数控编程实训报告
数控自动编程实训报告
姓名:
班级:
学号:
数控自动编程实训报告
实训目的:掌握自动编程软件使用操作包括几何造型:
1)线架造型
点、线、面的生成;曲线绘制、几何变换、典型零件线架造型
2)曲面造型
曲面生成、曲面编辑、典型零件曲面造型
3)实体造型
绘制草图、轮廓特征、处理特征、阵列特征、基准面、典型零件实体造型)
实训要求1)掌握点、线、面的生成方法;
2)掌握线架造型、曲面造型以及它们的几何变换;
3)掌握绘制草图、特征造型、特征处理、阵列、基准面的建立;
4)掌握典型零件的实体造型
实训内容:平面轮廓与平面型腔加工
1)平面轮廓铣的概念
①封闭轮廓、开轮廓、自交轮廓的概念
②岛的概念
③拔模斜度的概念
2)刀具的选择和刀具参数的设置
3)平面和平面型腔铣削
①行切方法
②环切方法
4)轮廓的铣加工
①轮廓铣削方向,即轮廓的顺、逆铣
②轮廓铣削时的刀具偏移方向
③轮廓的清根铣削
5)平面轮廓和型腔铣削时的走刀路线
①分层加工
②轮廓铣的切入/切出
③余量的分配
6)典型平面轮廓和型腔零件的加工方法
(2)
1)理解平面轮廓和型腔铣的基本概念
2)掌握刀具的正确选择和刀具参数的设置
3)掌握正确的刀具铣削方向
4)掌握走刀路线的正确选择
5)掌握典型平面轮廓和型腔零件的加工轨迹生成方法。
3.曲面加工
1)曲面加工的概念
2)曲面的各种粗加工方法
3)曲面的各种精加工方法
4)曲面加工的精度控制
①曲面加工时的步距精度
②曲面加工时的行距控制
5)典型曲面的加工方法
1)掌握曲面铣削的刀具参数设置
2)掌握各种粗、精的加工方法
3)掌握走刀路线的正确选择
4)掌握典型曲面零件加工轨迹的生成方法
4.孔系加工
(1)考核知识点与技能点
1)孔系加工的概念
2)孔加工刀具的参数设置
3)孔加工的走刀路线
4)孔加工的固定循环
5)典型孔系零件加工方法的综合运用
(2)考核要求
1)掌握孔加工的刀具参数设置
2)掌握孔系零件钻、扩、铰、镗的走刀路线
3)掌握孔系零件加工轨迹的生成方法
5.刀具路径的编辑与几何变换
(1)考核知识点与技能点
1)刀具路径编辑与几何变换的概念
2)刀具路径的编辑方法
3)刀具路径的参数修改
4)刀具路径编辑和参数修改的综合应用实例
(2)考核要求
1)理解刀具路径编辑与几何变换的概念
2)掌握刀具路径的编辑方法,能够实际应用。
3)掌握刀具路径的参数修改方法,能够实际应用。
后处理参数设置和数控程序
(1)考核知识点与技能点
1)CAM后处理模块的概念
2)后处理的参数设置
3)常用后处理宏变量的应用
1)掌握后处理的参数设置
2)掌握常用后处理的方法
仿真加工或实际机床演示
1)仿真加工软件的基本运用
2)仿真加工软件的参数设置
3)仿真加工的程序运行
4)数控铣床(加工中心)的操作
5)数控系统与计算机自动编程系统的通讯
1)掌握仿真软件的使用
2)掌握数控铣床(加工中心)的基本操作
3)了解数控系统与计算机之间的通讯方法
主要实训软件:caxa2004制造工程师
典型实训作品及其工艺过程:
1分析图样,选择加工内容
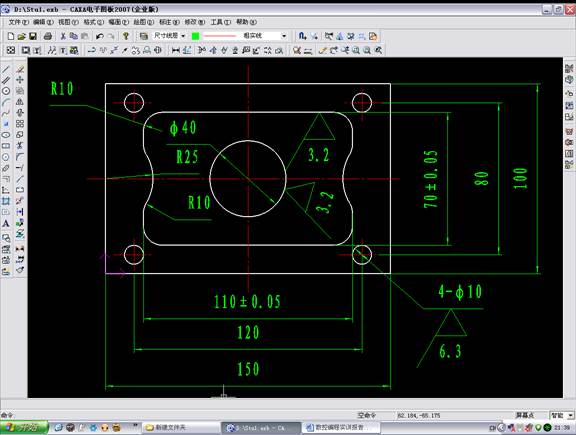
选择如图所示的安装座为实训零件,该零件材料为铝合金,毛坯为5A06铝板。考虑到实训加工的需要,零件毛坯已进行过粗加工,零件长、宽已到尺寸,故安装座的四个侧面为不加工表面,全部加工内容集中在圆台及不规则凸台及孔位的加工上。根据零件的特点选择安装座零件的左下角作为数控加工程序的零点位置。按照数控加工的一般要求和经验,先按图加工零件的几何特征,然后再进行孔的加工。下面就是安装座零件的简图:
2 选择加工设备
安装座零件的全部加工内容均位于俯视图所示的工作表面上,三轴联动数控加工设备就可以满足零件加工的需求,因此在实训操作中选择立式加工中心作为加工设备。加工表面不多,只有粗铣、精铣、粗镗、半精镗、精镗、钻、扩、锪、铰及攻螺纹等工步,所需刀具不超过20把。选用国产TH5660型立式加工中心即可满足上述需要。该机床工作台尺寸为400mm*800mm,X轴行程为600mm,Y轴行程为400mm,Z轴行程为400mm,主轴端面至工作台台面距离为125至525mm,定位精度和重复定位精度分别为0.02mm和0.01mm,刀库容量为18把,工件一次装夹后可自动完成铣、钻、镗、铰、及攻螺纹等工步的加工。
3工艺设计及工序安排
按照数控加工的一般原则并结合零件特点作如下工序安排:
1) 粗加工,完成圆台及不规则凸台的粗加工,底面及侧面均留精加工余量1;
2) 精加工:加工圆台及不规则凸台到尺寸,保证尺寸要求;
3) 进行孔位的加工:按照孔精度的不同要求,分选择钻、扩、铰及钻、扩、镗两种方法进行孔位的加工。
4数控编程
1) 刀具节点设置:与普通机械加工一样,在进行数控编程前先选择加工所用的刀具。编程中根据零件结构特点和尺寸要求选择:Φ16立铣刀为粗加工刀具,Φ12立铣刀为精加工刀具,Φ12R2立铣刀为清根刀具。同时针对零件中不同孔径的孔选择不同的钻头、铰刀、镗刀满足孔位加工的不同需求。所需刀具有面铣刀、镗刀、中心钻、麻花钻、绞刀、立铣刀及丝锥等,其规格根据加工尺寸选择。
2) 设置避让参数: 根据系统提供的菜单输入加工过程的控制信息,在交互式界面中输入刀具移动的安全平面和刀具运动的最低限制平面、切入点、切出点位置定义等。
3) 选择切削方法:铣削方式的选择决定了铣削的质量和效率,实训软件中提供了多种切削方法可供选择,如往复式切削(zig-zag)、项切削(zig)、单向带轮廓(zig with contour)、仿外轮廓(follow periphery)、仿型零件(follow part)、轮廓铣削(profile)、标准驱动切削(standard driver)等不同方法,这些方法都可已决定不同的刀轨样式。在实际编程中采用仿外轮廓(follow periphery),他的刀轨是连续切削的刀轨并有较高的效率,能维持切削稳定。
4) 选择切削余量:根据工序的不同确定底面、侧面和检查面不同的雨量数值,确保零件的加工质量和加工效率。
5) 确定步距和跨距:控制加工过程中相邻刀次的间距是决定零件加工表面质量和加工效率的重要因素,必须合理搭配。步距宽加工速度较快但表面质量差,反之则加工速度满但能得到较好的表面质量,进行工艺设计时应根据加工的不同阶段合理选取。可以用恒定切宽、刀具直径的百分比和残留波峰高度、可变等不同的方法指定不同的参数。
6) 确定切入点和切出点:切入点的确定决定了到具的起始加工位置,在精加工时这个点的选取可能会影响到侧壁的表面质量,同样切除点的位置也有可能影响侧壁的表面质量。
7) 所有孔加工进给路线均按最短路线确定,因为孔的位置精度要求不高,机床的定位精度完全能保证.
这些步骤做完后,我们就得到了我们最需要的刀轨文件。
零件加工的刀具轨迹文件产生以后,其计算结果使不能直接在数控机床上实用的,这是因为数控机床的控制系统只能识别数控指令,如G代码、M代码等。为了得到能够驱动数控机床工作的nc指令必须将刀位数据转换为特定数控指令,这个过程就是后处理。生成nc代码程序以后可以使用计算机通过数控机床的通讯端口将程序传入机床。
附件1:数控程序清单
1. AZZ1.PTP
加工程序1,此程序进行安装座零件的粗加工,加工刀具Φ16立铣刀,程序中按照深度优先的原则分两层对Φ40Х30圆台进行粗加工,每层深度15,底面及侧面均留精加工余量1,采用轮廓铣的方法绕着圆台走刀。
2. AZZ1.PTP
加工程序2,此程序进行安装座零件的粗加工,加工刀具Φ16立铣刀,程序中按照深度优先的原则分两层对不规则凸台进行粗加工,每层深度15,底面及侧面均留精加工余量1,采用轮廓铣的方法绕着不规则凸台走刀。
3. AZZ3.PTP
加工程序3,此程序进行安装座零件的精加工,加工刀具Φ12立铣刀。粗加工后余量仅有1,故程序中对Φ40Х30圆台进行精加工时底面及侧面均加工到尺寸,采用轮廓铣的方法绕着圆台走刀。使用Φ12R2刀具清根。
4. AZZ4.PTP
加工程序4,此程序进行安装座零件的精加工,加工刀具Φ12立铣刀。粗加工后余量仅有1,故程序中对不规则凸台进行精加工时底面及侧面均加工到尺寸,采用轮廓铣的方法绕着不规则凸台走刀。使用Φ12R2刀具清根。
5. AZZ5.PTP
加工程序5,此程序对安装座零件中底座上4-Φ10、4-Φ6及圆台上4-Φ6、Φ16共13个孔位进行加工。按照先大后小、先粗后精的原则安排加工顺序。在这13个孔中4-Φ10、4-Φ6、4-Φ6共12个孔精度均为h7,采用钻---扩---铰的方法加工出来即可满足要求,而Φ16孔精度较高,采用钻---扩---镗的方法满足精度要求。
2.附件2:刀具清单
T1: Φ16立铣刀
T2: Φ12立铣刀
T3: Φ12R2立铣刀
T4: Φ1中心钻
T5: Φ5麻花钻
T6: Φ5.7麻花钻
T7: Φ6 h7铰刀
T8: Φ9麻花钻
T9: Φ9.5麻花钻
T10: Φ10 h7铰刀
T11: Φ15麻花钻
T12: Φ15.5麻花钻
T13: Φ16镗刀
实训心得体会:
通过进行学习数控自动编程实这科课程之后,使我感觉到了用计算机进行编程仿真的便捷,这种高精度、高可靠性与高自动化的加工方式在实际生产中越来越普遍地得到应用。同时也使我了解到现代社会中计算机的重要性,自动编程软件的使用使得工程技术人员从枯燥的数学计算中解脱出来并且极大地提高了工作效率。
再有一点就是对操作人员的要求也越来越高,不但要掌握机床的系统,金属材料的切削特性,机床的技术参数,编程的相关知识,并且对于刀具的性能也要有一定了解。同时对于工艺的安排、工件的装夹、计算机使用及CAD/CAM软件更加得心应手。同时也要具有很好的逻辑处理分析能力。
同时我也认识到了自己的不足,还要对于编程绘图软件上多多进行的练习以适应今后的就业需求,还要进一步的提高,在工艺方面上进行多加练习,再多了解一些机床操作系统,与机床的种类及性能,以方便今后的工作需要,金属材料也要恶补。这就是我的一些心得体会。
第二篇:数控编程与加工综合实训报告模板

职业技术学院
综合实训报告
课程名称: 数控编程与加工实训
专业班级:
姓 名:
学 号:
学 期: 20##-20##-01
实训名称:数控编程与加工实训
一、实训目的
1、熟悉了解数控车床、数控铣床、数控加工中心的结构组成及工作原理。
2、熟练掌握待加工零件的装夹、定位、加工路线设置及加工参数调校等实际操作工艺。
3、熟练掌握阶梯轴、成型面、螺纹等车削零件和平面轮廓、槽形、钻、镗孔等类型铣削零件的手工及自动换刀的编程技术以及复杂曲面零件的自动编程技术。能分析判断并解决加工程序中所出现的错误。
4、学会排除机床电气及机械方面的一般性故障。
5、熟练操作数控车、数控铣床、并能加工出中等复杂程度的零件。
6、复习掌握数控编程与加工要求的其它应知、应会的内容。
二、数控机床的安全操作要求
1、工作前认真检查电网电压、油泵、润滑、油量是否正常,检查压力、冷却、油管、刀具、工装夹具是否完好,并作好机床的定期保养工作。
2、机床通电启动后,先进行机械回零操作,然后试运转5分钟,确认机械、刀具、夹具、工件、数控参数等正确无误后,方能开始正常工作。
3、认真查验程序编制、参数设置、动作排序、刀具干涉、工件装夹、开关保护等环节是否完全无误,以免循环加工时造成事故、损坏刀具及相关部件。严格按操作流程进行试切对刀,调试完成后要做好程序保护工作。
4、自动循环加工时,应关好防护拉门,在主轴旋转同时需要进行手动操作时,一定要使自己的身体和衣物远离旋转及运动部件,以免将衣物卷入造成事故。
5、主轴或刀塔刀库装刀操作一定要在机械运动停止状态下进行,并注意和协作人员间的配合,以免出现事故。在手动换刀或自动换刀时,要注意刀塔、刀库、机械手臂转动及刀具等的安装位置,身体和头部要远离刀具回转部位,以免碰伤。对加工中心机床,还应注意检查刀库刀套号与刀具号间的对应关系,以防止刀库刀号混乱造成换刀干涉或加工撞刀事故。
6、工件装夹时要夹牢,以免工件飞出造成事故,完成装夹后,要注意将卡盘扳手及其它调整工具取出拿开,以免主轴旋转后甩出造成事故。
7、机床操作者应能够处理一般性报警故障,若出现严重故障、应迅速断电、并保护现场,及时上报,并做好记录。
8、工作完毕后,应将机床导轨、工作台擦干净,并认真填写工作日志。
三、数控车床编程与加工
1、零件图
2、毛坯选择
3、工艺规划(工艺分析、刀具选择、切削用量计算、工件装夹)
4、刀具路径规划图
5、相关程序
四、数控铣床编程与加工
1、零件图
2、毛坯选择
3、工艺规划(工艺分析、刀具选择、切削用量计算、工件装夹)
4、刀具路径规划图
5、相关程序
五、本次实训的心得体会、思考和建议。
成绩: 指导教师签名:
批阅日期:
-
数控编程实训报告
数控实训报告FANUC数控铣床的操作方法一实训目的和要求1了解FANUC0iMateMc数控铣床基本原理和各部分功能2掌握常用GM…
-
数控自动编程实训报告范文
数控自动编程实训报告姓名徐杨班级学号095120xx58639数控自动编程实训报告实训目的掌握自动编程软件使用操作熟悉数控系统与计…
-
数控自动编程实训报告
数控自动编程实训报告学号一实训名称UG自动编程软件实训二实训目的以UG软件作为实训平台利用数控加工的基础理论和工艺知识针对数控铣和…
-
《数控机床与编程》实验报告
实验一数控机床面板操作一实验目的1熟悉数控车床的按钮功能及操作顺序2了解数控车床的面板及主要功能的用法3掌握数控车床的的回零及手动…
-
数控加工编程实验报告
数控加工编程实验报告班级机制092姓名陈庆学号20xx1075一课程简介1教学目的与要求突出了学与训训与练的结合数控技术与加工工艺…
-
《数控车铣复合数控加工自动编程实验》实验报告参考答案
《数控车铣复合数控加工自动编程实验》实验报告参考答案一、实验目的1掌握SKT15LMS双轴数控车削中心的基本结构2了解SKT15L…
-
数控机床的操作及编程实训报告
数控机床的操作及编程实训报告姓名学号班级数控102实训一数控车床认识及基本操作实训一目的与要求1目的1了解数控车床的结构和工作原理…
-
数控加工与编程实训报告
数控加工与编程实训实训报告班级姓名学号同组者指导老师朱凌宏谢志波丽职院机械制造加工实训中心20xx6369数控加工与编程实训报告数…
-
数控加工与编程实训报告
数控加工与编程实训报告学院机械工程学院专业机械设计制造及其自动化班级学号姓名指导老师I注意事项1工作时请穿好工作服安全鞋戴好工作帽…
-
数控编程实训报告
数控实训报告FANUC数控铣床的操作方法一实训目的和要求1了解FANUC0iMateMc数控铣床基本原理和各部分功能2掌握常用GM…
-
数控铣床编程与操作实验报告
实验四数控铣床编程与操作实验报告班级学号姓名成绩一、实验目的二、实验仪器与设备三、实验内容简述1、了解数控铣床的结构和常用功能指令…