有效控制。
改进建议:(1)对无菌手套质量进行质检,同时在使用前进行二次消毒。(2)将金属制操作工具换为物理性能接近的一次性塑料工具。
3.物料
物料包括各种细胞培养所需营养液和液体引导气。营养液通常采用过滤除菌。液体引导气由无菌压缩气设备制备。过滤除菌不彻底,无菌压缩气设备故障会使物料携带细菌,影响生产。
改进建议:(1)定期检修过滤除菌设备(2)定期检修无菌压缩气设备
(3)在营养液使用前,取样测定是否含细菌。
4.方法及人员
该产品在制品细菌感染主要发生在洗涤、接种病毒,进行病毒培养阶段。在该阶段,进行的主要操作有:开培养瓶盖倒出营养液注入新营养液的洗涤换液操作和开培养瓶盖注入病毒的接种操作。以上操作动作繁琐,使用工具仪器较多,需要两人配合操作。
而作业方法不当和人员状态不佳都容易导致复杂的操作变形,从而导致不洁净物体进入培养瓶内。在培养瓶开盖敞口时,任何不洁净物体接触瓶口或接触入瓶内物体(营养液,导流管)都会导致在制品细菌感染。
改进建议:(1)采用辅助设备,简化操作。(2)建立开盖洗涤、接种病毒的操作标准,使操作合理化标准化。(3)加强人员培训,提高操作熟练度。
(四)改进
运用工业工程技术手段对现行作业方法做进一步的改进研究。通过在操作间外仔细观察操作员换液操作所经历的全过程,制定以两位操作员换液操作为主线的流程程序图,并分析其合理性,然后提出改善方案,绘制新方案和流程程序图,将前后两者进行比较。具体操作如下:
1.操作员换液操作路线
(1)操作员甲换液操作路线:
1走至货架 2取下培养瓶 3走至操作台 4放下培养瓶 5打开瓶盖 6两人协作倒出瓶中废液 7盖上瓶盖 8用镊子取酒精棉球 9等待操作员乙准备好导液管 10点燃酒精棉球,形成火把 11打开瓶盖 12用火把保护瓶口 13等待导液管进入瓶内注液体 14取开火把 15盖上瓶盖
(2)操作员乙换液操作路线:
1搬运营养液至导引仪器 2.对接导液口 3.两人协作倒出瓶中废液 4取导液管 5等待操作员甲用火把保护好瓶口 8放入导液管 9开启注液旋钮 10等待注液体 11取出导液管 12放导液管 13取换液后的培养瓶 14走至另一货架 15储存换液后的培养瓶
2. 绘制流程程序图 (以操作员为中心进行人流型流程程序分析)
工作名称:换液操作(甲)
开始:操作员进入操作间
结束:储存换液后的培养瓶
研究者:胡文青 日期:2014 年 08月 20 日
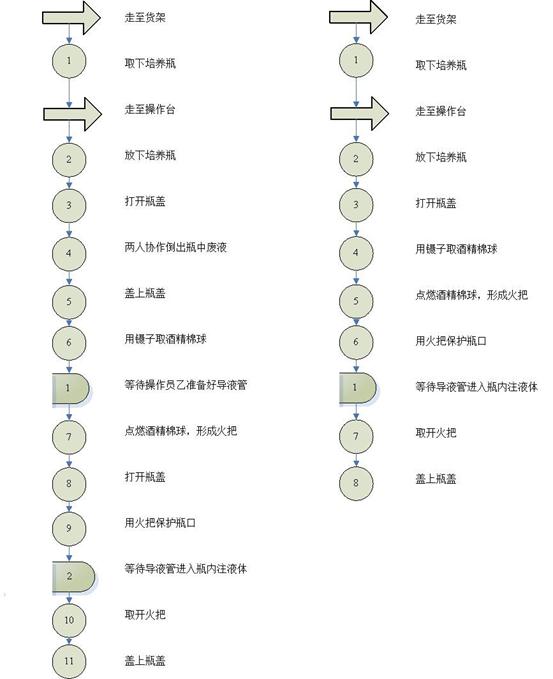
图3-1 操作员甲现行流程程序图 图3-2 操作员甲改进流程程序图
工作名称:换液操作(乙)
开始:操作员进入操作间
结束:储存换液后的培养瓶
研究者:胡文青 日期:2014 年 08月 20 日
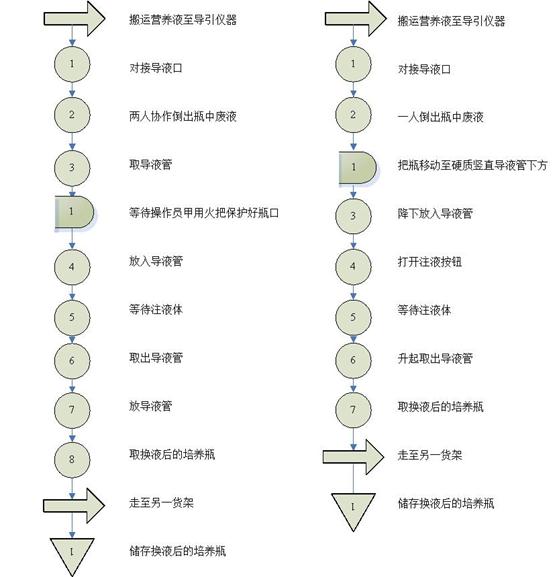
图3-3 操作员乙现行流程程序图 图3-4 操作员乙改进流程程序图
运用ECRS 原则对操作员操作过程进行分析,首先采取取消原则,不能取消的再进行合并,重排或者简化同时改进了工具,具体改善方案为:
(1)取消操作中盖上瓶盖又打开的重复活动。
(2)取消拿取放下导液管的操作。将导液软管更换为固定的硬质竖直导液管,节省了准备导液管的时间。因此还可以取消等待操作员乙准备好导液管的等待。
将导液软管更换为固定的硬质竖直导液管也从根本上避免以往手扶持软管时,无意触碰瓶口而造成污染的情况。
(3)将两人协作倒出瓶中废液更改为一人倒出瓶中废液,加瓶托辅助支撑,节省了操作员甲的时间,快速制作保护火把。
从整体上重排了用镊子取酒精棉球,点燃酒精棉球,形成火把,用火把保护瓶口的工作。使瓶口一直处于火把保护下,避免细菌进入。
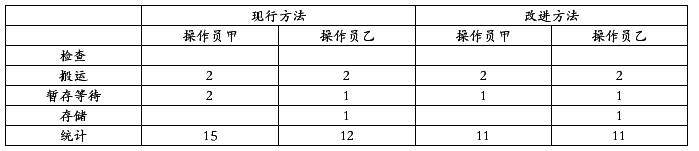
通过改善,取消,重排了原来的工序,使操作工序从原来的27步减少为22步,缩短了5步。同时进行的工具改进使操作过程中细菌感染的几率下降。
表3-1统计表
五、总结
改进的内容应形成作业标准,以保持改进效果。在生产中应不断进行改进,持续提升总体效益。
第二篇:河北工业大学-工业工程专业有关

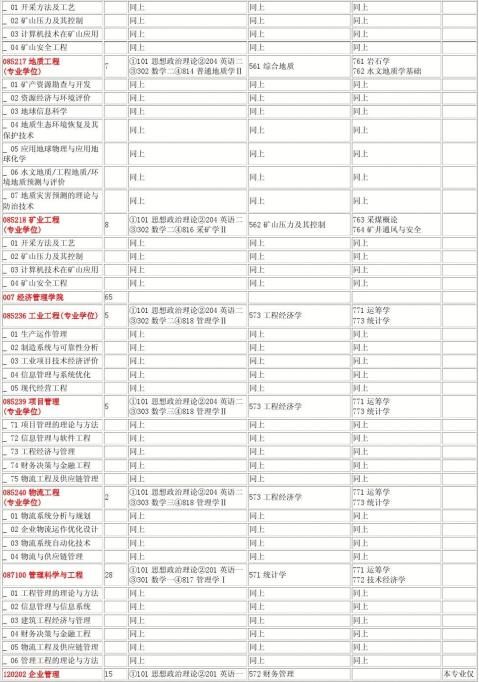
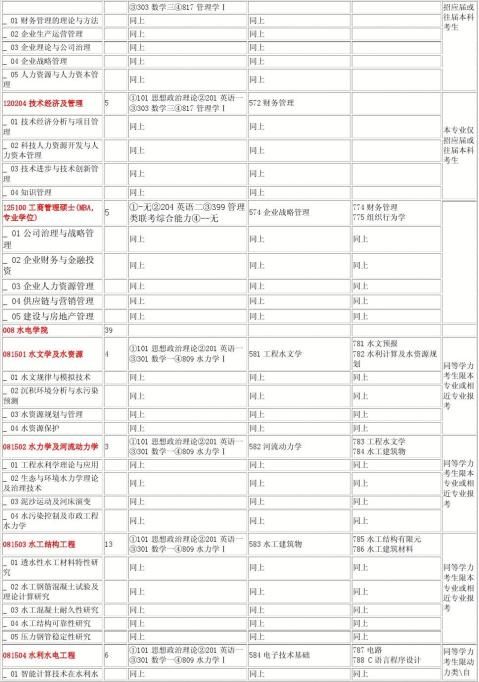
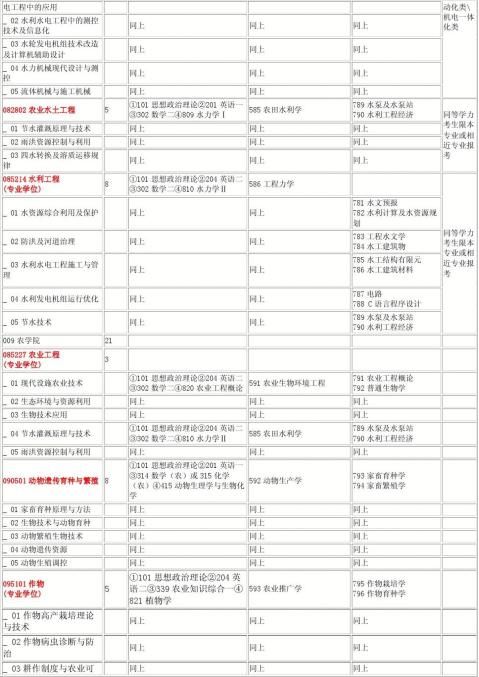
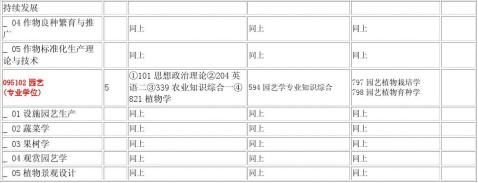
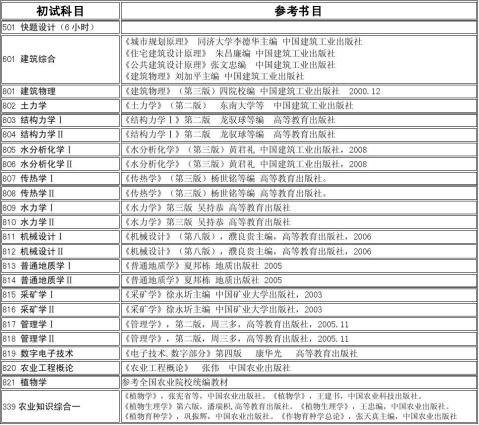
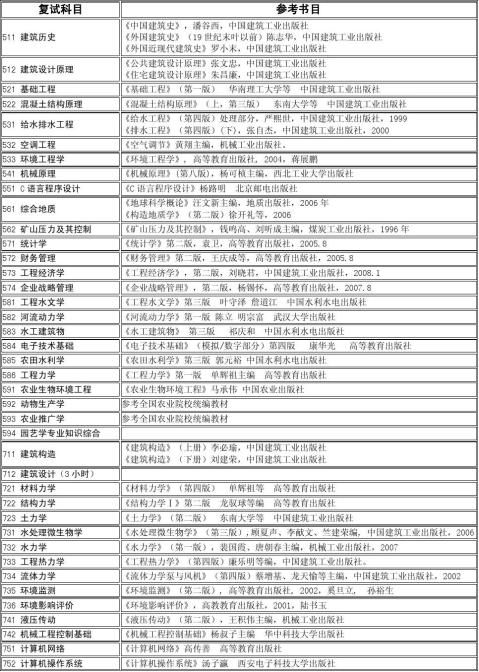
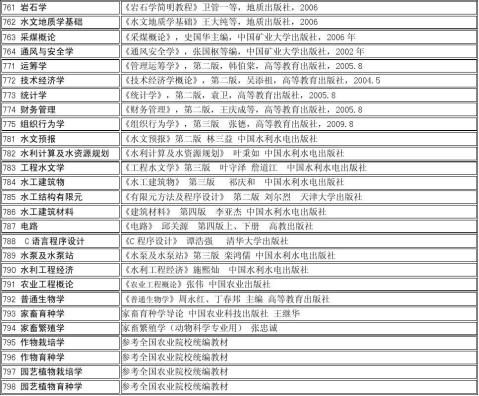
河北工程大学20xx年硕士研究生入学考试参考书目
-
工业工程实习报告
工业工程生产实习报告20xx20xx学年第二学期姓名江海锐学号08024020xx3学院机电工程学院班级工业081实习单位中山穗丰…
-
工业工程实习报告
河北联合大学09工业工程实习报告09工业工程专业1班姓名实习时间20xx年9月17日20xx年9月21日20xx年9月24日20x…
-
工业工程 毕业实习报告
《工业工程实习报告》班级:10工业工程一班学号:姓名:实习时间:20##年2月25号3月12号指导老师:成绩:20##年3月15日…
-
工业工程实习报告
工业工程专业生产的实习报告目录1实习目的22实习单位及岗位介绍221实习单位天润机械简介222实习岗位的介绍33实习内容及过程33…
-
工业工程生产实习报告
工业工程生产实习报告20XX~20XX学年第二学期姓名:学号:专业:工业工程班级:实习单位:指导老师:盐城工学院机械工程学院20X…
-
工业工程专业生产的实习报告
工业工程专业生产的实习报告本次实习以生产实习为主,生产实习是学习工业工程专业的一项重要的实践性教学环节,旨在开拓我们的视野,增强专…
-
工业工程 毕业实习报告
《工业工程实习报告》班级:10工业工程一班学号:姓名:实习时间:20##年2月25号3月12号指导老师:成绩:20##年3月15日…
-
工业工程生产实习报告
工业工程生产实习报告实习前言生产实习是工业工程专业学生在已进行一次教学认识实习并完成基础工业工程工效学等专业限选课的学习之后所安排…
-
工业工程生产实习报告
工业工程生产实习报告20XX~20XX学年第二学期姓名:学号:专业:工业工程班级:实习单位:指导老师:盐城工学院机械工程学院20X…
-
工业工程生产实习报告
生产实习报告目录1实习目的12实习的内容121工作目标错误未定义书签22工件的构造123工作流程124工序流程1241工位安排错误…
-
工业工程参观实习报告
工业工程实习报告一、实习人:二、实习厂家:XXXXX机械制造有限公司,XXXXX机床有限责任公司。三、实习目的:本次实习以生产实习…