数控编程实训报告doc
数控编程实训报告
实训报告
实训目的:掌握自动编程软件使用操作包括几何造型:
1) 线架造型
点、线、面的生成;曲线绘制、几何变换、典型零件线架造型
2) 曲面造型
曲面生成、曲面编辑、典型零件曲面造型
3) 实体造型
绘制草图、轮廓特征、处理特征、阵列特征、基准面、典型零件实体造型)
实训要求1)掌握点、线、面的生成方法;
2)掌握线架造型、曲面造型以及它们的几何变换;
3)掌握绘制草图、特征造型、特征处理、阵列、基准面的建立;
4)掌握典型零件的实体造型
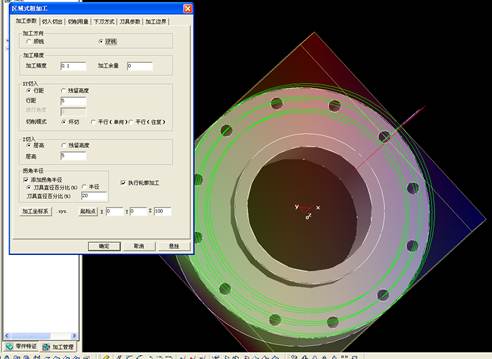
实训内容:平面轮廓与平面型腔加工
1)平面轮廓铣的概念
① 封闭轮廓、开轮廓、自交轮廓的概念
② 岛的概念
③ 拔模斜度的概念
2)刀具的选择和刀具参数的设置
3)平面和平面型腔铣削
① 行切方法
② 环切方法
4)轮廓的铣加工
① 轮廓铣削方向,即轮廓的顺、逆铣
② 轮廓铣削时的刀具偏移方向
③ 轮廓的清根铣削
5)平面轮廓和型腔铣削时的走刀路线
① 分层加工
② 轮廓铣的切入/切出
③ 余量的分配
6)典型平面轮廓和型腔零件的加工方法
(2)
1)理解平面轮廓和型腔铣的基本概念
2)掌握刀具的正确选择和刀具参数的设置
3)掌握正确的刀具铣削方向
4)掌握走刀路线的正确选择
5)掌握典型平面轮廓和型腔零件的加工轨迹生成方法。
3.曲面加工
1)曲面加工的概念
2)曲面的各种粗加工方法
3)曲面的各种精加工方法
4)曲面加工的精度控制
① 曲面加工时的步距精度
② 曲面加工时的行距控制
5)典型曲面的加工方法
1)掌握曲面铣削的刀具参数设置
2)掌握各种粗、精的加工方法
3)掌握走刀路线的正确选择
4)掌握典型曲面零件加工轨迹的生成方法
4.孔系加工
(1)考核知识点与技能点
1)孔系加工的概念
2)孔加工刀具的参数设置
3)孔加工的走刀路线
4)孔加工的固定循环
5)典型孔系零件加工方法的综合运用
(2)考核要求
1)掌握孔加工的刀具参数设置
2)掌握孔系零件钻、扩、铰、镗的走刀路线
3)掌握孔系零件加工轨迹的生成方法
5.刀具路径的编辑与几何变换
(1)考核知识点与技能点
1)刀具路径编辑与几何变换的概念
2)刀具路径的编辑方法
3)刀具路径的参数修改
4)刀具路径编辑和参数修改的综合应用实例
(2)考核要求
1)理解刀具路径编辑与几何变换的概念
2)掌握刀具路径的编辑方法,能够实际应用。
3)掌握刀具路径的参数修改方法,能够实际应用。
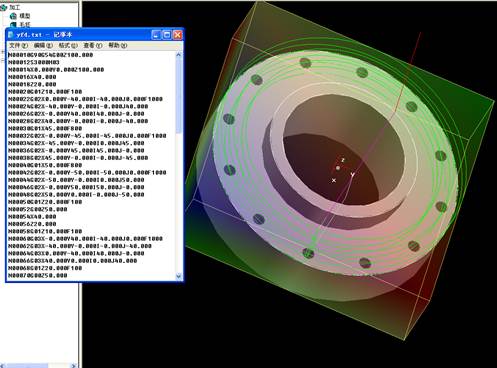
后处理参数设置和数控程序
(1)考核知识点与技能点
1)CAM后处理模块的概念
2)后处理的参数设置
3)常用后处理宏变量的应用
1)掌握后处理的参数设置
2)掌握常用后处理的方法
仿真加工或实际机床演示
1)仿真加工软件的基本运用
2)仿真加工软件的参数设置
3)仿真加工的程序运行
4)数控铣床(加工中心)的操作
5)数控系统与计算机自动编程系统的通讯
1)掌握仿真软件的使用
2)掌握数控铣床(加工中心)的基本操作
3)了解数控系统与计算机之间的通讯方法
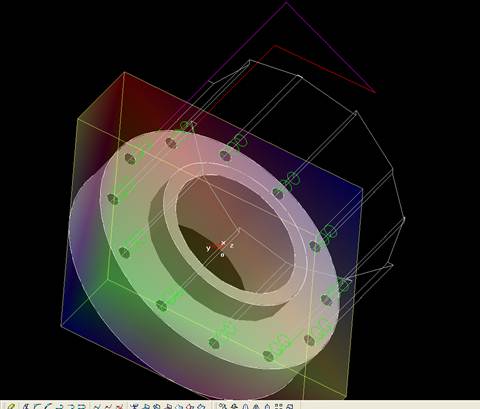
主要实训软件:caxa2004制造工程师
典型实训作品及其工艺过程:
1零件材料:本法兰材料是45号钢材板料,车成直径100mm厚度30mm的圆,其他地方采用铣销加工。
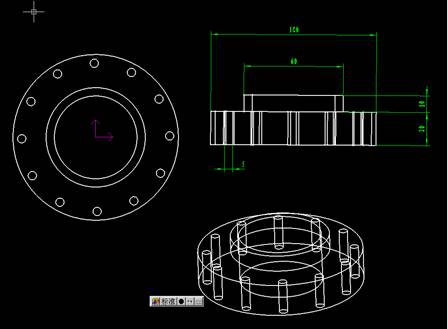
2选用设备:选用立式加工数控铣床。因为加工部位不多所以采用XH5750数控铣床就能满足加工要求。该机床工作台尺寸800mm*300mm,X轴行程500mm,Y轴行程300mm,Z轴行程300mm。主轴端面至工作台台面距离为125至525mm,定位精度和重复定位精度分别为0.02mm和0.01mm。
3 装夹方法:零件采用三爪卡盘装夹
4加工方法:
1)铣销深度10mm下线。选用Ф20铣刀加工。
2)零件中间Ф50孔先用钻头打底孔,然后用铣刀用圆切加工。
3)对零件上12个Ф5孔加工。选用Ф3铣刀进行加工。
由于Ф60圆没有公差,所以采用一次铣销的方法,不分粗,精加工。孔采用圆切铣销的方法。
4)零件先加工下线和中间孔,在加工圆一周孔。

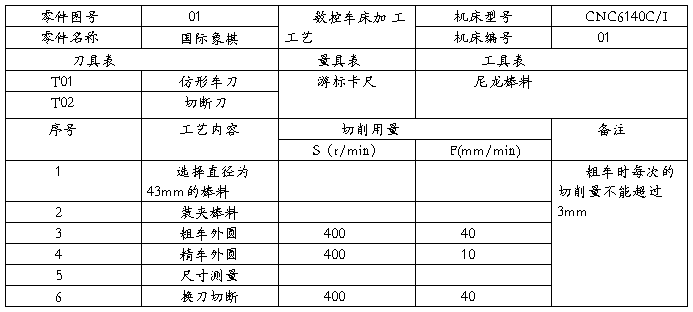
数控加工工序卡片

实训心得体会:
通过进行学习数控自动编程实这科课程之后,使我感觉到了在用进算计进行编程仿真的便捷与高精度高可靠性与高自动化的加工方式越来越普遍。计算机的高可靠、高精度、高自动化的加工方式完全的震撼着我。让我知道了自己的不足,要更快的更好的学好新的操作技能,才能满足计算机操作加工的需要。这也表明了计算机虽然功能强大,但是对操作者的要求也越来越高了。通过学习使我对数控编程有了进一步提高。在工作中也更得心应手。
张 洋
07春 数控
第二篇:数控编程实训报告----docx
数控编程技术实训报告
一、实习目的:
1、熟练掌握CNC6140C/I系统的数控车床的编程;
2、熟练利用FANUC软件进行加工模拟,尤其是掌控对刀的方法,以及利用软件模拟和检验所编程序是否正确;
3、通过零件的加工过程,熟练掌握数控车床的操作方法;
4、掌握数控车削的过程、数控加工工艺的过程等。
二、实习内容及作业要求:
实验内容:
根据自己所设计的零件图,确定加工工艺,编制加工程序,在数控模拟机上进行仿真模拟,然后在数控机床上进行空运行,最后按照所编写的程序将所设计的零件加工出来。
作业要求:
自己绘制一个中等复杂的零件图,并且要求确定加工工艺以及所编制的程序,要求有零件图及实物图。
三、实习设备、工具和材料:
1、FUNAC数控仿真软件、绘图软件;
2、CNC6140C/I数控车床;
3、刀具:仿形车刀、切槽刀;
4、夹具:三爪卡盘;
5、量具:游标卡尺;
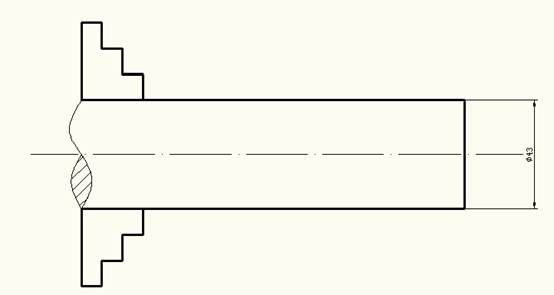
6、材料:直径为43mm的尼龙棒料。
四、工件的零件图、加工工艺、过程以及数控程序的编制
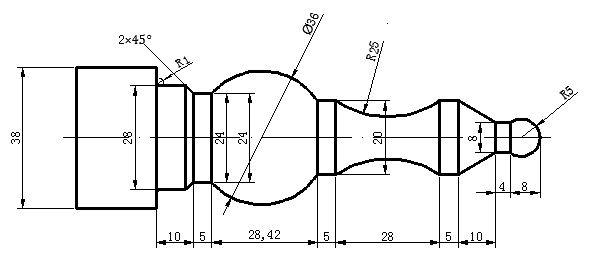
1、零件图:
2、加工工艺:
五、加工过程:
1、工件的装夹,回零点并通过对刀设置工件坐标系:
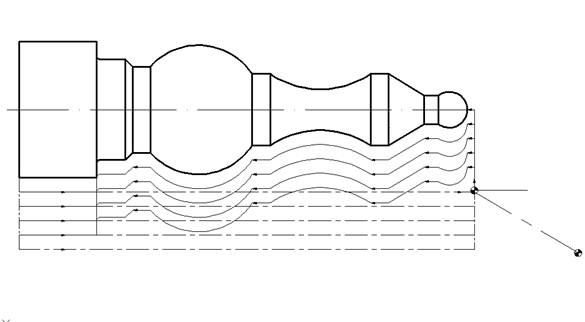
2、加工走刀路线图:
3、换切断刀手动切断。
六、数控程序:
O1033 /程序名/
T0101; 换一号刀用一号刀补
M03 S400; 主轴正转,转速400
G00 X45.0 Z2.0 F40; 快速运动到对刀点X45.0 Z2.0
G73 U2 W1 R4; 循环指令,粗加工4次,退刀
X 2mm Z 1mm
G73 P01 Q05 U0.2 W0.05 ; 精加工余量0.2mm、0.1mm
精加工
N01 G00 X0; 快速运动到X0 Z2
G01 G01 Z0 F10; 直线插补到X0 Z0
G03 X8 Z-8 R5; 逆时针圆弧插补到X8Z-8R5
G01 G01 Z-12; 直线插补到X8 Z-12
G01 X20 Z-22; 直线插补到X20 Z-22
G01 Z-27; 直线插补到X20 Z-27
G02 X20 Z-55 R25; 顺时针圆弧插补到X20 Z-55R25
G01 X-60; 直线插补到X20 Z-60
G03 X24 Z-88.42 R18; 逆时针圆弧插补到X24 Z-88.42
R18
G01 Z-93.42; 直线插补到X24 Z93.42
G01 X28 Z-95.42; 直线插补到X28 Z-95.42
G01 X28 Z-103.42; 直线插补到X28 Z-103.42
G01 X38; 直线插补到X38 Z-103.42
N05G01 Z-125; 直线插补到X38 Z-125
G01 X45; 直线插补到X45 Z-125
G00 Z2; 快速运动到X45Z2
G70 P01 Q05 F10; 执行N01到N05段的精加工程序
G00 X100 Z100; 快速运动到X100 Z100
M05; 停止主轴
M30; 结束程序
七、实习总结:
此次实习,不仅增长了知识,也得到了意志上的锻炼,也养成了我们办事要认真、耐心、注意安全,可以说这是一次财富。机加实习培养和锻炼了我们,提高了我们的整体综合素质,使我们不但对机加实习的重要意义有了更深层次的认识,而且提高了我们的实践动手能力。使我们更好的理论与实际相结合,巩固了我们的所学的知识。
我们已经步入社会,就业单位不会像老师那样点点滴滴细致入微地把要做的工作告诉我们,更多的是需要我们自己去观察、学习。不具备这项能力就难以胜任未来的挑战。随着科学的迅猛发展,新技术的广泛应用,会有很多领域是我们未曾接触过的,只有敢于去尝试才能有所突破,有所创新。就像我们接触到的数控车床,虽然它的危险性很大,但是要求每个同学都要去操作而且要作出成品,这样就锻炼了大家敢于尝试的勇气。数控实习带给我们的,不全是我们所接触到的那些操作技能,也不仅仅是通过几项工种所要求我们锻炼的几种能力,更多的则需要我们每个人在实习结束后根据自己的情况去感悟,去反思,勤时自勉,有所收获,使这次实习达到了他的真正目的。
数据实习不仅可以让我们获得了机械制造的基础知识,了解了机械制造的一般操作,提高了自己的操作技能和动手能力,而且加强了理论联系实际的锻炼,提高了工程实践能力,培养了工程素质。对我们来说,数控技术实习是一次很好的学习、锻炼的机会,甚至是我们生活态度的教育的一次机会!
在我认为实习的本身目的就是锻炼我们的动手能力以及对工业知识的基本认识。它不同于课本教育,因为它有我们动手操作的空间!我之所以对实习有一种说不出的留恋,是因为我早已被老师们幽默的讲解和生动的描述所吸引。任何一个的简单工件的车削,我们都要知道它的数控程序怎么编出来的。生活中的我们,早已习惯了那些现成的东西,在用的同时,也不会多想它究竟是如何得来的,如果偶尔有人问起,也会很不以为然的说,这不是我们所应该知道的。现在才知道这种想法是多么幼稚,从而也让我知道了数控技术实习对我们是多么重要!
学习了数控车床的仿真与实际操作,经过短暂的学习,掌握了仿真模拟软件的使用以及实际机床的操作。尤其是在老师指导下,学会了如何正确安装刀具,以及如何对刀。车床不象铣床,存在着一定的人身与设备的危险。在操作过程中,认真遵守操作规程,遇到问题随时向老师请教。但是由于时间较短,刚熟练时却结束了课程,本还想往精通发展。以后要认真学习,提高编程水平,并加强操作水平的提高。
总之,本次数控实训确实比以前提高了水平,尤其在实际操作方面。遗憾的是时间有些短,刚上瘾就结束了。通过实训也发现了自己的不足,主要是零件的工艺以及实践经验方面有欠缺。今后要多到工厂、车间去,虚心向工人师傅学习,提高自己的专业素质。
通过进行学习数控自动编程实这科课程之后,使我感觉到了用计算机进行编程仿真的便捷,这种高精度、高可靠性与高自动化的加工方式在实际生产中越来越普遍地得到应用。同时也使我了解到现代社会中计算机的重要性,自动编程软件的使用使得工程技术人员从枯燥的数学计算中解脱出来并且极大地提高了工作效率。再有一点就是对操作人员的要求也越来越高,不但要掌握机床的系统,金属材料的切削特性,机床的技术参数,编程的相关知识,并且对于刀具的性能也要有一定了解。同时对于工艺的安排、工件的装夹、计算机使用及CAD/CAM软件更加得心应手。同时也要具有很好的逻辑处理分析能力。
同时我也认识到了自己的不足,还要对于编程绘图软件上多多进行的练习以适应今后的就业需求,还要进一步的提高,在工艺方面上进行多加练习,再多了解一些机床操作系统,与机床的种类及性能,以方便今后的工作需要,金属材料也要恶补。
为期两周的数控自动编程实训就结束了,但是它带给我的感受却永远的留在了我的心中。总的来说,这次为期两周的实训是一次有意义的学习,并且给了我今后的学习工作上的重要的经验。在以后的时间里恐怕不会再有这样的机会让我们去体验这样的实训了,也恐怕难有这样的幸运去体验身边的每一样东西到底是如何制造出来的了
-
数控编程实训报告
数控实训报告FANUC数控铣床的操作方法一实训目的和要求1了解FANUC0iMateMc数控铣床基本原理和各部分功能2掌握常用GM…
-
数控自动编程实训报告范文
数控自动编程实训报告姓名徐杨班级学号095120xx58639数控自动编程实训报告实训目的掌握自动编程软件使用操作熟悉数控系统与计…
-
数控自动编程实训报告
数控自动编程实训报告学号一实训名称UG自动编程软件实训二实训目的以UG软件作为实训平台利用数控加工的基础理论和工艺知识针对数控铣和…
-
《数控机床与编程》实验报告
实验一数控机床面板操作一实验目的1熟悉数控车床的按钮功能及操作顺序2了解数控车床的面板及主要功能的用法3掌握数控车床的的回零及手动…
-
数控加工编程实验报告
数控加工编程实验报告班级机制092姓名陈庆学号20xx1075一课程简介1教学目的与要求突出了学与训训与练的结合数控技术与加工工艺…
-
《数控车铣复合数控加工自动编程实验》实验报告参考答案
《数控车铣复合数控加工自动编程实验》实验报告参考答案一、实验目的1掌握SKT15LMS双轴数控车削中心的基本结构2了解SKT15L…
-
数控机床的操作及编程实训报告
数控机床的操作及编程实训报告姓名学号班级数控102实训一数控车床认识及基本操作实训一目的与要求1目的1了解数控车床的结构和工作原理…
-
数控加工与编程实训报告
数控加工与编程实训实训报告班级姓名学号同组者指导老师朱凌宏谢志波丽职院机械制造加工实训中心20xx6369数控加工与编程实训报告数…
-
数控加工与编程实训报告
数控加工与编程实训报告学院机械工程学院专业机械设计制造及其自动化班级学号姓名指导老师I注意事项1工作时请穿好工作服安全鞋戴好工作帽…
-
数控编程实训报告
数控实训报告FANUC数控铣床的操作方法一实训目的和要求1了解FANUC0iMateMc数控铣床基本原理和各部分功能2掌握常用GM…
-
数控加工与编程实训总结
实训总结转眼间为期2周的数控加工与编程实训已经结束了,经过2周的实训让我学到了许多知识,回想实训这几天我确实有很大的收获。在指导老…