包钢实习报告-最好的
学院:
姓名:
学号:
班级:
1. 实习目的
生产实习是我们本科教学计划中非常重要的实践性教学环节,是我们接触实际,了解社会的好机会,同时也会让我们增强劳动观点和事业心、责任感;学习生产技术和管理知识,巩固所学理论知识,获取本专业的实际知识,增强感性识,培养初步的实际工作能力和专业技能。通过这次对包钢的认识实习,我们对钢铁生产的主要设计和工艺流程,运输联系、工厂布局,钢铁冶金企业的车间组成和总图布置,机械化运输及装卸设备等,有一较全面的感性认识。对本专业的知识有了更深刻的了解,并提高了实践动手能力,为下面课程的学习以及日后走向工作岗位打下一定的基础。
1. 实习地点
包头钢铁(集团)有限责任公司。
2. 实习时间
20##年8月26日——13日。
3. 注意事项
(1)遵守工厂中有关安全的规定,务必注意安全。
(2)遵守实习纪律,按时出发与返校,有事须请假。
(3)实习期间,学生必须身穿实习工作服,头戴安全帽。
(4)实习期间,一切行动听从指导老师和厂内指导工程师的安排,按自行动后果自负。
4. 实习过程
实习流程表所示。
实习日程安排

5.1 包钢轨梁厂
5.1.1 包钢轨梁厂简介
包钢轨梁厂是包头钢铁(集团)有限责任公司所属的主要钢材生产厂,是我国重要的钢轨和型钢生产基地之一,内蒙古自治区优秀企业。
包钢轨梁厂于1966年7月破土动工,1969年1月23日正式投产。现有三条生产线:万能轧机高速钢轨生产线;普通钢轨、型钢生产线;全长钢轨电淬火生产线。目前可生产每米43—75公斤钢轨,每米70—120公斤起重机钢轨和310乙字钢,中型H型钢,以及系列工字钢、槽钢、方钢等产品。能够分别按照国内250km?h、350km?h客运专线60kg?m钢轨标准生产时速250公里、350公里百米高速钢轨;按照国际UIC860标准生产UIC54、UIC60系列钢轨,按照日本JIS

图5-5 包钢轨梁厂生产成品展示
标准生产50N系列钢轨,按照美国AREA标准生产115RE系列钢轨,按照欧洲EN标准生产系列钢轨。图5-5为包钢轨梁厂部分产品展示。包钢轨梁厂产品质量具备高纯度、高精度和高平直度等优点。20##年,钢轨荣获“中国知名产品”称号。20##年,万能轧机高速钢轨生产线荣膺“20##年全国企业最具知名度创新产品”奖。
5.1.2 包钢轨梁厂生产工艺流程
加热→高压水除鳞→开坯→轧制→热锯→打印→中央冷床→缓冷→矫直→检测→四面液压矫直→加工→质量检测→入库→装车外
5.1.3 包钢轨梁厂主要设备
950开坯机为轨梁厂的主要设备之一,它是用ADD-32全数字12相整流控制器进行系统集成,完成了包钢大型厂1150 mm开坯机主传动电机的数字化改造.在控制器内部设计平衡调节环节对上、下辊电动机轧制力矩进行均衡控制,解决了轧件输出板形不好及上、下辊电流偏差过大的问题.整机改造完成后,系统可靠性和性能指标有大幅度提高。


(a)CCS可逆式精轧机 (b)平立复合式矫直机
图5-6 包钢轨梁厂精轧机与矫直机
CCS可逆式精轧机也是轨梁厂生产主要设备之一。如图5-6(a)所示,有三架牌坊UR E UF机架组成。棍身直径万能模式下最大1120mm,最小970mm,二辊模式下最大1080mm,最小940mm。水平棍棍身直径最大800mm,最小40mmm。直径最大月740mm,最小640mm。棍身宽为258mm。由德国SMS制造。图5-6(b)为钢轨生产线平立复合式矫直机。
5.2 无缝159机组
5.2.1 无缝159机组简介
包钢无缝159机组总投资15亿,设计生产能力40万吨,产品范围从直径38毫米至直径168毫米,最大壁厚为25毫米,于20##年7月实现热负荷试车,可生产石油用管、电站锅炉用管、石化用管、管线管、气瓶管等主要品种,部分品种将填补包钢无缝钢管的空白。
5.2.2 无缝159机组生产工艺流程
圆管坯→加热→穿孔→三辊斜轧→定减径→毛管→热处理→矫直→水压试验(探伤) →标记→入库
如图5-7所示,为钢管轧制时的定减径过程。


图5-7 钢管的定减径过程 图5-8 PQF159机组连续轧管机组
5.2.3 无缝159机组主要设备
无缝PQF159机组主要设备包括穿孔机、连续轧管机(图5-8)、张力减径机等。圆坯穿成毛管后插入芯棒通过7—9架轧辊轴线互呈90°配置的二辊式轧机连轧。轧后抽芯棒经再加热后通过24架张力减径机进行张力减径。无缝159机组采用头尾壁厚自动控制系统减小了生产过程中的切头尾量,大大提高了成材率,使无缝159机组的成材率达到89%。这种机组的特点是适于生产外径168mm以下钢管,设备投资大。
PQF159连轧机是从德国米尔公司原装进口的设备,无缝159机组采用的是三辊六机架限动芯棒连轧管机组和三机架脱管。通过轧制变形达到使毛管减径、减壁厚的功效使材料内部金相结构呈线性延伸。为保证更好的表面性能采用的技术仍为芯棒限动进行轧制而区别于浮动芯棒。它介于穿孔工艺和张减工艺之间起到很好的传输纽带作用为三大机组中最重要的组成部分。
无缝159机组采用先进的24秒轧制技术,即两根钢管至冷床的时间间隔为24秒,但是尚未达到设计能力。
5.3 薄板厂铸轧二部
5.3.1 薄板厂铸轧二部
5.3.1.1薄板厂铸轧二部简介
我们参观的是这其中的一条精品生产线包钢热轧薄板生产线。薄板坯铸连轧厂是我国第一套采用当今世界钢铁制造前沿技术建设的CSP生产线。是由铁水预处理、210吨大型转炉、炉外精炼薄板坯连铸连轧等先进工艺构成的自动化生产线。CSP生产线年设计生产能力为198万吨,现已达到290万吨。 热轧薄板的先进之处是因为它的连铸连轧机一气呵成,免去了在运输过程中热能的消耗。整条生产线于20##年底开始试生产,20##年底达产,创造了世界同类生产线达产速度第一的纪录。20##年3月成为德国西马克公司CSP技术在亚洲第一家、世界第二家培训基地。包钢薄板厂利用自主研发技术,多次对从德国引进的热轧薄板生产线实施高技术含量的改造,这条生产线已经成为世界同类机组的产量之冠。
5.3.1.2 工艺流程
包钢CSP工艺流程图如图所示:
铁水倒入混铁炉→脱硫扒渣→炼钢→转炉出钢→精炼→中包车→大包回转台→铸机→摆式剪→事故剪→除鳞机→轧机→测量装置→层流冷却→输出辊道→一号夹送辊、一号卷取机→带卷小车→一号步进梁→提升台→二号夹送辊、二号卷取机→取样机→打捆机→喷印机→称重→装车
5.3.1.3 主要设备
(1)连铸机:传感器输出电压信号经4 芯接线盒输出,通过集流环信号传输器转换送至称重仪表(或重量变送器) 内前置放大器放大。该放大器必须具有自动校零去皮, 低漂移,低失调等功能,信号经前置放大后,送入A/ D转换器转换,其精度要高,抗干扰能力强,线路结构简单,放大系统和电阻值可调,以确保单秤称量准确。同时,传感器信号通过称量仪表转换成4~20mA 的电流信号送至计算机系统,自动完成系统称重过程和数据采集监控。称量仪表具有累积相加功能进行单包钢水重量显示和浇铸拉速数据控制功能。图5-9为钢包回转台。

CSP生产线钢包回转台
(2)高压水除鳞机:钢坯在轧制前需加热至红热状态,通常其表面附着有一层氧化皮。为了提高钢坯轧制后的表面质量,必须除掉这些氧化皮,其工艺过程称为除鳞。除鳞过程采用高压水喷射,水压高达25MPa,因此一般水阀不能适用。
(3)地下卷取机:该地下卷取机主要的结构特点组合式C形框架,具备AJC跳动控制装置及连续位置控制控装置,具有卷取板厚幅度大,噪音小,钢卷塔形小等特点。
(4)剖分剪:此剖分剪剪切钢板厚度为5~50mm。主要设备由机架、移动装置、剪切装置、剪切导向、竖直调整装置等设备组成。它是采用滚切式,弧形上剪刃缓慢沿盖直线下剪刃,滚动实现对钢板的剪切。包钢剖分剪采用了SMS技术。
(5)双边剪:此双边剪剪切钢板厚:5~50mm,板宽1300~4900mm。此设备主要由机架、移动装置、剪切装置、剪切导向、碎边剪、主传动、压紧装置等设备组成。它是三轴三偏心式的结构。
5.3.2 薄板厂铸轧一部
5.3.2.1薄板厂铸轧一部简介
薄板坯连铸连轧厂宽厚板生产线是进一步完善包钢(集团)四条精品生产线,提高包钢板材产品竞争力和经济效益的重要建设项目。该项目于06年6月26日破土动工,07年十月铸机和轧机相继投产,08年3月精整线投产,宽厚板生产线全线贯通。20##年7月,宽厚板生产线实现达产。后续热处理生产线于20##年10月投产,为生产高端中厚板产品提供了强有力的技术保障和支持。
薄板厂铸轧一部中厚板轧制产品范围是4~20mm和20~60mm。产品以平板交货,不需卷曲,产品平直度和光洁度是重要的质量要求。薄板厂铸轧一部车间采用两架可逆四辊轧机,前面为粗轧,后面为精轧。粗精分开有利于延长精轧辊表面光洁度寿命,保证产品表面质量。但因轧制道次少,轧机不能过多,否则产量过高,冷却成问题,后续退火应接不暇。 中厚板轧制一般采用横-纵轧或纵-横-纵轧。轧制时方向有变化,中心杂质扩散好。方板坯转向是由粗轧机前或机后锥形辊道完成。为使钢板提高使用性能,目前都采用低温大压下控制轧制,需要中间轧件搁置降温。故现代厚板轧机的轧辊单位宽度轧制力从1.5t/mm,上升到2t/mm。轧机距离达98米。同时,现代厚板轧制实行板形控制轧制,可以按照比例凸度要求调整辊形,不必采用传统逐渐变小轧制力的压下规则。 热轧后进行层流冷却,之后进行热矫直,在滚轮冷床面上,冷至330℃以下进行冷矫。较直后进行切头尾和切边。随后进行超声探伤,辊底炉或罩式炉退火。退火后有时需平整。 包钢厚板粗精轧机都选择轧制能力8000吨,精轧还采用抽辊控制板形和射线板型检测,达到现代轧机控制水平,为生产特种钢板奠定设备基础,有望更好发挥包钢含有稀土元素的优势。包钢中厚板轧机选择4100mm,最宽轧制3.5米。
5.3.2.2 薄板厂铸轧一部生产工艺流程
LF精炼炉→RH精炼炉→直弧形连铸机→加热炉→粗轧机→精轧机→ACC冷却→热矫直机→步进式冷床→滚切式切头剪→滚切式双边剪→超声波探伤→滚切式定尺剪→成品喷印→冷矫直机→精整→热处理成品库
图5-为薄板厂铸轧一部粗轧机组。

图5-10 宽厚板生产线粗轧机
5.3.2.3 薄板厂铸轧一部主要设备
包钢宽厚板铸机核心技术由达涅利公司提供,主要有:涡流式结晶器液面检测及控制系统,具备远程自动在线调宽功能的结晶器,结晶器漏钢预报系统,可在线调整振幅、频率的液压震动方式,全程无氧化保护浇注技术的应用,二次冷却系统采用气雾冷却等。轧机和剪切线主要设备由德国西马克公司提供,包括平面视觉轧制(PVR),热机控制轧制(TMCP),分阶段轧制和加速冷却工艺(ACC、DQ),辊缝可自动调节和动态软压下技术,并配备了先进的西门子自动化控制系统。热处理3个炉子均为德国LOI公司提供。
精轧机组 牌坊主要参数:14000×6000×2200mm;工作辊尺寸:?1030/940×4100mm;支承辊尺寸:?2000/1800×3800mm;轧制速度:0-7.55m/s;最大轧制力:80000KN。
ACC冷却系统 钢板冷却速度:MAX2.0m/s;冷却系统长度:24m;冷却宽度:3750mm;喷水压力:0.8bar;ACC最大瞬时水量:2.8m3/sec。
5.4包钢选矿厂
5.4.1包钢选矿厂简介
包钢选矿厂位于包钢厂区北端,总占地面积为1735.16万平方米,工业建筑面积27.12万平方米,是包钢主要的铁精矿和稀土精矿生产基地。始建于1958年的包钢选矿厂,自1965年8月投产以来,经过几代人的艰苦努力,现已建成了九个系列,三种工艺流程,并已形成了年处理原矿1050万吨,年产铁精矿375万吨的生产能力,是我国大型铁矿石选厂之一。包钢选矿厂的原料基地----白云鄂博矿是一个大型的多金属共生矿,含有72种元素,140多种矿物,不但铁含量大,而且稀土、铌等有用矿物储量丰富,其中稀土储量居世界第一位。然而,白云鄂博矿又以其矿物成分复杂、嵌布粒度细、相互浸染现象显著而闻名,含有氟、磷、钾、钠、硫等多种有害杂质,是世界罕见的复杂难选矿,所以在选厂的设计和生产中形成了多种类型的选别流程。
5.4.2破碎车间
破碎车间是一个选矿厂中的大型车间,主要承担着白云铁矿到包钢厂区矿石翻、运、破、贮工作。
5.4.2.1破碎车间的主要设备简介
翻车机:作用是将铁路运矿车翻转一定角度,使矿石靠自重卸下的一种机械。 破碎车间有三台转子翻车机,转子回转角度为0-175度。
振动给料机:振动给料机在生产流程中,可把块状、颗粒状物料从储料场中均匀定时、连续的给到受料装置中,在生产线上可为破碎机连续均匀的给料,并对物料进行粗筛分。
圆锥破碎机:圆锥破碎机破碎比大、效率高、能耗低,产品粒度均匀,适合中碎和细碎各种矿石。破碎车间有多种破碎机,其中开路破碎采用的是φ2200圆锥破碎机。中碎为标准式圆锥破碎机共6台,细碎为短头圆锥破碎机共12台。
振动筛:振动筛是利用振子激振产生的振动而工作的。振子的上旋转重锤使筛面产生平面回旋振动,而下旋转重锤使筛面产生锥面回旋振动,其联合作用的效果是是筛面产生复选振动。破碎车间采用的振动筛有YA型圆振动筛和惯性振动筛。
皮带运输机:皮带运输机是一种摩擦驱动以连续方式运输物料的机械,可以将物料在一定的运输线上,从最初的供料地点到最终的卸料点之间形成一种物料的输送流程。由橡胶输送带、钢支架、辊筒、驱动装置和张紧装置组成。破碎车间是选矿厂中皮带运输机最多的车间,共计有81条,皮带总长度达12千米以上。整个破碎流程及上料流程的衔接与贯穿都是有这些皮带完成的,可见皮带运输系统也破碎车间的重要设备。
5.4.2.2破碎工艺流程
当矿石经火车运送到包钢时,首先进入翻矿车间中。翻矿车间有两个较大的翻矿机,每个起重能力为100吨,翻矿机旋转170°后,可将所有车皮中的矿石翻到翻矿车间底部的锥形矿仓中(底部矿仓容积为600吨),矿仓底部有三条皮带进行分别运矿,矿石在经过四道转运站之后,才能进入到破碎车间。当破碎车间机器无法正常工作时,在第二道转运站与第三道转运站之间,外加一道转运站直接运送到仓库(仓库容量为1000吨左右)进行暂时储存。仓库底部为锥形,下部有皮带可经过两道转运站,直接进入破碎车间。
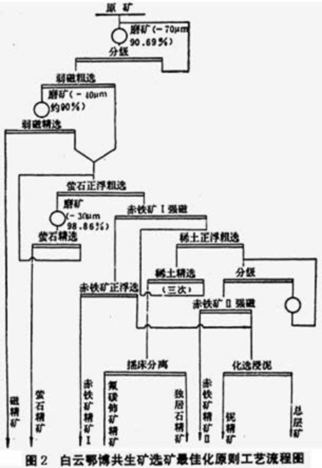
包钢破碎车间主要破碎两种矿石,一种为磁铁矿,需经过三段一闭路式破碎流程。当破碎后的磁铁矿满足粒度大于13mm的粒级小于8%,方可进入选矿车间的六七八九系列进行进一步细碎磁电浮选;另一种矿石为氧化矿,直接两端开路破碎,没有粗碎直接中碎和细碎。破碎流程图见图2。当粒度满足同样要求时,方可进入一二四五系列,进行磨矿浮选。而外购蒙古矿品味较高,粒度已经过破碎,所以直接进入选矿车间的三系列进行选矿。下面如图所示分别为氧化矿破碎流程图和磁铁矿破碎流程图。
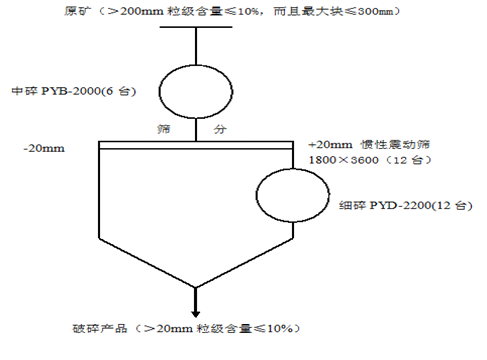
图一:氧化矿破碎流程图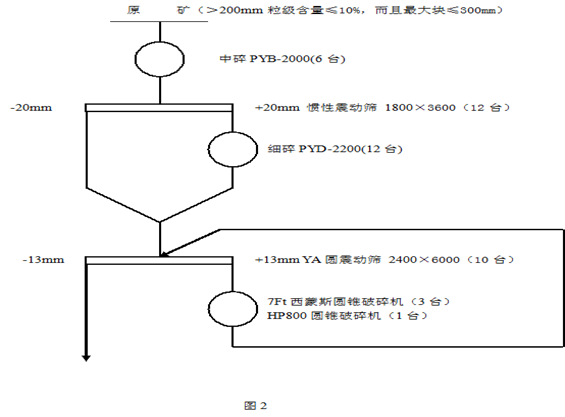
图二:磁铁矿破碎流程图
5.4.3选矿车间
选矿车间目前已建成9个生产系列,两个外购铁精矿再磨再选生产系统,形成了3钟选别工艺流程,分别处理白云鄂博的氧化矿石、磁铁矿石和外购的铁精矿,年可处理白云鄂博铁矿石1200万吨,外购铁矿石570万吨,生产综合铁精矿880万吨,主要产品有铁精矿和稀土粗精矿,是铁和稀土深加工的优质原料。整个选矿车间分主厂、再磨和强磁选三个区域。
5.4.3.1选矿工艺流程
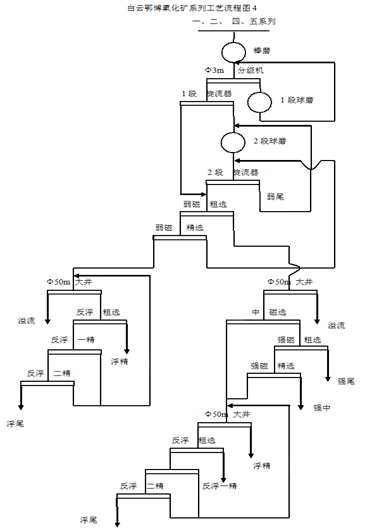
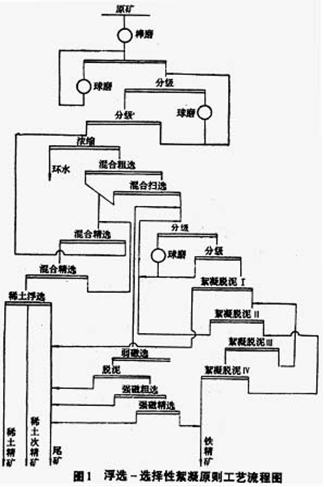
选矿车间主要由九个系列和尾矿回收系统组成,其中一、二、四系列处理白云鄂博的氧化矿,处理其采用弱磁—强磁—返浮选联合工艺,其中五系列3#圆桶和4#圆桶分装不同矿种,既可以处理氧化矿,又可以处理磁铁矿;三系列处理蒙古矿;六、七、八、九系列处理磁铁矿,处理采用弱磁——返浮选工艺流程。尾矿回收系统承担着选矿厂尾矿细磨再选提高回收率的重要作用。
5.4.3.2选矿车间主要设备
棒磨机:棒磨机是用桶内所装研磨体为钢棒而得名,棒磨机一般采用湿式溢流型,作为一级开路磨矿使用。棒磨可以减少过磨,其产物粒度较为均匀。选矿车间的棒磨机为φ3200×4500型。
球磨机:球磨机是物料破碎后,再进行粉碎的关键设备,是一种广泛应用的高细磨机械。球磨可分为干式和湿式两种磨矿方法。根据排矿方式的不同,可分为格子型和溢流型。选矿车间的一段球磨为φ3600×4000格子型,二段球磨为φ3600×6000溢流型。
磨矿技术指标:
自产系列原料标准
开路破碎矿石的入磨粒度:20-0mm,其中大于20mm≦18%;
闭路破碎矿石的入磨粒度:13-0 mm,其中大于13mm≦15%。
自产系列产品标准
磨矿粒度:-200目≧90%
再磨系统的原料标准
原料粒度-200目≧50%
再磨系统产品标准
磨矿粒度:-200目≧85%
螺旋分级机:分级机是借组于固体颗粒的大小不同、比重不同,因而在液体中的沉降速度不同的原理,细粒颗粒浮游在水中成为溢流从溢流管排出,粗粒沉到槽底,利用螺旋片旋转推向上部入磨机进料口排出,来进行机械分级的一种分机设备。分为高堰式单螺旋和双螺旋、沉没式单螺旋和双螺旋。在选矿车间中的分级机为高堰式φ3m分级机,在八、九系列中为沉没式。
水力旋流器:水力旋流器在选矿中主要用于分级、分选、浓缩和脱泥。当水力旋流器用作分级设备时,主要用来与磨机组成磨矿分级系统;用作脱泥设备时,可用于重选脱泥;用作浓缩脱水设备是,可用来将选矿尾矿浓缩后送入采矿坑道。水力旋流器用砂泵以一定的压力和流速将矿浆沿切线方向旋入圆筒中,然后矿浆一很快的速度沿筒壁旋转而产生离心力。通过离心力和重力的作用,将较粗、较重的矿粒抛出。水力旋流器无运动部件,构造简单;单位容积的处理能力较大,占地面积小;分级效率高(80%-90%),分级粒度细。在选矿车间中,一段旋流器为φ500旋流器,二段旋流器为φ350旋流器。
磁选机:在磁选机的磁场中,借助磁力与机械力对矿粒的共同作用而实现分选。选矿车间中一段永磁为CTB-1230半逆流型永磁机,二段永磁为CTB-1024半逆流型永磁机,中磁为CBN-1024逆流中磁机,强磁机为SLONG2000立环强磁机。
5.4.4过滤车间
过滤车间是包钢选矿厂的主要生产车间之一,承担着选矿工艺流程铁精矿过滤和浮选药剂配制两大任务。其中,铁精矿过滤作业为选矿工艺流程最后一道工序,也直接影响下一道工序—铁厂烧结的配料、混匀和透气性,意义重大。铁精矿过滤是选矿生产最后一道工序,为了适应发展的需要,过滤设备从20##年开始,陆续进行工业试验和技术改造,现已形成烧结用铁精矿和球团用铁精矿两条生产线。
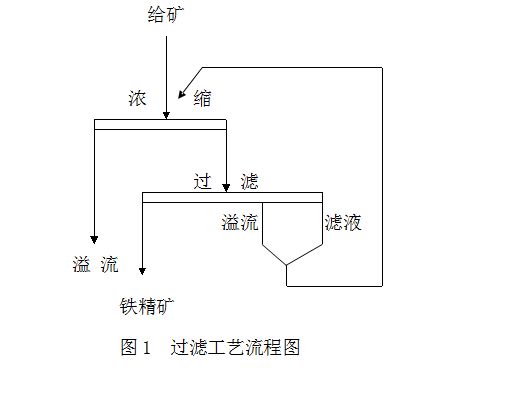
5.4.4.1过滤车间工艺流程
选矿车间中经过磁电浮选后的矿浆(浓度27%),通过管道直接送到沉降大池,共有三个沉降大池,其中1#大井处理混合精矿,2#大井作为备用检修井,3#大井处理再磨精矿。矿浆在沉降大池重力沉降,浓缩后的矿浆(浓度68-76%)经过沉降大池底部,被矿泵抽到过滤车间的分矿箱,然后均匀对每台过滤机进行合理给矿;溢流(浓度0.2%)则通过管道直接进入尾矿坝。经过滤车间过滤后共得两种矿,一种球团矿原料(含水8.6%),通过皮带运送到球团车间;另一种为混合精矿(含水10.8%),直接通过皮带运送到包钢冶炼厂进行冶炼。而过滤后的滤液则通过管道回到浓缩大井,进行再次循环利用。
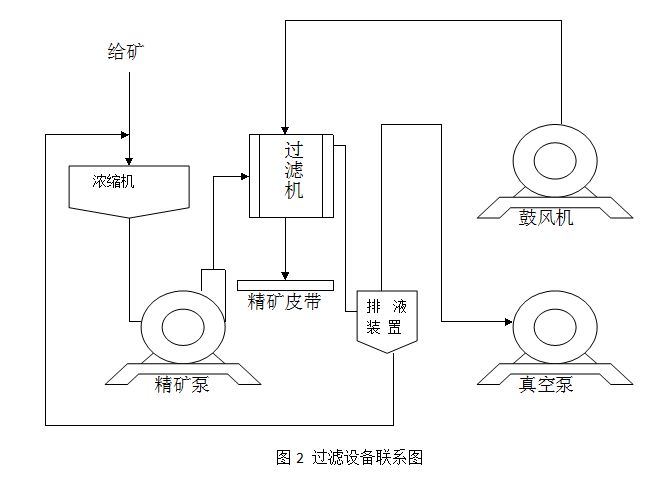
5.4.4.2过滤车间设备
车间目前主要设备装备有:3台THB周边传动式浓缩机、16台ZPG-72㎡圆盘式真空过滤机、6台P60/15-C圆盘陶瓷过滤机、21台2BEC52\2BEC505水环式真空泵、16台HSR175型罗茨风机、BH-120往复式真空泵、HSR175三叶罗茨鼓风机、已具备年处理铁精矿600万吨和球团用铁精矿240万吨的生产能力。
浓缩机:浓缩机浓缩作用的基本原理为:矿浆中的固体颗粒在重力的作用下向容器底部沉淀,清水则被挤到上方,使变稀的矿浆分出澄清和浓密的矿浆。采用周边式和中心式两中类型的浓密机,直径较大的的浓密机都采用周边传动式浓密机。矿浆从矿浆槽中流如中央圆桶,并在池子中沉淀,沉淀物从沿中心支柱外围分布并装有铸铁形的漏斗的排料口(一般有2---4个)排出。澄清的溢流从周边的环形溢流槽流出。浓密机的优点是:结构简单,操作容易,消耗动力小,技术指标高。缺点是占地面积大,不适合浓缩大于0。3毫米的矿物颗粒。容易堵塞。
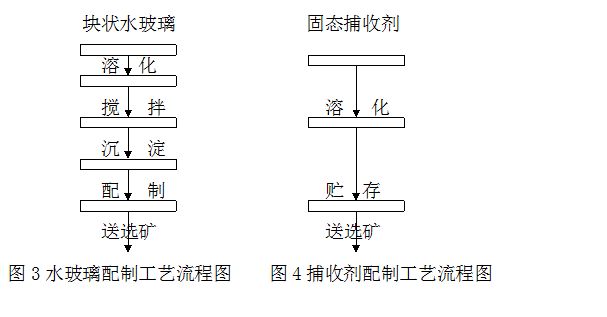
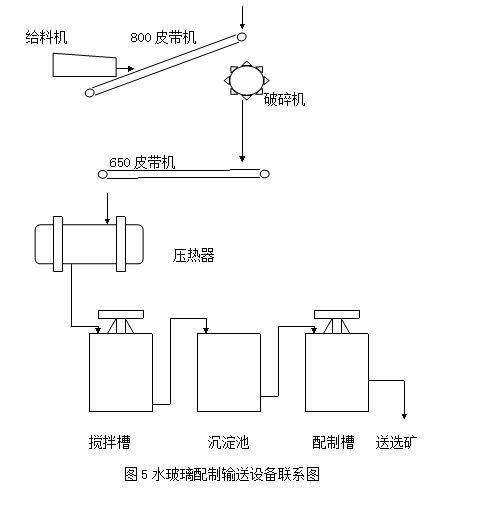
5.4.5过药车间
过药车间主要为浮选车间提供药剂,主要为抑制剂水玻璃(NaSiO3)和捕收剂(GE-28),配药流程(如图9)
抑制剂水玻璃(NaSiO3):主要抑制矿料中的硅酸盐脉石矿物,从而使有用矿物浮出,脉石矿物沉降,从而达到返浮选的目的。
捕收剂(GE-28):为低温药剂,主要捕收萤石等脉石矿物,该药剂低温性能好,降氧效果好,具有较强的抗硬水能力。其适应矿石性质及流程调整变化能力强,浮选泡沫矿化好,流动性好不易跑漕易操作调整,对精矿水分及过滤无影响,节能效果显著。
5. 实习总结
为期三周的实习很快就结束了,在老师和多位工厂师傅的引导与解说下,我们分别参观了包钢轨梁厂、无缝159、460机组、薄板厂铸轧二部、一部、选矿厂。在实习过程中,我们不断学习与自己专业有关的知识,然后再将这些实践与理论知识相联系,从而能够更好地将理论与实际相结合,进一步深化我们对于理论知识的理解,对我们把理论知识更好的应用于实际创造将起到更加积极的作用。
经过了实习,原本从课本上学习到的极其抽象的知识转变为眼前一条条生产线,是我对既有知识有了更加深刻的理解。也极大了开阔了视野。这样的学习使我的脑海中对轧钢有一个大体的轮廓,一条条生产线都在我的眼前运作,才知道“纸上得来终觉浅,绝知此事要躬行”。我相信有了这些实践的感性认识,我们以后必能更有针对性地学习理论知识。
对于我们中的大部分同学来说,还有不到一年的时间就要走上工作岗位,成为一名真正的钢厂职工了,所以现在我们必须要把四年来所学习的专业知识转化为实际工作中的能力,而这次实习可以说是同学们的一次十分宝贵的实践机会。它使我们有机会在步入工作岗位之前能对工作环境及状态有一个更加深刻的体会。只有这样,以后我们才能更好更快更强地适应紧张的工作,为未来的发展打下坚实的基础。
在此,由衷地感谢李振亮老师和方琪老师的悉心照顾与耐心引导,感谢包钢的亲切接待!
-
包钢实习报告
包钢实习报告材料与冶金学院成型张健0820861105216包钢实习报告一实习概况20xx年11月2日我们开始了为期两周的实习我们…
-
最新包钢实习报告
包钢实习报告1实习概况20##年6月24日我们开始了为期五天的专业实习,我们全班同学在三位老师的带领下参观了包头钢铁集团。这次实习…
-
包钢实习报告
内蒙古科技大学包钢生产实习实习报告材料成型及控制工程系学院姓名学号班级包钢生产实习实习报告1实习目的生产实习是我们本科教学计划中非…
-
包钢实习报告-最好的
内蒙古科技大学包钢生产实习实习报告材料成型及控制工程系20xx912学院姓名学号班级包钢生产实习实习报告1实习目的生产实习是我们本…
-
包钢生产实习报告模板
生产实习报告班级姓名学号目录引言21炼铁厂生产实习报告411炼铁厂生产工艺412主要产品生产规模413主要设备工作原理514设备维…
-
包钢实习报告
包钢实习报告一、实习概况20xx年x月x日开始了我们为期两周的实习生活,我们在老师的带领下参观了包钢企业集团,收获良多。包钢是我国…
-
包钢实习报告
内蒙古科技大学包钢生产实习实习报告材料成型及控制工程系学院姓名学号班级包钢生产实习实习报告1实习目的生产实习是我们本科教学计划中非…
-
包钢实习报告
包钢实习报告材料与冶金学院成型张健0820861105216包钢实习报告一实习概况20xx年11月2日我们开始了为期两周的实习我们…
-
包钢实习报告
viewfeba3b1555270722192ef7c7html包钢实习报告学号20xx15060220班级热动二班姓名高洁目录一…
-
包钢生产实习报告模板
生产实习报告班级姓名学号目录引言21炼铁厂生产实习报告411炼铁厂生产工艺412主要产品生产规模413主要设备工作原理514设备维…
-
毕业设计实习报告之包钢实习
内蒙古科技大学本科生毕业实习报告学生姓名刘磊学号专业机械设计制造及其自动化班级机械指导教师杨建鸣0714103725077班一实习…