专利范本
说 明 书 摘 要
本发明公开了一种汽车膨胀阀的气体灌装机及其使用方法。它包括点焊机、进气管、出气管、固定支架、工件固定架、密封圈、上拨杆、上紧固螺栓、下拨杆、下紧固螺栓。本发明适用于向膨胀阀中灌装一定压力的气体,并采用点焊工艺进行密封的工件的生产。将密封焊料和膨胀阀依次放入固定支架中,转动上拨杆和下拨杆,通过上顶紧块和下顶紧块压紧密封焊料和膨胀阀,使膨胀阀处于密封环境中,抽真空后,充入特定气体达预设压力,然后进行点焊,将气体密封于膨胀阀中。本发明使用方法简单,对工人的技术水平要求低,生产效率高,且是在普通点焊机上进行改装而成,加工简单且成本低,适用于多种膨胀阀的特定气体灌装。(300字以内,第一句套用即可,后面写上专利的结构,连接方式或使用方法,优点等。)
权 利 要 求 书 (权利要求内的所有编号都要带括号书)
1.一种汽车膨胀阀的气体灌装机,其特征在于包括点焊机的上机臂(16)和下机臂(9),以及上顶紧螺栓(1)、上拨杆(2)、上紧固螺钉(3)、固定架
(4)、气压表通管(5)、密封圈(6)、下顶紧块(7)、下紧固螺钉(8)、下顶紧螺栓(10)、下拨杆(11)、进气管(12)、工件固定架(13)、出气管(14)、上固定套筒(15)、密封焊料(17)、下固定套筒(18)、上顶紧块(19)和膨胀阀(20);(这里是分号,按编号顺序写上专利的各部分)上拨杆(2)穿过上顶紧螺栓(1)上端孔固定,上顶紧螺栓(1)穿过上固定套筒(15)和固定架(4),与上顶紧块(19)固定,用上紧固螺钉(3)将上固定套筒(15)固定于上机臂
(16)中,上固定套筒(15)与固定架(4)固定,密封圈(6)嵌于固定架(4)的凹槽中,工件固定架(13)与下顶紧块(7)固定,下顶紧块(7)与下顶紧螺栓(10)固定,下顶紧螺栓(10)穿过下固定套筒(18),下固定套筒(18)通过下紧固螺钉(8)固定于下机臂(9)中,下拨杆(11)穿过下顶紧螺栓(10)下端孔固定,进气管(12)、出气管(14)和气压表通管(5)均固定于固定架
(4)中,进气管(12)、出气管(14)和气压表通管(5)均与固定架(4)中心部分相连通,气压表通管(5)与气压表连接。(写专利各部分的连接方式,有些不重要的可以以“固定”之类的词带过,只写连接方式,不写连接的优点,原理之类的东西)
2.根据权利要求1所述的一种汽车膨胀阀的气体灌装机,其特征在于所述的下顶紧块(7)与固定架(4)之间设有密封装置。(除了专利的结构连接,你还需要保护的东西,2.3.4.。。一般情况下,专利的权利要求书不超过10条)
3.根据权利要求1所述的一种汽车膨胀阀的气体灌装机,其特征在于所述的出气管(14)与抽真空泵相连,进气管(12)与所灌装气体的进气泵相连。
4. 一种如权利要求1所述的汽车膨胀阀的气体灌装机的使用方法,其特征在于包括以下步骤:(有方法则写方法,没有则不写)
1)依次放入密封焊料(17)和膨胀阀(20),密封焊料(17)放于工件固定架(13)上,膨胀阀(20)放于固定架(4)中,压住密封圈(6)使膨胀阀
(20)紧贴于固定架(4)中;
2)转动上拨杆(2),使上顶紧块(19)压紧膨胀阀(20),从而使下顶紧块(7)、固定架(4)和膨胀阀(20)之间形成密封空间;
3)打开抽真空泵,抽出密封空间中的空气后,关闭出气管(14);
4)打开进气管(12),灌入气体,达到预设气压后,关闭进气管(12);
5)转动下拨杆(11),使上顶紧块(19)和下顶紧块(7)顶紧密封焊料(17)和膨胀阀(20);
6)按下点焊机开关,进行点焊,使密封焊料(17)和膨胀阀(20)的接触处熔化,封住膨胀阀(20)中的气体;
7)打开出气管(14),抽出密封空间中的多余气体;
8)转动上拨杆(2)和下拨杆(11),松开上顶紧块(19)和下顶紧块(7),取出工件,即可再次放入密封焊料(17)和膨胀阀(20),进行下一次加工。
说 明 书
汽车膨胀阀的气体灌装机及其使用方法
技术领域
本发明涉及一种汽车膨胀阀的气体灌装机,特别是针对特殊气体,如有害气体或者稀有气体的灌装机。(套用)
背景技术
(只写别人怎么做或别人做法的优缺点,尽量详细,不写自己的专利)
汽车膨胀阀是组成汽车空调制冷系统的主要部件,安装在蒸发器入口处,利用感温包内的敏感气体温度敏感性(如氟利昂在低温时为液态,高温时气化)来控制阀的开闭,从而控制进入蒸发器的液态制冷剂流量,感温包和蒸发器出口管接触,蒸发器出口温度降低时,感温包体积收缩,膨胀阀阀口将闭合,借以限制制冷剂进入蒸发器。相反,如果蒸发器出口温度升高,膨胀阀量口将开启,借以增加制冷剂流量。故汽车膨胀阀的密封性要求极高,一旦气体泄漏,则阀失效。
现有的汽车膨胀阀的气体灌装工艺多采用精密仪器进行,并需要辅以行程控制开关,以控制其中的气体流动及气压大小。采用精密仪器,使用方法复杂,不仅生产成本高昂,且维护维修费用也非常高,容易发生漏气,影响精度。同时,气体灌装后,难以密封,难免会有漏气。特别是对于小而精的零件,密封难度更大,现有的工艺针对小型零件的气体灌装,多采用外接管道的方法进行密封,不仅浪费气体和管道材料,也影响了外观。采用精密仪器的方法仅适用于有毒气体或生产成本较高的气体灌装,而不适用于低成本生产的气体灌装。 发明内容
(此处所有内容不要编号)
本发明的目的是克服现有技术的不足,提供一种汽车膨胀阀的气体灌装机及其使用方法。(套用)
(以下部分将权利要求书中的编号删掉,复制粘贴过来,不得改动一个字,否则会认为发明内容不支持权利要求书)
汽车膨胀阀的气体灌装机包括点焊机的上机臂和下机臂,以及上顶紧螺栓、上拨杆、上紧固螺钉、固定架、气压表通管、密封圈、下顶紧块、下紧固螺钉、下顶紧螺栓、下拨杆、进气管、工件固定架、出气管、上固定套筒、密封焊料、下固定套筒、上顶紧块和膨胀阀;上拨杆穿过上顶紧螺栓上端孔固定,上顶紧螺栓穿过上固定套筒和固定架,与上顶紧块固定,用上紧固螺钉将上固定套筒固定于上机臂中,上固定套筒与固定架固定,密封圈嵌于固定架的凹槽中,工件固定架与下顶紧块固定,下顶紧块与下顶紧螺栓固定,下顶紧螺栓穿过下固定套筒,下固定套筒通过下紧固螺钉固定于下机臂中,下拨杆穿过下顶紧螺栓下端孔固定,进气管、出气管和气压表通管均固定于固定架中,进气管、出气管和气压表通管均与固定架中心部分相连通,气压表通管与气压表连接。
所述的下顶紧块与固定架之间设有密封装置。
所述的出气管与抽真空泵相连,进气管与所灌装气体的进气泵相连。
汽车膨胀阀的气体灌装机的使用方法包括以下步骤:
1)依次放入密封焊料和膨胀阀,密封焊料放于工件固定架上,膨胀阀放于固定架中,压住密封圈使膨胀阀紧贴于固定架中;
2)转动上拨杆,使上顶紧块压紧膨胀阀,从而使下顶紧块、固定架和膨胀阀之间形成密封空间;
3)打开抽真空泵,抽出密封空间中的空气后,关闭出气管;
4)打开进气管,灌入气体,达到预设气压后,关闭进气管;
5)转动下拨杆,使上顶紧块和下顶紧块顶紧密封焊料和膨胀阀;
6)按下点焊机开关,进行点焊,使密封焊料和膨胀阀的接触处熔化,封住膨胀阀中的气体;
7)打开出气管,抽出密封空间中的多余气体;
8)转动上拨杆和下拨杆,松开上顶紧块和下顶紧块,取出工件,即可再次放入密封焊料和膨胀阀,进行下一次加工。
(写上本专利的优点,尽量详细)
使用本发明,灌装和密封一次性完成,生产效率高,操作简单,对于不同形状的工件,只需改变固定架的形状和大小或调节密封圈的数目及大小。在工件与机器之间形成密封空间,进行灌装,同时根据点焊原理,在点焊机上进行改装,在充入气体后直接点焊密封,不仅成本低廉,且工艺简单,操作方便,点焊密封的接点很小,不影响产品外观。灌装气体可以回收后再次提纯,不仅提高原料利用率,对于有害气体,回收再利用也减少了污染。本发明在点焊机的基础上改装而成,将灌装和密封集于一台机器,设备成本低。
附图说明
(格式套用)
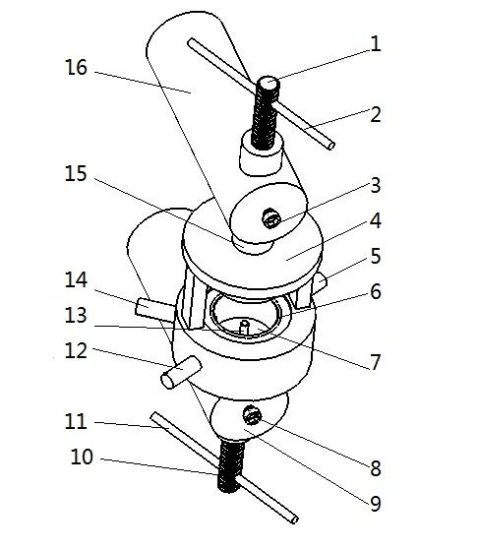
图1为本发明汽车膨胀阀的气体灌装机的示意图;
图2为本发明汽车膨胀阀的气体灌装机的下半部分示意图(卸除固定架); 图3为本发明汽车膨胀阀的气体灌装机的上半部分示意图;
图4为本发明汽车膨胀阀的气体灌装机的膨胀阀安放示意图;
图5为本发明汽车膨胀阀的气体灌装机的膨胀阀典型结构示意图;
图中,(此处编号不要括号)上顶紧螺栓1、上拨杆2、上紧固螺钉3、固定架4、气压表通管5、密封圈6、下顶紧块7、下紧固螺钉8、下机臂9、下顶紧螺栓10、下拨杆11、进气管12、工件固定架13、出气管14、上固定套筒15、上机臂16、密封焊料17、下固定套筒18、上顶紧块19、膨胀阀20。
具体实施方式
(此处所有内容编号不要括号,只要数字)
可按图叙述专利,但是权利要求书的内容必须能在以下内容中找到,不得改动权利要求书中的内容,但是添加内容。
或者直接将权利要求书复制,对其进行扩充,仍不得改变权利要求书中的内容。
如图1、2、3所示,汽车膨胀阀的气体灌装机包括点焊机的上机臂16和下机臂9及上顶紧螺栓1、上拨杆2、上紧固螺钉3、固定架4、气压表通管5、密封圈6、下顶紧块7、下紧固螺钉8、下顶紧螺栓10、下拨杆11、进气管12、工件固定架13、出气管14、上固定套筒15、密封焊料17、下固定套筒18、上顶紧块19、膨胀阀20;上拨杆2穿过上顶紧螺栓1上端孔固定,上顶紧螺栓1穿过上固定套筒15和固定架14,与上顶紧块19固定,用上紧固螺钉3将上固定套筒15固定于上机臂16中,上固定套筒15与固定架4固定,密封圈6嵌于固定架4的凹槽中,工件固定架13与下顶紧块7固定,下顶紧块7与下顶紧螺栓1010固定,下顶紧螺栓10穿过下固定套筒18,下拨杆11穿过下顶紧螺栓10下端孔固定,下固定套筒18通过下紧固螺钉8固定于下机臂9中,进气管
12、出气管14和气压表通管5采用焊接方式固定于固定架4中,进气管12、出气管14和气压表通管5均与固定架4中心部分相连通,气压表通管5与气压表连接,气压表指示其密封空间中的气压。
如图4所示,使用本发明时,先放入密封焊料17,密封焊料17放于工件固定架13上,再放入膨胀阀20,膨胀阀20放于固定架4中,通过密封圈6使膨胀阀20紧贴于固定架4中,工件固定架13和固定架4中的密封圈6的大小和形状均可根据密封工件17和膨胀阀20的大小而改变,以适应于多种工件;
如图5所示,膨胀阀20为中空工件,通过点焊工艺,使密封焊料17与膨 6
胀阀20接触处熔化,密封膨胀阀20中的气体;
汽车膨胀阀的气体灌装机的使用方法包括以下步骤:
1)依次放入密封焊料17和膨胀阀20,密封焊料17放于工件固定架13上,膨胀阀20放于固定架4中,通过密封圈6使膨胀阀20紧贴于固定架4中;
2)转动上拨杆2,使上顶紧块19膨胀阀20,从而使下顶紧块7、固定架4和膨胀阀20之间形成密封空间;
3)打开抽真空泵,抽出密封空间中的空气后,关闭出气管14;
4)打开进气管12,灌入气体,达到预设气压后,关闭进气管12;
5)转动下拨杆10,使上顶紧块19和下顶紧块7顶紧密封焊料17和膨胀阀20;
6)按下点焊机开关,进行点焊,使密封焊料17和膨胀阀20的接触处熔化,封住膨胀阀20中的气体;
7)打开出气管14,抽出密封空间中的多余气体,多余气体收集后可再次提纯,提高原料利用率,若为有害气体,则可减少污染;
8)转动上拨杆2和下拨杆10,松开上顶紧块19和下顶紧块7,取出工件,即可再次放入密封焊料17和膨胀阀20,进行下一次加工。
说 明 书 附 图
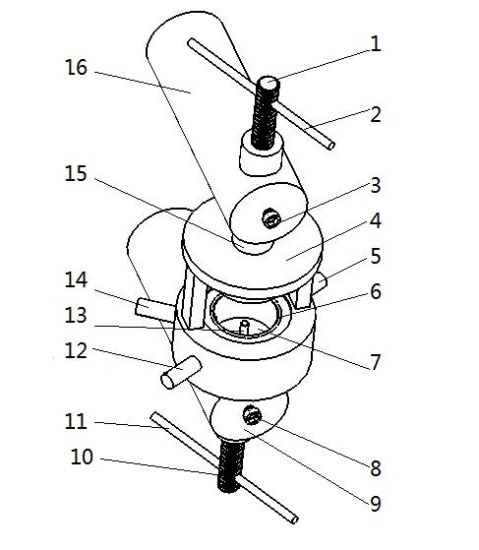
图1
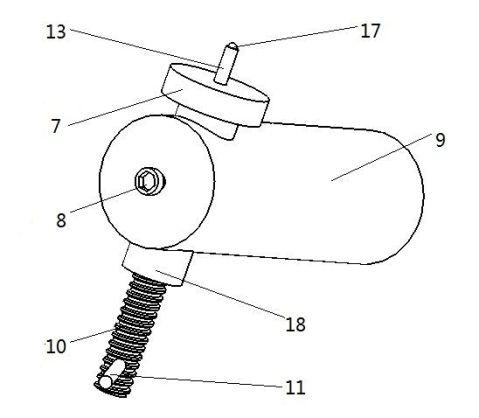
图2
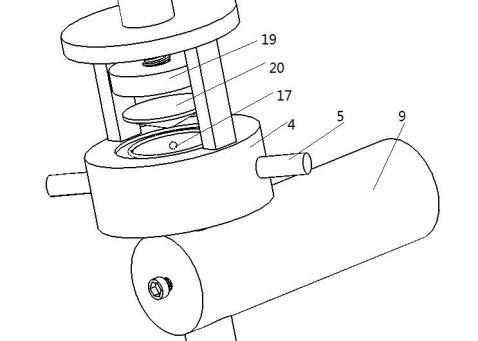
图3
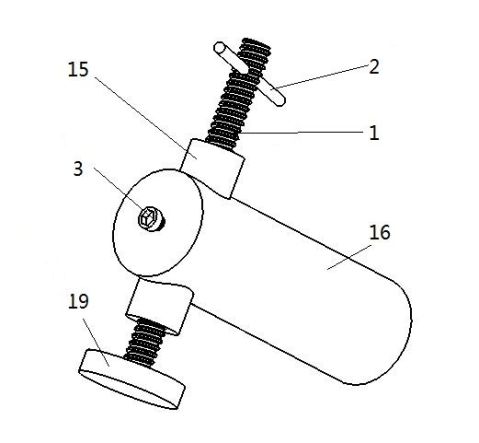
图4
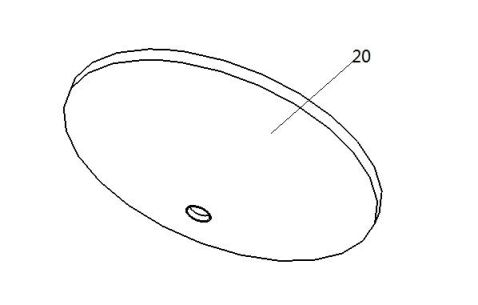
图5
同时申请发明专利和实用新型专利
申请人:浙江新劲空调设备有限公司
公司地址:浙江省龙泉市大沙工业园区
邮编:323700
公司代码:xxx
发明人:xxx
-
专利申请书范文范本
专利申请书范文范本看专利文件的撰写技巧发明专利申请书范文范例发明专利申请书实例示例实用新型专利申请实例范本实用新型专利申请示例样本…
-
专利范本
说明书摘要本发明公开了一种汽车膨胀阀的气体灌装机及其使用方法它包括点焊机进气管出气管固定支架工件固定架密封圈上拨杆上紧固螺栓下拨杆…
-
实用新型专利申请范文
120xx120xx4120xx120xx4实用新型专利请求书英文信息表120xx120xx4说明书摘要本实用新型公开了一种指南钱…
-
专利简介范本
专利简介范本1项目简介严格按照如下所举2个范例撰写2图片要求图片清晰可直观反映项目情况35张图片电子图片应在300万像素以上并配有…
-
专利申请文件范例
说明书示例试电笔注实用新型名称应与实用新型专利请求书中所填写的一致简明表明实用新型产品及其功能和或用途不应使用非技术性词语商标代号…
-
发明专利请求书(范本)
发明专利申请请求书及填写要求一、申请发明专利,应当提交发明专利请求书、权利要求书、说明书、说明书摘要,有附图的应当同时提交说明书附…
-
发明专利模版及范文参考
说明书摘要本发明公开了一种简要说明本发明解决什么技术问题采用了什么主要的技术特征一般直接复制权利要求1加以修改即行获得的有益效果注…
-
专利申请书范文范本
专利申请书范文范本看专利文件的撰写技巧发明专利申请书范文范例发明专利申请书实例示例实用新型专利申请实例范本实用新型专利申请示例样本…
-
专利申请流程、条件、规程及范本
专利申请文件说明书说明书附图说明书摘要摘要附图权利要求书发明专利请求书外观设计专利请求书实用新型专利请求书专利申请文件的提交向国家…
-
实用新型专利申请范文
实用新型专利请求书实用新型专利请求书实用新型专利请求书英文信息表说明书摘要本实用新型公开了一种指南钱包,属于一种日常生活用品。一种…
-
翻译公司专利文件翻译心得体会
专利翻译公司www.yishengfanyi.com专利文件翻译心得体会-翻译公司说实话,专利文件要求挺高翻译人员至少有良好的理工…