数控加工中心学习总结
数控加工中心学习总结
随着计算机应用技术的普及,数字控制技术已经广泛应用于工业控制的各个领域,尤其是机械制造业中,由于数控化加工可以让机械加工行业朝高质量,高精度,高成品率,高效率方向发展,于是数控机床就应运而生了,数控加工中心是目前世界上产量最高、应用最广泛的数控机床之一,数控加工中心设置有刀库,刀库中存放着不同数量的各种刀具或检具,在加工过程中由程序自动选用和更换,数控加工中心不同于其他设备的最大特点在于它的综合加工能力,它同时具备有铣削、镗削、钻削、攻螺纹和切削螺纹等功能,工件一次装夹后能完成多种加工工序,故加工精度较高,就形状相对复杂的中等难度产品的加工,加工中心的效率明显优于其他类型的机床。
数控机床所采用的操作系统有很多种,如法兰克,广数,华中数控,西门子,三菱等,我们在校期间学习使用的加工中心是基于法兰克OI系统的V750和V1050,它们采用的都是凸轮式机械手换刀方式,换刀时间为2.5秒,它们的刀库均可同时容纳24把BT40形式的切削刀具。
作为加工中心操作工,首先要懂得机械零件图的读图和绘图,识图和绘图能力是做机械加工的基础。
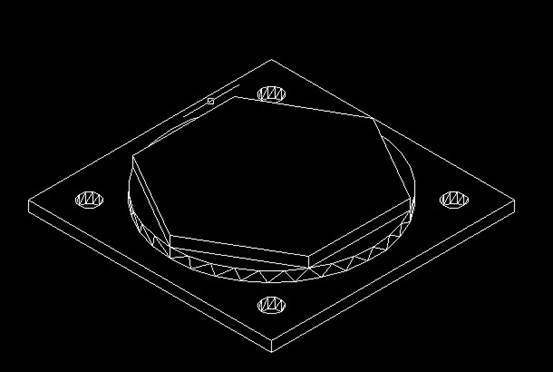
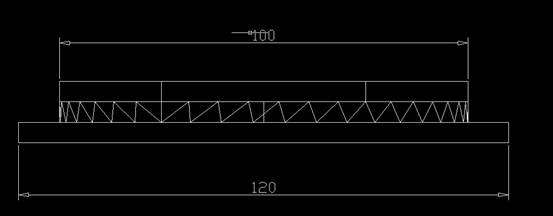
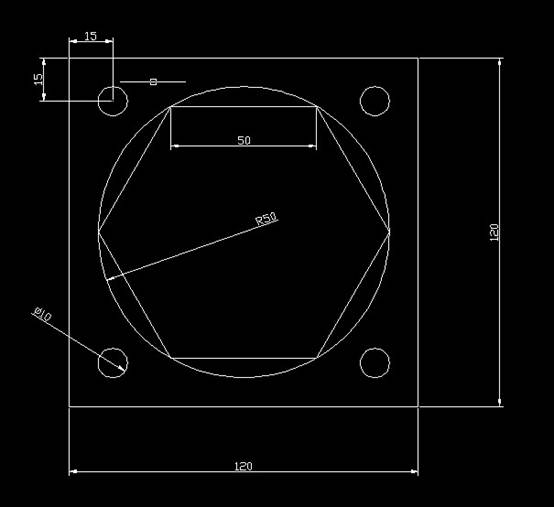
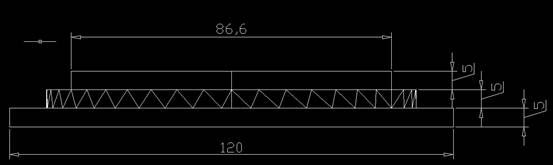
上图为凸台类零件,我现在以此零件为例简述我的工艺定制以及数控编程。
一 工艺编排
钻孔和绞孔排在前面或者后面都可以,我考虑排在最前面。凸台分为三层 所以分三层铣削。
粗加工切削量比较大,采用逆铣,精加工采用顺铣,保证工件表面光洁度。
二 工具及材料准备
刀具:面铣刀 中心钻 ¢9.5钻头 ¢10铰刀 ¢20立铣刀 ¢18立铣刀
量具:0-125游标卡尺 0-150钢尺
材料:45#钢 140*140*40
三 编程及加工
数控编程有手动编程和计算机辅助编程,图形相对复杂的零件可以采用计算机辅助编程,一般使用的辅助编程软件有MASTERACM UG PRO/E CAXA等等。
从节省时间和生产效率考虑 简单零件一般采用手动编程。
我采用的是绝对坐标值编程 刀具转速一般为6000/刀具直径 采用优质刀具情况下转速可适当提高,进给量不可太高。
T1 ¢20立铣刀
T2 ¢18立铣刀
T3 中心钻
T4 ¢9.5钻头
T5 ¢10铰刀
对刀时以T1为基准
装夹好材料后 用面铣刀铣上表面 。
夹具采用平口钳,如果是圆形材料一般采用三爪卡盘,特型零件及模具的加工一般会采用专用夹具。
主程序
O 001
T03;
M98 P10;
G54 G0 G90 X45 Y45 M3 S1200;
G43 H3 Z50;
Z2;
G81 G99 Z-2 R2 F100;
Y-45;
X-45;
Y45;
G0 Z100;
M05;
T04;
M98 P10;
G54 G0 G90 X45 Y45 M3 S400;
G43 H4 Z50;
Z2;
G83 G99 Z-20 R2 Q5 F50;
Y-45;
X-45;
Y45;
M05;
T05;
G0 Z100;
T01
M98 P10;
G54 G0 G90 X45 Y45 M3 S300
G43 H5 Z50
Z2;
G81 G99 Z-2 R2 F100;
Y-45;
X-45;
Y45;
G0 Z100;
M05;
T01;
M98 P10;
G54 G0 G90 X80 Y80 M3 S300;
G43 H1 Z50;
Z2;
G01 Z-5;
M98 P02 D2;
M98 P02 D3;
G01 Z-10;
M98 P03 D1;
M98 P03 D2;
M98 P03 D3;
G01 Z-15;
M98 P04 D3;
G0 Z100;
M30;
%
子程序
O 002(六边形)
G01 G42 X30 Y43.3;
X-25 Y43.3;
X-50 Y0;
X-25 Y-43.3;
X25 Y-43.3;
X50 Y0;
X25 Y43.3;
X15 Y50;
G40 G01 X80 Y80;
M99
%
O 003(圆形)
G01 G42 X25 Y50;
X0 Y50;
G03 X0 Y-50 R50;
G03 X0 Y50 R50;
G01 X-10 Y50;
G40 X80 Y80;
M99
%
O 004(正方形)
G01 G42 X65 Y60;
X-60;
Y-60;
X60;
Y65;
G40 X80 Y80;
M99
%
O 005(六边形)
G01 G41 X50 Y10;
X50 Y0;
X25 Y-43.3;
X-25 Y-43.3;
X-50 Y0;
X-25 Y43.3;
X25 Y43.3;
X50 Y0;
X50 Y-10;
G40 X80 Y80;
M99
%
O 006(圆形)
G01 G41 X50 Y10;
X50 Y0;
G02 X-50 Y0 R50;
X50 Y0 R50;
G01 X50 Y-10;
G40 X80 Y80;
M99
%
O 007(正方形)
G01 G41 X60 Y65;
Y-60;
X-60;
Y60;
X65;
G40 X80 Y80;
M99;
%
O 010(换刀程序)
M09;
M05;
G80 G40;
G28 G91 Z0;
G53 G90 G0 X-1000 Y-270;
G30 G91 Z0;
M06;
M99;
精加工程序
T02
M98 P10;
G54 G0 G90 X80 Y80 M3 S350;
G43 H1 Z50;
Z2;
G01 Z-5;
M98 P05 D4;
G01 Z-10;
M98 P06 D4;
G01 Z-15;
M98 P07 D4;
G0 Z100;
M30;
%
四 刀具半径补偿值给定
¢20立铣刀半径值为10毫米,故最小半径补偿值为10MM,粗加XY方向预留0.5MM加工余量 ¢18立铣刀半径值为9毫米 所以
D1=24
D2=17
D3=10.5
D4=9
五 程序模拟及加工
模拟运行所有编辑好的程序,并修改出错程序 确所有程序正确无误。
模拟完成后机床返回参考点。
然后将所用到的刀具逐一对刀,
将测量好的刀具补偿参数输入机床,
然后按所排好的顺序将刀具逐一放入刀库。
然后开始调用程序进行加工。
正式加工前还可把Z坐标提高100.试运行一次 确保加工程序无误 防止事故发生。
六 注意事项
1 装夹工件时应轻放,防止撞伤,撞怀工作台面。
2 加工程序应先检查无误后,方可运行,
3使用高速功能时要确认刀具的匹配 装刀前擦拭刀柄末端。
4加工过程中应时刻注意机床的运动和加工状态是否正常,遇到异常现象。噪音和警报时,应立即停机检查处理,故障排除后方可继续加工.
七 结束语
通过近三年来对数控技术的学习,使我对数控加工及编程有了更深的认识,在这段时间里我受益非浅。在指导老师的精心指导和同学的帮助下,使我对Mastercam软件的操作和各类数控机床的使用有了比较深刻的认识,让我从完全不懂数控转变到能够绘制及加工简单零件图形,在此我感谢我的指导老师和帮助我的同学。通过这几年的学习让我知道:数控机床的广泛应用,提高了生产自动化程度,减小了复杂零件的加工难度。
,既提高了效率又减少劳动强度。并且还让我在以后的工作的中看清了方向,并奠定了一定的基础。
第二篇:数控加工总结概念
1HG-1021/16.7-540/540-YM3的含义是什么?哈尔滨锅炉厂制造锅炉额定蒸发量1021t/h 过热器出口压力16.7个工程大气压(13.7MPa)过热蒸汽温度540 ℃/再热蒸汽温度540 ℃燃烧用的是烟煤第三型
2煤的元素分析组成有那些?对锅炉工作有何影响?
C、H、O、N、S、A、M
C与氢、氮、硫等结合生成挥发性物质;游离状态,称固定碳:固定碳越多,FC不易着火,燃烧缓慢,火苗短‘氢:发热量最高,3~6%, H含量越高,越容易着火、燃烧。 氧、氮:杂质,含量很少,氮:高温下生成氮氧化物,污染大气,A危害:1)发热量降低;2)增加不完全燃烧损失;3)烟气体积增大,排烟损失和引风电耗增加4)影响磨煤,堵塞煤粉管道;5)低温受热面堵灰、腐蚀。M危害:1)可燃元素减少,发热量降低;2)阻碍可燃质与氧接触,影响燃烧、燃尽:3)受热面积灰、结查,影响传热:4)烟中飞灰引起设备磨损、腐蚀,降低使用受命;5)增加灰渣物理热损失6)污染环境。7)增加除尘、除灰设备;增加开采、运输费用,制粉系统电耗。
3、煤的工业分析成分有那些?水分、挥发分、固定碳、灰分
4、何谓发热量、高位发热量、低位发热量?发热量:单位质量的煤完全燃烧时所放出的热量。高位发热量:单位质量的煤最大可能发热量。低位发热量:高位发热量中扣除汽化潜热后的发热量。
5什么叫完全和不完全燃烧,烟气组成成分分别有哪些? 1) 完全燃烧。煤粉中可燃成分在燃烧后全部生成不能在进行氧化的燃烧产物时称为完全燃烧。此时烟气由 CO2 SO2 N2 O2 H2O 2) 煤粉中的可燃成分在燃烧后,尚有部分没有燃尽的可燃气体时,称为不完全燃烧。 CO2 CO SO2 N2 O2 H2O
6按转数磨煤机分几类?低速磨(储仓式)中速磨(直吹式高速磨(直吹式)
7锅炉有哪几项损失?机械不完全燃烧损失q4 0.5~0.6%化学不完全燃烧损失0.5%
排烟损失5~8%散热损失灰渣物理热损失及冷却热损失.
8燃烧器的作用及分类.1)将携带煤粉的一次风和二次风送入炉膛,并组织一定的气流结构,使煤粉能迅速、稳定地着火;2)煤粉和空气良好混合,煤粉在炉内迅速完全燃烧射流:由喷燃器喷口出来的气流称为射流。 按射流是否旋转分类:直流射流、旋流射流。燃烧器按射流是否旋转分类:直流燃烧器、旋流燃烧器。
9空气预热器的作用及带来的好处1、作用:利用锅炉尾部烟气的热量加热燃料燃烧所需的空气。带来好处:1)进一步降低排烟温度,提高锅炉效率,节省燃料;2)改善燃料的着火和燃烧条件,同时降低不完全燃烧损失;3)提高炉膛温度,增强辐射。节约锅炉金属,降低造价;4)降低了排烟温度,改善引风机的工作条件。
10过热器和再热器的作用?(1)将饱和蒸汽或低温蒸汽加热成为达到合格温度的过热蒸汽。
(2)调节蒸汽温度,保持出口蒸汽温度在额定温度的-10℃ ~+5℃范围内。
11蒸汽侧、烟气侧调节气温的方法各有哪些?a蒸汽侧调节:3种(1)表面式减温器2)混合式减温器(喷水减温器)(3)汽-汽交换器b.烟气侧调节(1)烟气挡板※旁通烟道※平行烟道2)改变火焰高度※四角布置的直流燃烧器采用摆动燃烧器;(3)烟气再循环:将省煤器后的烟气由循环风机来抽送炉膛炉膛上部:降低炉膛出口烟气温度,防止高温过热器高温腐蚀和结渣。
12省煤器的作用?一)作用:利用锅炉尾部烟气的热量加热锅炉的给水。1、降低排烟温度,提高锅炉热效率,节省燃料2、提高进入气包给水温度,减少气包壁与进水的温度差,减少热应力,改善汽包的工作条件
13汽轮机的工作原理.?1、工作原理:具有一定压力、温度的蒸汽通过汽轮机级时,首先在喷嘴中将蒸汽具有的热能转变成气流的动能,然后高速气流作用在动叶上,使装配在此叶片
上的转子转动,动叶将气流的动能转化为机械能。
14什么叫级,级有几种.?级:由一列静叶栅和一列动叶栅组成,完成蒸汽的热能转换成转子的机械能的最基本单元。种类1、纯冲动级2、反动级3、带有反动度的冲动级4、复速级 15简述汽轮机的组成。静子:由汽缸、隔板、静叶、轴承等组成。转子:由主轴、叶轮、叶片、联轴器、盘车等组成。 密封:转子和静子之间的密封是靠汽封来实现的。
16解释N300-16.7/537/537的含义.凝汽式额定功率300MW主蒸汽压力16.7主蒸汽温度|中间再热温度(B(背压式)主蒸汽压力|背压,C(一次调节抽汽式)主蒸汽压力|调节抽汽压力,CC(两次调节抽汽式)主蒸汽压力|高压抽汽压力|低压抽汽压力,CB(抽汽背压式)主蒸汽压力|抽汽压力,背压,B(船用)Y(移动式))
17汽轮机有哪些损失?汽轮机级内损失1、叶高损失2. 扇形损失3叶轮摩擦损失4.部分进汽损失5.漏汽损失6.湿汽损失
18除级内损失外,汽轮机还有那些损失?1.进汽节流损失2.排汽节流损失3.轴封漏汽损失
4.机械损失
19汽缸的作用?a.封闭作用 b.支承定位的作用 c.组织、分配汽流的作用
-
数控工作总结
近年来,随着计算机技术的发展,数字控制技术已经广泛应用于工业控制的各个领域,尤其是机械制造业中,由于数控化加工可以让机械加工行业朝…
-
企业数控铣床和加工中心个人工作总结
企业数控铣床和加工中心个人工作总结总结一年的很快过去了在一年里我在车间及同事们的关心与下圆满的完成了各项在觉悟方面有了更进一步的提…
-
数控加工中心学习总结
数控加工中心学习总结随着计算机应用技术的普及数字控制技术已经广泛应用于工业控制的各个领域尤其是机械制造业中由于数控化加工可以让机械…
-
数控工作总结
数控工作总结近年来随着计算机技术的发展数字控制技术已经广泛应用于工业控制的各个领域尤其是机械制造业中由于数控化加工可以让机械加工行…
-
数控教学工作总结
数控教学总结数控课程,在这个学期教学和实训重点主要从以下几个方面着手:一、明确教学和实训的目的安排数控实训的基本目的,在于通过该课…
-
数控教学工作总结
数控教学总结数控课程,在这个学期教学和实训重点主要从以下几个方面着手:一、明确教学和实训的目的安排数控实训的基本目的,在于通过该课…
-
数控工作总结
近年来,随着计算机技术的发展,数字控制技术已经广泛应用于工业控制的各个领域,尤其是机械制造业中,由于数控化加工可以让机械加工行业朝…
-
数控设备维修工作总结
本人20xx年x月毕业于太原重型机械学院自动化科学与控制工程系,获得学士学位,并于同年x月在宣化工程机械股份有限公司参加工作。进入…
-
第二届全国数控技能大赛工作总结
第二届全国数控技能大赛工作总结(摘编)——第二届全国数控技能大赛组委会20xx年x月19日,第二届全国数控技能大赛在北京广东大厦举…
-
企业数控铣床和加工中心个人工作总结
企业数控铣床和加工中心个人工作总结总结一年的很快过去了在一年里我在车间及同事们的关心与下圆满的完成了各项在觉悟方面有了更进一步的提…
-
数控学习总结
四川省“双师型”数控骨干教师培训总结成都市新都职业技术学校---刘毅时间过的真快转眼间我期望已久的实训周已经结束。经过一个月的学习…