17超声波探伤实验讲义 附
超声波探伤
实验目的
(一)、学习焊接接头超声波检验的基本方法;
(二)、掌握焊接接头的超声波纵波探伤法;
(三)、观察和分析探伤波形,测定焊接缺陷的位置和大小了解缺陷性质的波形分析法。
二、实验装置及实验材料
(一)超声波探伤仪(CTS-22型) 一台
(二)探头 一套
(三)标准试块 一块
(四)人工缺陷试块 三块
(五)焊接接头试块 三块
(六)稳压电源 一台
(七)耦合剂(20号机油) 一瓶
(八)钢板尺(150mm) 一把
三、实验原理
超声波探伤是利用超声波在物体中的传播、反射和衰减等物理特性来发现物体内部缺陷的一种方法。目前我国应用最多的超声波探伤法是脉冲反射法。这种方法的探伤原理是,当脉冲超声波入射到被测试件,在材料内部传播,遇到缺陷和材料基体界面时,由于声阻抗的差异发生波反射。脉冲反射法探伤便是根据显示在探伤仪荧光屏上的反射波来判断事件内部缺陷位置、性质和大小。这种方法根据探伤所用的波的类型不同,又可分为纵波法、横波法、表面波法和极波法等。本实验采用纵波法探伤和横波法探伤。
纵波法探伤
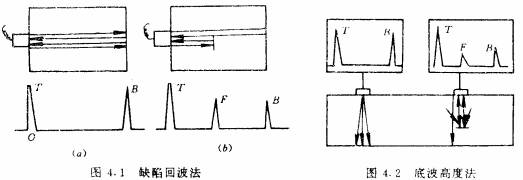 纵波法探伤时,把直探头放在试件的探测面上,使探头发射的超声波垂直于探测面入射到试件内。入射的部分声波遇到缺陷界面被反射回来,其余部分的入射声波被继续传播到试件底面才被反射回来。这时,探伤仪荧光屏上会显示出起始波T、缺陷波F和底波B。如果探伤仪具有良好的时基线性,便可利用T、F和B三个波之间的距离来确定缺陷在试件内部的位置。
纵波法探伤时,把直探头放在试件的探测面上,使探头发射的超声波垂直于探测面入射到试件内。入射的部分声波遇到缺陷界面被反射回来,其余部分的入射声波被继续传播到试件底面才被反射回来。这时,探伤仪荧光屏上会显示出起始波T、缺陷波F和底波B。如果探伤仪具有良好的时基线性,便可利用T、F和B三个波之间的距离来确定缺陷在试件内部的位置。
横波探伤法
当超声波倾斜射入到试件探测表面上时,波形将发转变而产生横波。若试件内部无缺陷,声波将会在试件上、下表面反射,形成“W”形路径,荧光屏上只显示起始波。如果试件内部有缺陷,声波还将在缺陷表面反射,产生缺陷波。声束若达到试件端角,则荧光屏上呈现出端角波。缺陷的位置可根据探头的折射角、入射位置和声程来确定。
四、试验条件、方法及步骤
(一)超声波探伤仪的使用方法

1把探伤仪接上稳压电源,闭合仪器面板上的电源开关。
2接上探头。
3调节探伤仪的“辉度”、“聚焦”、“扫描水平和垂直位置”旋钮,并使起始波的前沿对准标尺零点。
4清理时间表面,涂上耦合剂。
5调节“深度”旋钮;把“微调”控制旋钮调到零位;把“粗调”控制旋钮调到和试件厚度6相当的档数;适当调节“微调”旋钮,以便测读荧光屏上底波位置。
7用标准试块检验仪器的时基线性、斜探头入射点、折射角、扫描速度和校正零点。
8校验试件和焊件的缺陷。
9探伤完毕后切断电源,卸下探头。
(二)仪器性能的测定(水平线性的测定)
水平线性又称时基线性,他表征探伤仪在示波屏时间轴上按比例显示底面多次回波的能力。对仪器而言,它主要取决于扫描锯齿波的线性和示波管显示图形畸变程度,在使用上,水平线性误差影响测距精度。
测试方法:
(1)将直探头置于CSK-ⅠA (或其他试块)上,对准25mm厚的大平底面,如图3.40(a)
(2)调[微调]、[水平]或[脉冲移位]等旋钮,使示波屏上出现五次底波B1到B5,且使B1前沿对准2.0,B5对准10.0,如图3.40(b)。
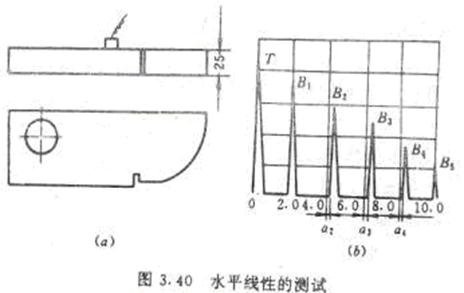
记录B2、B3、B4与水平刻度4.0、6.0、8.0偏差值a2、a3、a4
(3)计算水平线性误差

式中αmαx-a2、a3、a4中最大者;
b-示波屏水平满刻度值。
(三)探头的选择
超声波探伤中,超声波的发射和接收都是通过探头来实现的。探头的种类很多,结构型式也不一样。探伤前应根据被检对象的形状、衰减和技术要求来选择探头。
1、探头型式的选择
常用的探头型式有纵波直探头、横波斜探头表面波探头、双晶探头、聚焦探头等。一般根据工件的形状和可能出现缺陷的部位、方向等条件来选择探头的型式,使声束轴线尽量与缺陷垂直。
1)纵波直探头只能发射和接收纵波,束轴线垂直于探测面,主要用于探测与探测面平行的缺陷,如锻件、钢板中的夹层、折叠等缺陷。
2)横波斜探头是通过波形转换来实现横波探伤的。主要用于探测与深测面垂直或成一定角的缺陷。如焊缝生中的未焊透、夹渣、未溶合等缺陷。
2、探头晶片尺寸的选择
1)探头圆晶片尺寸一般为φ10-φ30mm,晶片大小对探伤也有一定的影响,选择晶片尺寸时要考虑很多因素。一般
(1)探伤面积范围大的工件时,为了提高探伤效率宜选用大晶片探头。
(2)探伤厚度大的工件时,为了有效地发现远距离的缺陷宜选用大晶片探头。
(3)探伤小型工件时,为了提高缺陷定位定量精度宜选用小晶片探头。
(4)探伤表面不太平整,曲率较大的工件时,为了减少耦合损失宜选用小晶片探头。
(四)频率的选择
超声波探伤频率在O.5~10MHz之间,选择范围大。一般选择频率时应考虑以下因索。
(1)由于波的绕射,使超声波探伤灵敏度约为 ,因此提高频率,有利于发现更小的缺陷。
(2)频率高,脉冲宽度小,分辨力高,有利于区分相邻缺陷。
(3)频率高,波长短,则半扩散角小,声束指向性好,能量集中,有利于发现缺陷并对缺陷定位。
(4)频率高,波长短,近场区长度大,对探伤不利。
(5)频率增加,衰减急剧增加。
由以上分析可知,频率的离低对探伤有较大的影响。频率高,灵敏度和分辨力高,指向性好,对探伤有利。但频率高,近场区长度大,衰减大,又对探伤不利。实际探伤中要全面分析考虑各方面的因索,合理选择频率。一般在保证探伤灵敏度的前提下尽可能选用较低的频率。对于晶粒较细的锻件、轧制件和焊接件等,一般选用较高的频率,常用2.5-5.0MHz。对晶粒较粗大的铸件、奥氏体钢等宜选用较低的频率,常用O.5-2.5MHz。如果频率过高,就会引起严重衰减,示波屏上出现林状回波,信噪比下降,甚至无法探伤。
(五)耦合剂的选择
耦合剂是指为了提高耦合效果,在探头与工件表面之间施加的一层透声介质。有排除探头与工件表面之间的空气,使超声波能有效地传入工件,达到探伤的目的。此外耦合剂还有减少摩擦的作用。
耦合剂要满足:
1)能润湿工件和探头表面,流动性、粘度和附着力适当,不难清洗。
2)声阻抗高,透声性能好。
3)来源广,价格便宜。
4)对工件无腐蚀,对人体无害,不污染环境。
5)性能稳定,不易变质,能长期保存。
(六)、纵波(直探头)探伤时缺陷位置及大小
缺陷位置测定:
仪器按1:n调节纵波扫描速度,缺陷波前沿所对的水平刻度值为τf、测缺陷至探头的距隔xf为:

探头波束轴线不偏离,则缺陷正位于探头中心轴线上。
缺陷大小的测定(6dB法);
6dB法的具体体做法是:移动探头找到缺陷的最大反射波后,调节衰减器,使缺陷波高降至基准波高。然后用衰减器将仪器灵敏度提高6dB,沿缺陷方向移动探头,当缺陷波高降至基准波高时,探头中心线之间距离就是缺陷的指示长度。
五、实验结果的整理
把纵波探伤的实验结果记录表中

七、实验报告要求
1、实验目的
2、实验装置及材料、
3、实验步骤
4、实验结果分析。
第二篇:超声检测实验
《超声检测学》
实 验 指 导 书
(机电学院测控技术及仪器专业使用)
彭光俊 赵志 编
武汉理工大学教材中心
20##年6月
第一部分 A型脉冲反射式超声探伤
系统工作性能测试
实验一 水平线性的测定
一、实验目的
学会使用超声波探伤仪,熟练掌握超声探伤系统水平线性的测试方法。
二、概要
水平线性即超声探伤仪对距离不同的反射体所产生的一系列回波的显示距离与反射体距离之间能够按比例方式显示的能力。
A型显示超声探伤仪示波管内的电子束受与时间成线性关系的扫描电压作用,而在水平方向扫描形成时间基线。由于反射体的回波位置是在有线性刻度的时间基线标尺上读出的,因此,水平扫描线(时间基线)的非线性会引起定位误差。本测试就是为了检查超声探伤系统的时基线性。
三、实验用品
仪器:CTS-22型超声波探伤仪 1台
探头:2.5P 20-D型直探头,2.5P 13×13 K1.5-D型斜探头 各1个
电缆:QQ9-2电缆线(带接头) 1条
试块:CSK-ⅠA型试块 1块
耦合剂:机油 1杯
工具:小螺丝刀 1把
四、实验内容及步骤
(一)采用直探头测定水平线性
1. 将探伤仪的[抑制]置于“0”,
其它调整取适当值。
2. 将直探头压在CSK-ⅠA型试
块的A位置,中间加适当的耦合剂,
以保持稳定的声耦合,如图1-1所示。
3. 调节[深度范围]、[深度微调]
和[脉冲移位]旋钮,使屏幕上显示出 图1-1
第6次底波。
4.调节[粗调衰减]、[细调衰减]和[增益]旋钮,当底波B1和B6的幅度分别为50%满刻度时,将它们的前沿分别对准刻度0和100(设水平全刻度为100格)。B1和B6的前沿位置在调整中如果相互影响,则应反复进行调整。
5.再依次分别地将底波动B2、B3、B4、B5调到50%满刻度,并分别读出底波B2、B3、B4、B5的前沿与刻度20、40、60、80的偏差α2、α3、α4、α5(以格数计),如图1-2所示,将数据填入表1-1。
表1-1 水平线性测试记录

6.取其中最大的偏差值αmax。
则水平线性误差ΔL为:
ΔL = | αmax | %
注意事项:图1-2中的B1~B6是分别调
到同一幅度,而不是同时达到此幅度。
(二)采用斜探头测定水平线性
采用斜探头测定水平线性的测试方
法与采用直探头测定水平线性的测试方
法相同。
五、实验报告要求
1. 列出实验数据,计算水平线性
误差。
2. 为什么读回波在水平标尺上的
位置时应将回波幅度分别调到某一相同
高度(如满刻度的50%)? 图1-2
3.在水平线性误差很大的情况下,如何较精确地测定反射体深度?
4.水平线性误差影响什么?
实验二 垂直线性的测定
一、实验目的
熟练掌握超声探伤系统垂直性的测试方法。
二、概要
垂直线性即超声探伤仪的接收信号与荧光屏所显示的反射波幅度之间能按比例方式显示的能力。
当需要根据回波幅度评定缺陷时,A型显示超声波探伤仪荧光屏上显示出的信号幅度与输入到放大器的信号幅度是否呈线性关系具有重要意义。本测试是为了检查超声探伤仪增益线性和衰减器精度两者的综合效果。
三、实验用品
仪器:CTS-22型超声波探伤仪 1台
探头:2.5P 20-D型直探头,2.5P 13×13 K1.5-D型斜探头 各 1个
电缆:QQ9-2电缆线(带接头) 1条
试块:DB-PZ20-2型试块 1块
耦合剂:机油 1杯
工具:小螺丝刀 1把
四、实验内容及步骤
(一)采用直探头测定垂直线性
1. 探伤仪的[抑制]置于“0”,其
它调整取适当值。
2. 将直探头压在DB-PZ20-2型
试块的上表面中心位置,中间加适当
的耦合剂,并将平底孔的回波调至屏
幕上时基线的近中央处,如图2-1所示。
3. 调节[粗调衰减]、[细调衰减]、
[增益]和探头位置,使平底孔的回波
高度恰为100%满刻度,此时细调衰
减器至少应有30dB的衰减余量。 图2-1
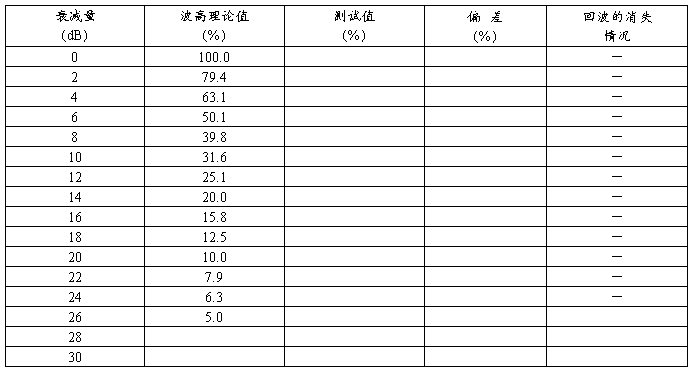
4.以每次2dB的增量调节[细调衰减],每次调节后,用满刻度的百分值记下回波幅度,一直继续到衰减值为26dB,测量精度为0.1%。将测试结果列入表2-1。测试值与波高理论值之差为偏差值。
5.从表中取最大正偏差d(+)和最大负偏差d(-)的绝对值之和为垂直线性误差Δd(以百分值计),它由下式给出:

表2-1 垂直线性测试记录
(二)采用斜探头测定垂直线性
采用斜探头测定垂直线性,斜探头应放置在试块侧面,测试方法与采用直探头时相同。
五、实验报告要求
1.列出实验数据,计算垂直线性误差。
2.用本实验所述方法测定垂直线性有何不足之处?
3.要准确测定仪器的垂直线性应采用什么方法?
4.垂直线性误差影响什么?
实验三 斜探头入射点的测定
一、实验目的
熟练掌握斜探头入射点的测试方法。
二、概要
用横波斜探头确定反射体的位置时,必须了解探头的入射点。
在斜射探伤中,超声束的中心入射于探伤面的一点,即为斜探头的入射点。本测试是为了测定斜探头声束中心在入射探伤面上的位置(入射点)。
三、实验用品
仪器:CTS-22型超声波探伤仪 1台
探头:2.5P 13×13 K1.5-D型斜探头 1个
电缆:QQ9-2电缆线(带接头) 1条
试块:CSK-ⅠA型试块 1块
耦合剂:机油 1杯
四、实验内容及步骤
1.将斜探头压在CSK-ⅠA型试块上如图3-1所示的位置,中间加适当的耦合剂以保持稳定的声耦合。使声束朝向R100㎜的曲面,并在探头声束轴线与试块侧面保持平行的情况下前后移动探头,至曲面回波的幅度达到最大。
图3-1
2.读出试块上R100㎜圆心标记线所对应的探头侧面刻度,此刻度位置即斜探头的入射点,读数应精确到0.5㎜。
五、实验报告要求
1.怎样利用入射点来定位缺陷?
2.直探头需要测试入射点吗?为什么?
实验四 斜探头折射角或K值的测定
一、实验目的
熟练掌握斜探头折射角或K值的测试方法。
二、概要
用横波斜探头确定反射体位置时,必须知道探头的真实折射角或K值。
折射角即折射波的传播方向和入射点处的探伤面法线之间的夹角。本测试是为了测定斜探头声束入射于探伤面时的折射角(β)或斜探头的K(K=tgβ)值。
三、实验用品
仪器:CTS-22型超声波探伤仪 1台
探头:K1.0~3.0型斜探头 1个
电缆:QQ9-2型电缆线(带接头) 1条
试块:CSK-ⅠA型试块 1块
耦合剂:机油 1杯
四、实验内容及步骤
(一)斜探头折射角的测定
1.根据斜探头折射角的不同标称值,把探头压在CSK-ⅠA型试块上的不同位置,如图4-1所示,中间加适当的耦合剂以保持稳定的声耦合。
图4-1
a.当折射角为34°~66°时,探头放在图4-1(a)的位置,使用 50㎜孔的回波进行测定。
50㎜孔的回波进行测定。
b.当折射角为60°~75°时,探头放在图4-1(b)的位置,使用50㎜孔的回波进行测定。
c.当折射角为74°~80°时,探头放在图4-1(c)的位置,使用1.5㎜孔的回波进行测定。
在探头声束轴线与试块侧面保持平行的情况下前后移动探头,使回波达到最大。
2.读出探头入射点在试块侧面上所对应的角度刻度值,此刻度值即为斜探头的折射角β,读数应精确到0.5度。
3.计算K值
K=tgβ
表4-1 K值和折射角β的对应值

(二)斜探头K值的测定
1.使用CSK-ⅠA型试块可以直接测定斜探头的K值。将斜探头压在试块上的不同位置如图4-1中的(a)和(b),中间加适当的耦合剂以保持稳定的声耦合。
a. 当K值为1.0~1.5时,探头放在图4-1(a)的位置,使用用50㎜孔的回波进行测定。
b. 当K值为2.0~3.0时,探头放在图4-1(b)的位置,使用用50㎜孔的回波进行测定。
2.在探头声束轴线与试块侧面保持平行的情况下前后移动探头,使回波达到最大。
3.从探头入射点在试块侧面所对应的刻度值即可直接读出斜探头的K值。
五、实验报告要求
1.用本实验所述的两种测定K值的方法对同一探头测得值是否相同?为什么?
2.K值测定时对试块有何要求?
第二部分 距离——波幅曲线的测绘
实验五 纵波距离——波幅曲线的测绘
一、实验目的
熟练掌握运用CS-2型平底孔试块测绘纵波距离—波幅曲线的方法。
二、概要
在超声探伤中,由于材料或工件中自然缺陷的形状、性质各不相同,所以目前还很难确定缺陷的真实大小。为此多采用“当量法”对缺陷进行定量,即将自然缺陷与形状规则的人工缺陷相比较,当所发现的自然缺陷的回波高度与同样探测条件下某个人工缺陷的波高相等时,该人工缺陷的尺寸即称为所发现的自然缺陷的当量尺寸。
本实验通过对一组探测深度和孔径不同的标准试块进行实测,绘制不同大小的人工缺陷在不同声程时相对波高变化的曲线,即距离一波幅一当量曲线,简称“AVG线图”。这样一系列曲线可以用来对缺陷进行定量。
三、实验用品
仪器:CTS-22型超声波探伤仪 1台
探头:2.5P 20-D型直探头 1个
电缆:QQ9-2电缆线(带接头) 1条
试块:CS-2型试块 1组
耦合剂:机油 1杯
工具:小螺丝刀,钢卷尺 各1把
CS-2型试块的结构尺寸如图5-1所示。
L:25,50,75,100,125,150,200,250,300,400,500。
d:2,3,4,6,8, 。
。
四、实验内容及步骤
1.将探伤仪的[抑制]置于“0”。
3. 调整扫描速度。(即荧光屏上水平刻度值与实际声程
的比例关系。)
因为最大声程Lmax =500+25=525㎜,所以扫描速度应调
为1︰6。方法如下:
将直探头压在厚度为100㎜的试块上表面四分之一直径
的位置,如图5-2所示,中间加适当的耦合剂。调节[深度 图5-1
范围]、[深度微调]和[脉冲移动]旋钮,使荧光屏上出现6次回波,并使第三次和第六次回波的前沿分别对准水平刻度“5”和“10”。
图5-2 图5-3
3.调起始灵敏度
(1)将[衰减]置于合适位置(对于2,3,4,6,8平底孔试块置于“0”,对于平底试块置于20dB)。
(2)将直探头压在一组CS-2型试块中声程最大的试块的圆心位置,中间加适当的耦合剂,如图5-3所示。移动探头使平底孔回波最高,调节[增益],使该回波高度达到基准高度(即垂直满刻度的50%),记录此时的L和dB数,在以后的测试过程中,[增益]固定。
4.测试
将探头分别置于该组各个不同声程试块上的圆心处,中间加适当的耦合剂,移动探头找平底孔最高回波。找到后,调节[衰减],使回波幅度达到基准高度,并记录相应的L和dB的数。
5.按照上述方法,测试其它孔径的试块。
6.将所测数据填入下表。
表5-1 距离、波幅测试记录表
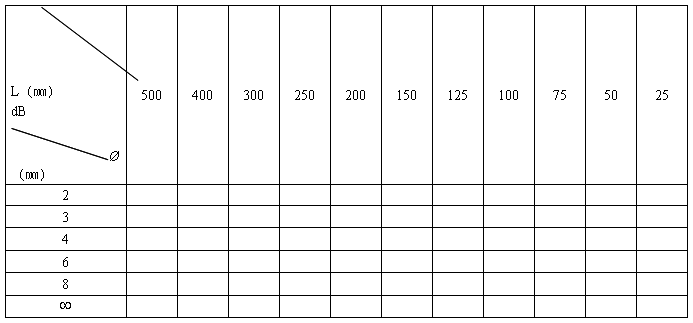
7.绘制曲线
以L为横座标,相对波高(dB)为纵座标,在座标纸上绘制距离-波幅曲线。图中应注明人工缺陷大小(即平底孔直径),探头直径及频率等。
五、注意事项
1.[抑制]应置于“0”。
2.灵敏度调好后,[增益]固定,只能调节[衰减]。
3.探测时必须找到平底孔的最高回波。
4.平底孔的回波在一次底波前25㎜处,注意辨认。
5.测试过程中,防止摔坏仪器、探头和试块。请注意安全。
六、实验报告要求
1.列出实验数据,根据实验结果绘制曲线。
2.比较测试结果与实际平底孔大小的误差,分析产生测试误差的原因,分析近场区情况。
实验六 横波距离—波幅曲线的测绘
一、实验目的
熟悉超声波探伤相关标准,熟练掌握运用RB-3型试块测绘横波距离——波幅曲线的方法。
二、概要
横波距离—波幅曲线表明某种反射体的探测距离与回波高度的关系,在焊缝探伤中用以调节仪器的灵敏度和对缺陷进行定量。
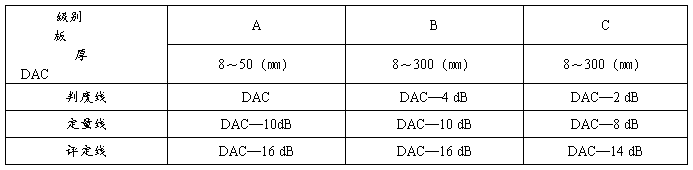
根据超声波探伤标准,规定该曲线由判废线RL,定量线SL和评定线EL组成,不同验收级别的各线灵敏度见表6-2。表中的DAC是以Ø 3㎜标准反射体绘制的距离—波幅曲线(即DAC基准线),评定线以上至定量线以下为I区(弱信号评定区),定量线至判废线以下为II区(长度评定区),判废线以上为III区(判废区)。本实验将在RB-3型试块上实测,并绘制这些曲线。
三、实验用品
仪器:CTS-22型超声波探伤仪 1台
探头:2.5P 13×13 K1.5-D型斜探头 1个
电缆:QQ9-2电缆线(带接头) 1条
试块:RB-3型试块 1块
耦合剂:机油 1杯
工具:小螺丝刀,300㎜钢尺 各1把
四、实验内容及步骤
1.按深度1︰1调整扫描速度(即荧光屏上水平刻度值与实际深度的比例关系)。
(1)在RB-3型试块上选择两个不同深度的横孔,两孔的深度差要较大。本实验选择深度分别为20㎜和80㎜的孔。
(2)将探头压在RB-3型试块上,中间加适当的耦合剂,让探头声束分别对准深度20㎜和80㎜的横孔,如图6-1所示。调节[深度范围]和[衰减],找到孔的最大回波。
图6-1 图6-2
(3)调节[深度微调]和[脉冲移位]旋钮,使它们的回波前沿分别对准水平刻度“2”和“8”的位置,如图6-2所示。
2.确定起始灵敏度
(1)将[抑制]置于“0”。
(2)将[衰减]置于适当位置。一般探头对准H=60㎜的孔,[衰减]预置30dB左右。
(3)调节[增益]旋钮,使处于60㎜深的横孔回波为垂直满刻度的50%,记录此时的深度H和dB数。在以后的测试过程中,[增益]固定。
3.测试
将探头分别对准深度为10、20、30、40、50、60、70、80、90、100㎜的孔,并调节[衰减]旋钮,分别使其回波高度达垂直满刻的50%。记录每次相应的衰减器读数,将数据填入下表。
表6-1 距离、波幅测试记录表

4.绘制曲线
(1)以深度H为横座标,相对波高(dB)为纵座标,在座标纸上将表6-1中的各点连成圆滑曲线,该曲线即为Ø 3㎜横孔DAC曲线(基准线)。
(2)根据表6-2规定的各线灵敏度和被探测板厚的要求,在基准线下分别绘出判废线RL,定量线SL和评定线EL,并标明波幅的分区。

 表6-2 距离——波幅曲线的灵敏度
表6-2 距离——波幅曲线的灵敏度
(3)在绘制好的曲线图上标明仪器编号,探头频率,K值、晶片尺寸及试块上人工缺陷(横孔)的大小。
五、注意事项
1.[抑制]应置于“0”。
2.灵敏度调好后,[增益]固定,以后测试时只能调节[衰减]。
3.探测时必须找到横孔的最高回波。
4.试块很重,表面又滑,测试过程中试块翻面时应十分小心,注意安全。
六、实验报告要求
1.列出实验数据,根据实验结果绘制曲线。
2.分析产生误差的原因,分析近场区情况。
第三部分 试件的检验
实验七 焊缝超声波探伤
一、实验目的
熟练掌握横波探测焊缝缺陷的方法。
二、概要
平板对接焊缝中的缺陷如气孔、夹渣、未焊透等都呈体积型,有一定的大小。一般说来,从任何方向入射其上的超声波都有相当大的反射,但裂纹、未熔合这类缺陷以其一定的取向,须选择合适的入射方向。锅炉、钢制压力容器,电厂管道和船舶等对接焊缝的超声波探伤,一般应用斜探头发射的超声波倾斜入射焊缝,以探测其内部缺陷。
三、实验用品
仪器:CTS-22型超声波探伤仪 1台
探头:2.5P 13×13 K1.5-D型斜探头 1个
试块:RB-3型试块,参比试块 各1块
量具:钢尺 1支
试件:双面焊平板对接焊缝试件 1块
耦合剂:机油 1杯
四、实验内容及步骤
1.按深度1︰1调整扫描速度。(方法同实验六)
2.距离—波幅曲线的校正。(利用实验六测绘的横波距离——波幅曲线。)
(1)根据被探工件的最大深度,从距离—波幅曲线上查得对应的Ø3横孔的dB数,[衰减]旋钮调至此dB值。
(2)探头压在RB—3试块上,中间加适当的耦合剂。移动探头,找出相应深度的孔的最高回波。
(3)调节[增益]旋钮,使回波达到基准高(垂直满刻度的50%)。
3.测试表面声能补偿量。
(1)将斜探头置于参比试块(该试块的表面粗糙度与被探材料的表面粗糙度一致,结构尺寸与RB-3型试块相同。)上的A处,对准一孔(如H=60㎜的孔),如图7-1所示。衰减器预置30dB,调节[增益]旋钮,使H=60㎜的横孔回波为满幅度的50%,记下此时衰减器的读数N1。
(2)将探头移至RB-3型试块上
的相应位置 处,只调节[衰减]旋钮,
处,只调节[衰减]旋钮,
使Ø3横孔的最大反射波也为满幅度的
50%,如图7-2所示。记下此时衰减器
的读数N2。
(3)表面声能补偿量

4.灵敏度的调整 图7-1
(1)在距离——波幅曲线上查找探测深度与评定线对应的dB数N。
图7-2 图7-3
(2)将衰减器置于 ,灵敏度即调整完毕。(也可以在距离——波幅曲线上将判废线,定量和评定线同时向下平移
,灵敏度即调整完毕。(也可以在距离——波幅曲线上将判废线,定量和评定线同时向下平移 )。
)。
5.粗探
斜探头垂直于焊缝中心线放置在探伤面上,中间加适当的耦合剂,作锯齿形扫查,如图7-3所示。探头前后移动的范围应保证扫查到全部焊缝截面及热影响区。在保持探头垂直焊缝作前后移动的同时,还应作10°~15°角的左右移动,若发现可疑信号应在母材的相应部位作上记号。
6.细探
(1)当发现缺陷时,找到最强回波,调节[衰减]旋钮,使波幅达基准高,记下此时衰减器的读数Nf及缺陷深度h。
(2)在距离-波幅曲线上查找Nf与h的交点,求得该缺陷的当量和所在的区域。
7.缺陷的定位
(1)发现缺陷后,找到最强回波,固定探头。
(2)根据荧光屏上的水平刻度值读出缺陷的深度值h;根据探头K值,算出水平距离L,L=K·h。
(3)用钢尺从探头前沿量至L——l的位置,如图7-4所示,在焊缝上作上记号。(l为斜探头前沿长度,即探头入射点至探头前沿的距离)。
(4)记录缺陷的深度和水平位置。
8.测长
缺陷波幅度于定量线上的要进行测长。本实验采用半波高度法(6dB法)测长。
(1)找到缺陷的最强回波,固定探头,调节[衰减]旋钮,使波幅降到基准高。
(2)将衰减器增益6dB,使缺陷回波升高,探头向左平行于缺陷移动,等波幅降至基准高时,固定探头,在探头中心线所正对的缺陷位置上作记号。
图7-4
(3)再将探头向右平行于缺陷移动,当波幅降至基准高时,在探头中心线所正对的缺陷位置上作记号,如图7-5所示。
(4)两记号之间的距离,即为缺陷的指示
长度。
9.评级
根据缺陷波幅及指示长度按超声波探伤相关
标准评级。
图7-5
五、实验报告要求
1.绘制缺陷分布示意图,标出位置、大小。
2.根据缺陷波幅及指示长度,按超声波探伤相关标准评级。
3.如果探测结果与应得结果不同,试分析其原因?
4.如何区分可能出现的表面波反射信号?
5.使用不同K值横波探头检查厚度不同的钢板焊缝时,探头的前沿长度有什么要求?
-
超声波探伤实验报告
超声波探伤一实验目的1通过实验了解超声波探伤的基本原理2掌握超声波探伤仪器的各个旋钮的名称功能和使用方法3了解超声检测仪的使用规范…
- 超声波探伤实验报告
-
【实验报告1-8】超声波探伤实验
实验报告实验名称超声波探伤实验实验日期班级装备学生姓名一实验目的a学习超声波探伤仪使用方法掌握焊缝超声波探伤的方法b对钢板对接焊缝…
- 实验报告 超声波
-
过控-专业实验--实验报告-------超声波探伤试验
过程装备与控制工程专业实验实验报告实验名称超声波探伤实验报告人姓名张宇航学号0843082113班级过程装备与控制工程1班一实验目…
-
超声波探伤实验报告
超声波探伤姓名王焕友学号U20xx12465班级机械中英1001班一实验目的1通过实验了解超声波探伤的基本原理2掌握超声波探伤仪器…
- 超声波探伤实验报告
-
【实验报告1-8】超声波探伤实验
实验报告实验名称超声波探伤实验实验日期班级装备学生姓名一实验目的a学习超声波探伤仪使用方法掌握焊缝超声波探伤的方法b对钢板对接焊缝…
-
超声波探伤实验资料
超声波探伤实验一实验目的通过超声波探伤实验使学生进一步了解超声波探伤的原理熟悉超声波探伤仪的使用方法初步掌握利用脉冲超声波接触法探…
-
过控-专业实验--实验报告-------超声波探伤试验
过程装备与控制工程专业实验实验报告实验名称超声波探伤实验报告人姓名张宇航学号0843082113班级过程装备与控制工程1班一实验目…