13车辆工程专业实训小结--特种加工
13车辆工程专业特种加工实训小结
本学期车辆工程专业一共164位同学于20xx年11月17日至20xx年01月11日(共16天)的实习已经完成,总的来讲,过程是顺利的,成效也是让人满意的!
一、主要成绩。本专业主要是学习电火花加工类机床,有一定的危险性,操作难度也比较大,但大部分的同学能够遵守中心的相关要求,按时来上课,认真听课,积极动手,基本上都能独立完成相关实训任务。
二、存在不足。由于本专业的学习时间只有半天,机床只有两台,学生在此之前也没有相关的理论和实践的基础,所以学习起来时间是比较紧的,给学生动手的机会不是很多,所以建议下学期能把课程安排到一天以上。
工程训练中心: 陈树文
2015.1.23
第二篇:机加工实习小结
机加工实习小结
经过熔炼车间的熔炼,低压铸造,热处理等一系列的基本工序,铝轮毂的毛坯基本成形。作为汽车的安全件,后续的机加工同样重要, 经过机加工车间的两周实习,让我对轮毂毛坯的加工主要流程,走刀的基本路径,定位方式等有了一个初步的了解,对轮毂动平衡测试的基本模式,气密性检验也有了一定的基本了解。
一 基本加工流程
轮毂的机加工主要是对其轮辋的内外表面,安装盘部分,PCD孔以及气嘴孔等表面粗糙度进行质的提高从而满足车轮工作的需要。其加工的基本工序一般为车一序→车二序→加工中心打孔(包括PCD孔和气嘴孔)→ 打磨 →动平衡检验 →气密性检测。有的还需要加打装饰钉孔。轮毂属于回转式零件,因此在机加工的过程中如何定位是关键,一般来说轮毂的加工一是需要定面而是需要定心。车间韩国大宇车床在定位上主要采用的是类似普通车床的卡盘式结构不同的是为了保证轮毂的很好定位,它采用的是分度圆盘式结构,通过液压踏板实现轮毂在在车床上的完全定位。而意大利IMT的机加中心采用的是中心柱定心,底面滑块定面,夹紧装置启动时自动实现夹紧。
铝合金产品的材料特性(相比其他金属来说,硬度较低,密度低,重量轻,韧性好,热传导性较好,散热好等)决定了它在机加工的过程中容易产生切削瘤,一般来说选用带切削槽,前角较大的刀具。刀刃尽量修长,同时注意冷却液的使用,可有效降低切削瘤的产生。机床有多种:双刀塔机床 (自动回转式工作台),四轴联动机床等,一般来说,车轮的转速在1000-2000r/min,f为0.3-0.75左右。机加时,应遵循先粗后精,先面后孔和刀具集中的基本加工工艺,尽可能的把用同一把刀需要加工的地方一次性加工出来,这样可以减少装夹次数和换刀频率,有效提高加工的效率。一般先以有轮辐的一边为基准定位,对另一边先进行粗加工,再对其进行精加工。然后以精加工后的一边对另一边进行同样工序的加工,最后对安装盘和周围PCD孔进行粗精加工,详细走到路径如下图所示,
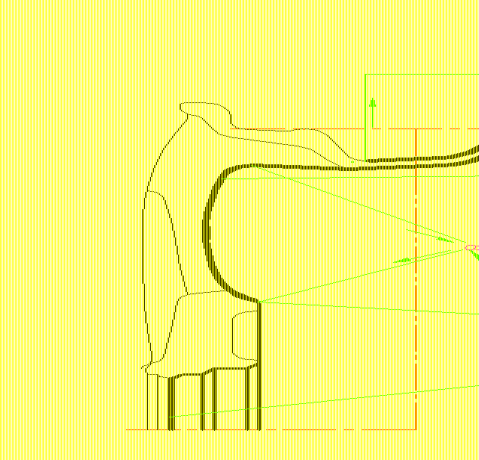
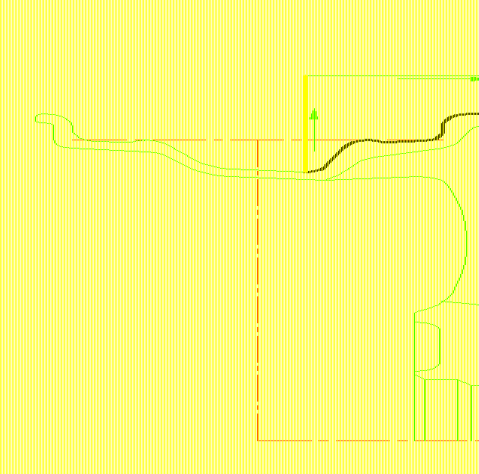
Dw830-1340机加工走到路线图
二 动平衡检测
一个不平衡的车轮在其旋转过程中对其主轴和其本身都会产生一定的压力并产生振动,因此,为了保证车轮在装入整车时能够平稳的运转,延长车轮的使用寿命,对车轮进行动平衡测试是非常重要的。主要采用A+C和B+E两种标准,有时也会根据客户需求采用其他标准(A+E等),公司采用的动平衡机为离心式动平衡机,在其工作时由于车轮旋转不平衡引起的振动通过传感器来进行测量。一般分为双边小于一定数值。
三 气密性试验
车轮和轮胎之间在正常工作时需要保证车轮在气压的作用下无漏气现象,因此气密实验需要百分之百检验,气密实验机主要利用车轮在两片橡胶垫充分接触车轮上下轮缘完全密封的条件下将车轮沉入水中,充入工作时的气体压力,在水中保持30s以目测法检查轮毂周围是否有气泡产生进而来判断轮毂的气密性是否良好。另外一台为氦气气密性检测仪,查阅相关资料,它主要利用国外微电脑芯片、高精度传感器及零泄漏电磁阀,来保证检测结果准确性更高,微电脑自动控制检测过程和采集数据, 专门的软件对数据进行分析处理,最大程度地补偿了检测过程中的温度(包括环境 温度)等影响。克服了外界干扰,实现了直接压力差测漏,检测结果直观。
四 编程中常用的一些指令
车间数控系统主要采用法兰克系统,在数控机加工的编程中常见指令所表示含义具体如下:
G指令一般为准备功能,用来规定刀具和工件的相对运动轨迹(即规定插补功能)机床坐标系坐标平面刀具补偿,坐标偏置等多种加工操作。例如G00表示刀具快速移动,G01表示为工进。G02,G03为圆弧加工,其中G02为顺时针圆弧插补,G03为逆时针圆弧插补。
M为辅助功能,一般为程序的停止等。F为进给速度指令,s为主轴转速,T为刀具号,选择不同的刀具有不同的编号,例如T0101表示选用1号刀具。 G90为绝对坐标系的指令,主要是指该段程序以绝对坐标来进行编程。G40,G41,G42属于刀补命令,机加工时,刀具中心和刀具运动加工出的轮廓在法向有一个偏矩,因此数控系统中需要一个刀具半径补偿数值。G41为刀具左偏,G42为刀具右偏,G40为撤销刀具半径补偿,三者都是续效代码。
实习生:刘鹏
2011–08-01
-
车工实习总结
一星期的车工实习很快的结束了,回顾自己一周以来所学到的知识与技能,感悟颇深。首先,理论知识与安全教育是必不可少的,在正式开车床车削…
-
车工实训总结
198班车工实习总结根据学校安排198班于本学期进行为期两周的车工实习在同学和有关老师的配合下顺利完成的实训对本次实习情况及效果总…
-
车工实习报告,车工周记,车工总结
包头钢铁职业技术学院机械系顶岗实习专周报告专业机电一体化班级机电二班姓名鲁鹏学号实习时间指导老师苏晓云完成时间20xx年3月20x…
-
车工实训教学总结
车工实训总结史瑞前在学校的领导和各位同仁的积极配合下,顺利完成了本学期的车工实训。回顾本次实训,在以下方面取得了较好的效果:一、无…
-
车工实训小结
车工实训小结20xx年11月7日是值得回味的一天对我而言也是值得纪念的一天因为这是我车工实训课的最后一课记得第一次去机电大楼的时候…
-
特种加工实训总结
《特种加工实训总结》在第17周中我们迎来了特种加工操作实训,虽然在这一周中我们操作线切割和电火花分别只有两天半的时间,但在这短暂的…
-
精密与特种加工课程总结
本学期我们学习了精密与特种加工,刚拿到书时我就翻过一遍,书中的有关计算方面的内容不多,大致是理论方面。一开始,我没有把它看得很复杂…