数控编程实训报告
学生实训报告及鉴定 实训类别: 专业技能实训 院 别: 机电学院 专 业:
班 级: 姓 名:学 号:
指导教师:
教务处制
20xx年 7月1 日

课程名称: 数控机床与机床实训 课程代码: 220246 实训周数: 1
实训单位: 09机械本
实训时间: 2012.6.24~2012.6.30 学 分: 4.5 实训地点: 数控实验室
实训报告
1
实训鉴定
9
10
第二篇:数控编程实训报告
XXXX职业技术学院
实训报告
2010—2011学年度第 一 学期
题目: 数 控 编 程 姓名: 班级: XXX 09 – X 系部: 自 动 化 指导教师: X老师、X老师
日期:20xx年4月10日
实训目的
本实训是运用计算机编程的方法,通过编程指令控制机床刀具位置、毛坯转速,车出需要的零件,并保证加工精度。通过简单的学习,掌握基本的数控编程技能。
目的与任务:
1、 零件图纸的分析
2、 零件加工工艺分析
3、 数值计算
4、 编写程序清单
5、 输入数控系统并编辑
6、 道具对正、形状矫正
7、 程序检验(仿真)修改
8、 首件试切
本实训要求逐渐熟练掌握数控机床的操作步骤、熟练运用数控编程常用准备功能G指令、辅助功能M指令。在实训过程中按机床操作要求做到正确的操作机床。
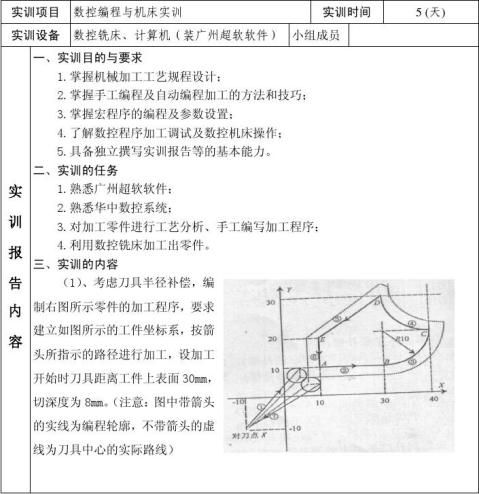
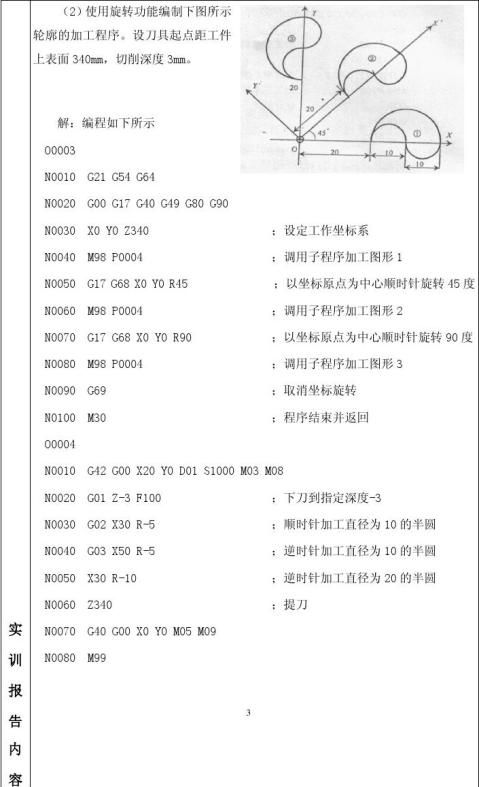
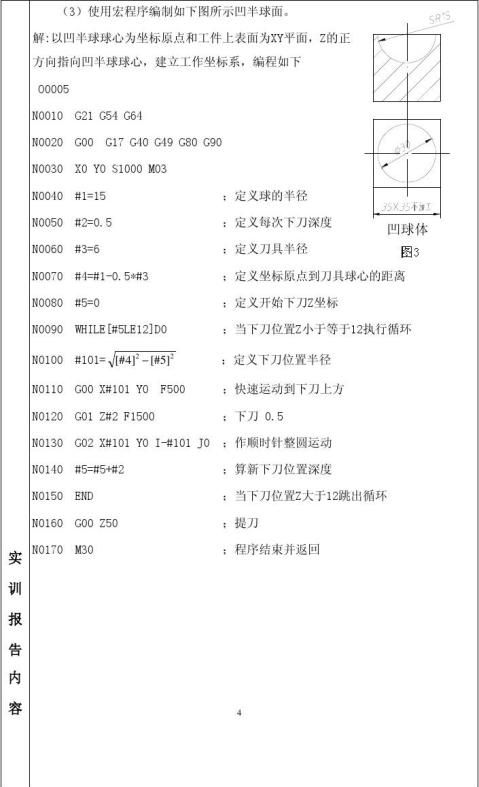
实训内容
一、掌握数控车学的基本功能指令:
1、辅助功能指令:M
①、M02:结束程序 ②、M03:主轴顺时针旋转 ③、M04:主轴逆时针旋转 ④、M05:主轴停止 ⑤、M08:冷却液打开 ⑥、M09:冷却液关闭 ⑦、M30:程序结束并返回
2、进给功能指令:F 3、主轴转速指令:S 4、刀具功能指令:T 5、准备功能指令:G
①、快速定位指令:G00 G00 X(U) Z(W) ②、直线插补指令:G01 G01 X(U) Z(W) F
③、圆弧插补指令:G02、G03 G02/G03 X(U) Z(W) R F X、Z——目标点绝对值坐标
U、W——目标点相对前一点的增量坐标
6、螺纹加工:
①、普通外螺纹切削深度及走刀次数参考表

②、螺纹大小径计算公式
大径=公称直径-0.13P
小径=大径-2*0.6495P
③、螺纹切削单次循环指令:G92
R:锥螺纹起点与终点半径差,R=0时省略。
F:导程。
7、循环加工指令:
1)、单一车削循环指令:G90、G94
G90:外径/内径切削循环指令
G94:端面切削循环指令
2)、多重循环指令:
①、G71:纵向粗车循环指令
G71 U(Δd) R(e)
G71 P(ns) Q(nf) U(Δu) W(Δw) F(f) S(s) T(t)
P(ns)…; …; B的精加工的移动指令(轮廓)
N(nf)…
Δd——背吃刀量
e——退刀量
ns——精加工形状程序段中的开始程序段号
nf——精加工形状程序段中的结束程序段号
Δu——X轴方向精加工余量
Δw——Z轴方向精加工余量
F——进给量 S——主轴转速 T——刀具号 ②、G72:端面粗车循环指令
格式同G71
③、G73:仿形粗车循环指令
G73 U(Δi) W(Δk) R(d)
G73 P(ns) Q(nf) U(Δu) W(Δw) F(f) S(s) T(t)
P(ns)…; …; 从程序段号nf的程序段为A A’B的精 …;
N(nf)…;
Δi——X轴方向粗加工切削量
Δk——Z轴方向粗加工切削量 d——重复切削次数
其余和G71一样
④、G70:精车循环指令
G70 P(ns) Q(nf)
⑤、G75:外径沟槽切削循环指令
G75 R(e)
G75 X(u) Z(w) P(Δi) Q(Δk) R(Δd) e——分层切削每次退刀量
u——X向终点坐标系
w——Z向终点坐标系
Δi——X向每次的切入两
Δk——Z向的每次移动量
Δd——切削到终点的退刀量(可以缺省)
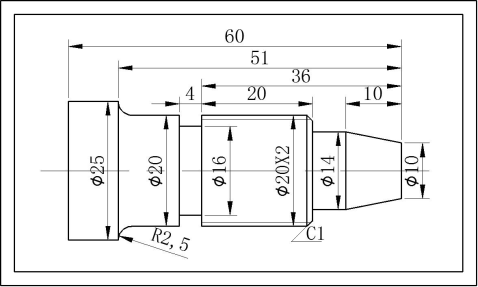
二、编程练习
1、芯轴
①图纸分析
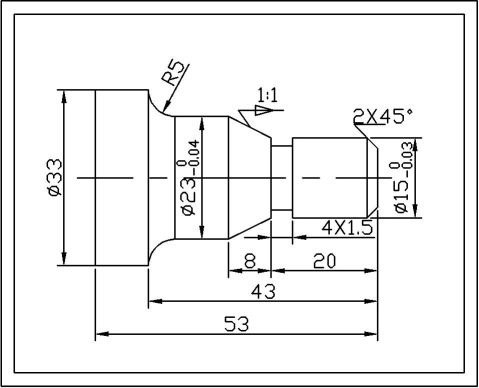
该零件为逐阶递减零件,初学编程使用外圆循环、直线插补与圆弧插补指令完成该零件车削 ②、加工步骤
端面切削加工¢33¢23外圆切削加工¢15外圆切削加工圆锥切削加工圆角切削加工沟槽切削加工 ③、编程
刀具一:外圆刀 刀具二:端面刀 刀具三:切槽刀(宽度3mm) 毛坯:¢40*150 O0001;
G54 G0 X100 Z100; T0202; M03 S500; G0 X45 Z1; G01 X0 F0.3; Z2; X45; Z0; X0;
G0 X100 Z100; T0101; G0 X42 Z1; G90 X36 Z-53; X33; X29 Z-38; X26; X23; X19 Z-20; X15; G0 X11 Z1;
G01 Z0; X15 Z-2; X28;
G0 X28 Z-19;
G90 X27 Z-28 R-4 F0.3; X23 R-4; G0 X35 Z-38;
G02 X33 Z-43 R5 F0.3; G01 X35 Z-43; G0 X100 Z100; T0303; G0 X18 Z-19; G01 X12 F0.3; X18; Z-20; X12; X18;
G0 X100 Z100; M05; M30;
2、挡销
①图纸分析
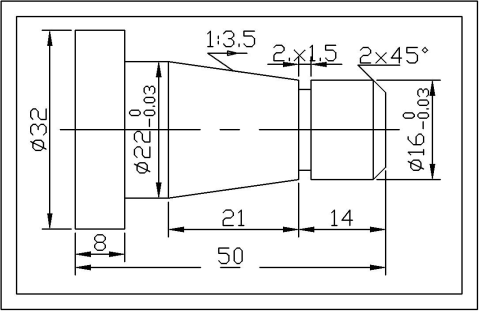
该零件为逐阶递减零件,初学编程使用外圆循环、直线插补与圆弧插补指令完成该零件车削 ②、加工步骤
端面切削加工¢32¢22外圆切削加工¢16外倒角切削加工圆锥切削加工沟槽切削加工 ③、编程
刀具一:外圆刀 刀具二:端面刀 刀具三:切槽刀(宽度2mm) 毛坯:¢40*150 O0002;
G54 G00 X100 Z100; T0202; M03 S500; G00 X45 Z3; G94 X0 Z1 F0.3; Z0;
G00 X41 Z1; G90 X36 Z-50 F0.3; X32; X28 Z-42;
X25; X22; X19 z-14; X16; G00 X12; G01 Z0; X16 Z-2; G00 X27; Z-13;
G90 X25 Z-35 R-3 F0.3;
X22 R-3; G0 X100 Z100; T0303; G00 X20 Z-14; G01 X13;
X20;
G00 X100 Z100; M05; M30;
3、螺杆
①图纸分析
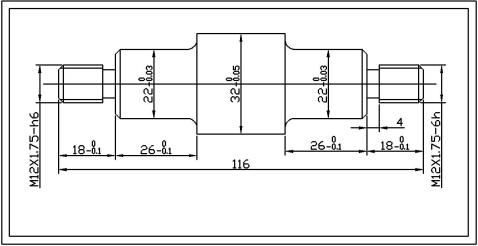
该零件为两端逐阶递减零件,编程使用外圆粗车循环、外圆精车循环、直线插补、圆弧插补与螺纹加工循环指令完成该零件车削 ②、加工步骤
端面切削加工粗车各外圆精车各外圆螺纹加工调头端面切削加工粗车各外圆精车各外圆 沟槽切削加工螺纹加工 ③、编程
刀具一:外圆刀 刀具二:端面刀 刀具三:切槽刀(宽度2mm) 毛坯:¢36*120 O0003;
G54 G00 X100 Z100; T0202; M03 S800; G0 X38 Z2; G94 X0 Z1 F0.3; Z0;
G0 X100 Z100;
T0101; G0 X35 Z1; G71 U2 R1;
G71 P10 Q20 U0.2 W0.1 F0.3; N10 G0 X7 Z2; G1 Z1;
X11.735 Z-1.5;
Z-18; X18.985; X21.985 Z-19.5; Z-41;
G02 X27.985 Z-44 R3; G01 X32 Z-44; N20 Z-74;
G70 P10 Q20 F0.1 S1000; G0 X100 Z100; T0303; G0 X14 Z-17; G1 X9; X14;
Z-18; X9; X14;
G0 X100 Z100; T0404; G0 X13 Z1;
G92 X10.773 Z-14 F1.75; X10.173; X10.132; X10.106; G0 X100 Z100; M05; M30;
工件调头,测量对刀后运行以上程序,其中Z-74省略。
4、螺塞
①图纸分析
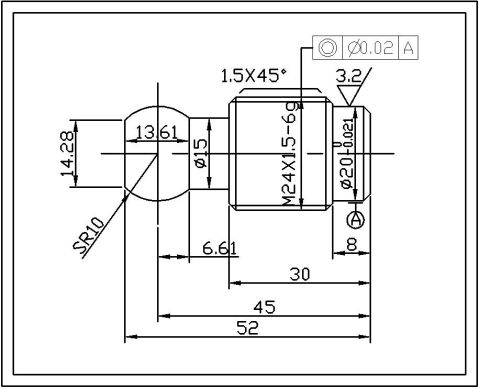
通过分析该零件,编程使用外圆粗车循环、外圆精车循环、直线插补、圆弧插补与螺纹加工循环指令完成该零件车削
②、加工步骤
端面切削加工粗车¢24和¢20精车¢24和¢20外圆外径沟槽切削循环加工精车¢15外圆螺纹加工仿形车削循环切削球面 ③、编程
刀具一:外圆刀 刀具二:端面刀 刀具三:切槽刀(宽度3mm) 刀具四:螺纹刀 毛坯:¢26*100 O0004;
G54 X100 Z100; T0202; M03 S800; G0 X30 Z-3; G94 X0 Z1 F0.3; Z0;
G0 X100 Z100; T0101; G0 X30 Z1; G71 U2 R1;
G71 P10 Q20 U0.2 W0.1 F0.3; N10 G0 X14.99; G1 X19.99 Z-1.5; Z-8; X20.85; X23.85 Z-9.5; N20 Z-60;
G70 P10 Q20 F0.1 S1200; G0 X100 Z100; T0303;
G0 X25 Z-33.1; G75 R1;
G75 X15.2 Z-38.29 P1000 Q2500 F0.3; G0 X25 Z-31.5; X23.85; X15Z-33; X15; Z-38.39; X25;
G0 X100 Z100; T0404; G0 X24 Z5; M08;
G92 X23.05 Z-32 S600; X22.45; X22.344; X22.344 M09; G0 X100 Z100; T0303; G0 X25 Z-55; G75 R1;
G75 X14 Z-57.5 P1000 Q2500 F0.3; G0 X100 Z100; T0404; G0 X25 Z-45;
G73 P30 Q40 U0.2 F0.3 S800; N30 G0 Z-36.5; G1 X15;
G03 X14.28 Z-52; N40 G1 X20;
G70 P30 Q40 F0.1 S1200; G0 X100 Z100; T0303; G0Z-55; G1 X16; G75 R1; M08;
G75 X0 Z-57.5 P1000 Q2500
M09;
G0 X100 Z100; M05; M30;
5、轴套
①图纸分析
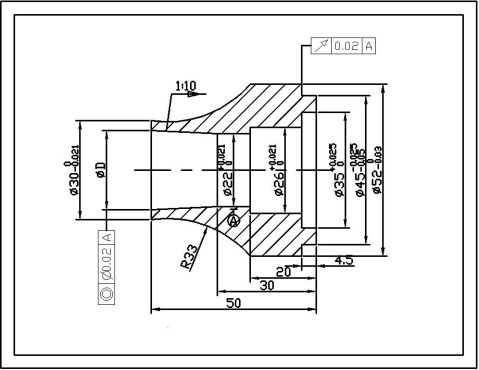
通过分析该零件,编程使用外圆粗车循环、外圆精车循环、直线插补、圆弧插补与螺纹加工循环指令完成该零件车削
②、加工步骤 端面切削加工粗车各外圆精车各外圆内孔粗加工内孔精加工调头圆弧面加工
③、编程
刀具一:外圆刀 刀具二:内孔刀
毛坯:¢54*50(内径¢21)
O0005;
G54 G0 X100 Z100;
T0101;
M03 S800
G0 X54 Z1;
G71 U2 R1;
G71 P10 Q20 U0.2 W0.1 F0.3;
N10 G0 X44.962; G1 Z-4.5; X51.985; N20 Z-22; G70 P10 Q20 F0.1 S1200; G0 X100 Z100;
T0202; G0 X20 Z2;
G71 P30 Q40 U0.2 W0.1 F0.3 S800; N30 G1 X35.013; Z-4.5; X26.011; Z-20; 调头,对刀 O0006;
G54 G0 X100 Z100; T0101; M03 S800; G0 X54 Z1; G71 U2 R1;
G71 P50 Q60 U0.2 W0 F0.3; N50 G0 X29.989;
X22.011; Z-30;
N40 X24.011 Z-50; G70 P30 Q40 F0.1 S1200; G0 X100 Z100; M05;
G1 Z0;
N60 G2 X51.985 Z-30 R33; G70 P50 Q60 F0.1 S1200; G0 X100 Z100; M05; M30;
6、考试
①图纸分析
该零件为逐阶递减零件,编程使用外圆循环、直线插补、圆弧插补与螺纹切削循环指令完成该零件车削 ②、加工步骤
端面切削加工粗车各外圆精车各外圆螺纹加工
③、编程
刀具一:外圆刀 刀具二:端面刀 刀具三:切槽刀(宽度3mm) 刀具四:螺纹刀 毛坯:¢28*150 O0007;
G54 G00 X100 Z100; T0202; M03 S800; G0 X28 Z3; G94 X0 Z1 F0.3; Z0;
G00 X100 Z100; T0101; G0 X26 Z1; G71 U2 R1;
G71 P10 Q20 U0.2 W0.1 F0.3 S800; N10 G0 X10; G01 Z0; X14 Z-10; Z-16; X17.74; X19.74 Z-17; Z-40; X20; Z-48.5;
G02 X25 Z-51 R2.5;
N20 Z-68;
G70 P10 Q20 F0.1 S1200; G0 X100 Z100; T0303; G0 X22 Z-39; G01 X16; X22; Z-40; X16; X22;
G0 X100 Z100; T0404; G0 X22 Z-14; G92 X18.34 Z-38; X17.54; X17.14; X16.96; X16.96; G0 X100 Z100; M05; M30;
总结
通过这次实训,我比较熟练的掌握了数控编程的几个常用指令,初步学会了数控机床的简单操作,初步学会了怎样利用数控编程来加工一些简单零件。在学习过程中,学会了发现问题,解决问题,使得在实训期间得到了很多的知识。
但是,我们在很短的时间里面,学习到的都只是一些很简单的知识,真的还想学好数控编程,还需要自己不断的努力!
-
数控编程实训报告
数控实训报告FANUC数控铣床的操作方法一实训目的和要求1了解FANUC0iMateMc数控铣床基本原理和各部分功能2掌握常用GM…
-
数控自动编程实训报告范文
数控自动编程实训报告姓名徐杨班级学号095120xx58639数控自动编程实训报告实训目的掌握自动编程软件使用操作熟悉数控系统与计…
-
数控自动编程实训报告
数控自动编程实训报告学号一实训名称UG自动编程软件实训二实训目的以UG软件作为实训平台利用数控加工的基础理论和工艺知识针对数控铣和…
-
《数控机床与编程》实验报告
实验一数控机床面板操作一实验目的1熟悉数控车床的按钮功能及操作顺序2了解数控车床的面板及主要功能的用法3掌握数控车床的的回零及手动…
-
数控加工编程实验报告
数控加工编程实验报告班级机制092姓名陈庆学号20xx1075一课程简介1教学目的与要求突出了学与训训与练的结合数控技术与加工工艺…
-
《数控车铣复合数控加工自动编程实验》实验报告参考答案
《数控车铣复合数控加工自动编程实验》实验报告参考答案一、实验目的1掌握SKT15LMS双轴数控车削中心的基本结构2了解SKT15L…
-
数控机床的操作及编程实训报告
数控机床的操作及编程实训报告姓名学号班级数控102实训一数控车床认识及基本操作实训一目的与要求1目的1了解数控车床的结构和工作原理…
-
数控加工与编程实训报告
数控加工与编程实训实训报告班级姓名学号同组者指导老师朱凌宏谢志波丽职院机械制造加工实训中心20xx6369数控加工与编程实训报告数…
-
数控加工与编程实训报告
数控加工与编程实训报告学院机械工程学院专业机械设计制造及其自动化班级学号姓名指导老师I注意事项1工作时请穿好工作服安全鞋戴好工作帽…
-
数控编程实训报告
数控实训报告FANUC数控铣床的操作方法一实训目的和要求1了解FANUC0iMateMc数控铣床基本原理和各部分功能2掌握常用GM…
-
数控铣床编程与操作实验报告
实验四数控铣床编程与操作实验报告班级学号姓名成绩一、实验目的二、实验仪器与设备三、实验内容简述1、了解数控铣床的结构和常用功能指令…