����������plc��Ƶı�ҵ����ʾ��ģ��
����������plc��Ƶı�ҵ����ʾ��ģ��
��ҵ���˵����
ר ҵ��
�� ����
�� ����
ѧ �ţ�
�� �⣺
ָ����ʦ��
�� �� ��
��ҵ��ƣ��� �ģ�������
���칤ҵְҵ����ѧԺ�Զ���ϵ רҵ �� ѧ��
һ����ҵ��ƣ����ģ���Ŀ����
Ŀ ¼
ժҪ-----------------------------------------------------------------------------------------------------1
ǰ��-----------------------------------------------------------------------------------------------------3
��һ�� ������ѡ��----------------------------------------------------------------------------------6
1.1 ��Ʒ���------------------------------------------------------------------------------------6
1.2 ��Ʒ����ıȽϺ�ѡ��------------------------------------------------------------------6
1.2.1 ����һ--------------------------------------------------------------------------------- 6
1.2.2 ������--------------------------------------------------------------------------------- 6
1.3 ���巽����ȷ��---------------------------------------------------------------------------7
�ڶ��� ϵͳ�����--------------------------------------------------------------------------------- 8
2.1 ����ϵͳ����Ʋ���---------------------------------------------------------------------8
2.2 PLC����ϵͳ������-------------------------------------------------------------------8
2.3 �������������-----------------------------------------------------------------------10
2.3.1����ʱ��ע������-------------------------------------------------------------------10
2.3.2ϵͳ���в���-------------------------------------------------------------------------10
2.3.3ϵͳ����������----------------------------------------------------------------------11
2.3.4����ע������-------------------------------------------------------------------------11
������Ӳ�����������----------------------------------------------------------------------------12
3.1Ӳ�����------------------------------------------------------------------------------------12
3.2 FX2N�ĸ���-------------------------------------------------------------------------------12
3.3 CPU��ѡ��--------------------------------------------------------------------------------12
3.4 ����ָ�����----------------------------------------------------------------------------13
3.5 I/O������--------------------------------------------------------------------------------13
3.6 �������----------------------------------------------------------------------------------14
3.6.1���������--------------------------------------------------------------------------14
3.6.2 �ֶ����----------------------------------------------------------------------------14
3.6.3˳�����-----------------------------------------------------------------------------15
3.6.4ȫ�Զ����--------------------------------------------------------------------------15
������ϵͳ����----------------------------------------------------------------------------------17
��������-------------------------------------------------------------------------------------------18
�ܽ�-------------------------------------------------------------------------------------------------22
��л-------------------------------------------------------------------------------------------------23
�����-------------------------------------------------------------------------------------------24
��¼1 ϵͳԭ��ͼ
��¼2 ����ע��
ժ Ҫ
������������������PLC���ϵͳ������У��������ʦΪ������ұ���˻�������˾��Ƶģ����������ձ�����FX2N�Ϳɱ���������(PLC)���п������,��Ŀ�������ϵͳ���еĿɿ��Ժ��Զ����̶�,����������˵��Ͷ�ǿ�Ⱥ͵���ά���˵Ĺ�������ά��ʱ�䣬����߲�Ʒ�������Ͳ������Ͷ������ʡ��������ݰ����ˣ�ϵͳ���������ѡ��Ӳ�������������,CPU��ѡ�ͼ�ϵͳ�ĵ��Եȡ�
�ؼ��ʣ� ����� ����FX2N PLC
Summary
The text t introduce the electyicity cortrol PLC system of the Found Machines It’s our teacher Tang made for Chongqing zhongye maike company.It’s a Especial equipment .The programme introduce FX2N PLC catena. FX2N made of
MITSUBISHI company of Japan. In order to improve the proprety run credibility
and robotization plane . Ease the workers work intensity ��workload and
maintenance .The mostly is improve quality and work productivity .The text content
include project design ��hardware design �� sofeware design and CPU choice along
with the propriety debug and so on.
Keyword : Found machine MITSUBISHI PLC
ǰ ��
��������Dz����ձ�����FX2N�Ϳɱ���������(PLC)������Ƶ�,��Ŀ���������ϵͳ���еĿɿ��Ժ��Զ����̶�,����������˵��Ͷ�ǿ�Ⱥ͵���ά���˵Ĺ�������ά��ʱ�䣬����߲�Ʒ�������Ͳ������Ͷ������ʡ�
�����Ĺ��������£���һ�½���ϵͳ������ѡ������ȷ�����ڶ��½��ܵ�����ƵIJ��衢������Ĺ������̺Ͳ�����ע����������½��ܵ���Ӳ�������������I/O�����ú�CPU��ѡ�͵ȡ������½��ܵ���ϵͳ�ĵ��ԡ�
����ƵĹ����У��Ҳο��˺ܶ�������������������鼮����������ʦ����ͬ��IJ̴�ΰͬѧ��������˱����������ڴ˶����DZ�ʾл�⡣
���ڱ���ˮƽ���ޣ����д����ȱ��������ģ�����ϣ����ʦ��ͬѧ���ָ����
����XX������
��һ�� ��Ʒ���
1.1��Ʒ�����ѡ��
������ѡ����һ��������Ǻ���Ҫ�ģ���Ϊ�����ѡ��ķ���ʼ�չᴩ������Ƶ�����ϵͳ�С��ڷ�����ѡ��ʱ��������������ϵͳ��û��Ӱ����ţ�������ϵͳ������Dz��ǻ������Ѷȣ����Ժ�Ĺ�������û�а�����ֻ��ȫ�ֹۣ���������ѡ��������Ʒ�����
1.2��Ʒ����ıȽϺ�ѡ��
�����Ĵ��С�С��PLC��С����Ϊ�����̵�������װ�õĴ��������Ϊ�ֲ�����ϵͳ�е���λ������������������ֹ�ҵ���Ƶ���Ҫ�����⣬�µ�PLC��Ʒ���ڲ��ϵ�ӿ�֡�������Щ��һ����������ѡ��PLC�ṩ�˺ܴ��ѡ��Χ��������Ҳ�������ѡ��PLC�������Ѵ�������ѡ����һ��PLC���ʺ��Լ�����Ҫ�أ����ձ�������PLC���ձ�ŷķ��OMRON PLC �������� PLC�ȡ�
ѡ�õ�PLC�������㱻�ض���Ŀ���Ҫ��ѡ�õ�PLC����Ҫ���������ڣ���Ҫ�ʵ��ؿ��ǵ�������չ��������������������ǰ�������£�����ʹ��ϵͳ���нϺõ����ܼ۸�ȡ�
1.2.1����һ��
�����ձ����˾��PLC����������������ϵͳ�����롢���������Ҫʵ�ֵĻ������ܡ���һ���Լ۱Ƚϸߵ�PLC���书��Ҳ��ʮ��ǿ��ģ�����ͬ������λ������ͨ�š�
���ص㣺FX2Nϵ�����ɵ�Դ��CPU���洢�����������������ɵĵ�Ԫ�Ϳɱ�̿����������ң�AC��Դ��DC�����͵���װDC24V��Դ��Ϊ�������ĸ�����Դ��FX2Nϵ����С�ͻ������ٶȣ������ܺ����з��㶼���൱��FXϵ������ߵ��εij�С�γ���װ�á�
��������FX2N�����ֱ�����ԣ�����Ϊ���������ָ����﷽ʽ������ͼ��ͼ���Ͻ��н����ź���ͼ������ͼ��ʽ���������ݻ�е���������̽��г�����Ƶ�SFC��ʽ��
��������ˢ��ָ�����˳��ɨ������еõ������źţ������������������ ����ʱ������������ȴ����õ�3���жϹ��ܡ�
��ֹͣ������Ҳ�������й����е�״̬��
���ԶԱ�����еij����ע�͡�
PCʹ��A7PHP/A7HGP��A6GPP/A6PHP���Ӧ�ı��������������RUNʱ�ı���� ��֮����FX2N��С�ͻ������ٶȣ������ܺ����з��涼���൱FXϵ������ߵ��εij�С����װ�ã��������16��25��Ķ�����;�⣬�����������ڶ���������������ӣ�ģ����ƣ���λ���Ƶ�������;����һ��������������㷺��Ҫ��PLC��
1.2.2 ������
�����ձ���OMRON,��ͬ����������������Ŀ���ϵͳ�е���������������Ҫʵ�ֵĻ�������.Ҳ�����������λ������ͨ��.OMRON�Ǹ��Լ۱ȵ�PLCϵͳ���ĵװ��ϰ�װ��һ����Դ��CPU����̼���ѧ��
OMRON�ǵ�Դ��CPU���洢�����������������ɵĵ�Ԫ�ɱ�̿�������OMRON��PC�����ֲ�����ʽ��PROGRAN��MONITOR��RUN���ڸ�PC���ʱ����ʹPC����PROGRAM��ʽ��
1.3���巽����ȷ��
����������PLC����ŷķ��PLC����ȫ����ϵͳ��Ҫ�� �������ֻѧϰ������PLC����״���������Ժ�Ĺ����е���Ҫ,���Ա�����ƽ��������˾��FX2Nϵ�н��п�����ơ�
�ڶ��� ϵͳ�����
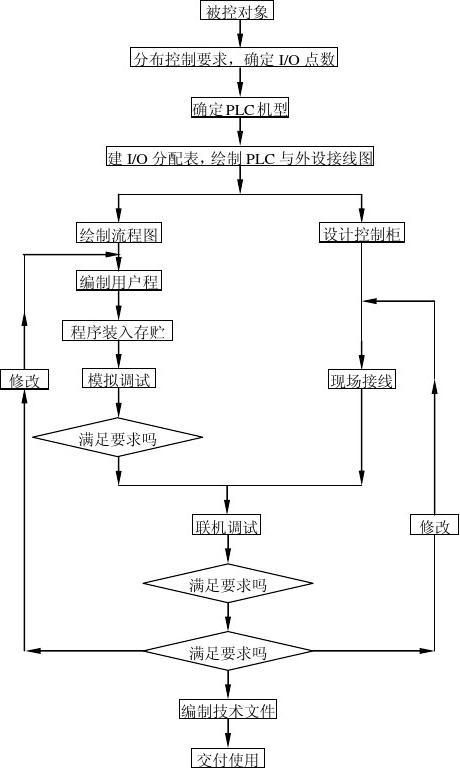
2.1 ����ϵͳ����Ʋ���
����ϵͳ����Ʋ�����ͼ2-1��ʾ��
��1�����ݱ��ض���Ŀ���Ҫ��ȷ������ϵͳ�����롢����豸���������Ӷ�ȷ��PLC��I/O����������������I/O��ģ����I/O�Լ������ģ��ȡ�
��2����ֹ��Ʊ��ض���������չ��Ҫ����ѡ��PLC��I/O����Ӧ����һ�������������⣬�����ܼ۸�ȱ仯���������£�������ѡ��ͬ�����й���ǿ����һ��PLC�����磺�����˾��С��PLC��˵��һ��Ӧѡ��FXϵ��PLC��������ѡ��Fϵ��PLC��
��3��ȷ��ѡ�õ�PLC���͡�
��4������I/O�����������PLC����ϵͳ������ͼ��
��5�����ݿ���Ҫ������û����������ͼ��
��6�������û�����������������û�����װ��PLC���û�����洢����
��7����ʵ����ģ������û�����
��8����ɵ�7���Ĺ��������ֳ����������û�����
��9������ϵͳ�ĵ��Թ����������Ƽ����ļ���
��10������ʹ�á�
2.2 PLC����ϵͳ������
һ����˵��PLC����ϵͳ���Էֳ������������ͣ�
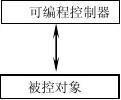
1����PLC���ɵĵ�������ϵͳ
����ϵͳ�ı��ض���ͨ���ǵ�һ�Ļ�����������ˮ�ߣ����磺ע�ܻ�������������������ˮ�ߵȣ�����������ɵ�̨PLC���ɣ���ͼ2-2��ʾ����Ȼ����ϵͳһ�㲻��Ҫ����������������������ͨ�ţ��������Ӧ���ǽ����Ƿ���ͨ����������Ҫ������еĻ�����Ӧѡ�����ͨ�Ź��ܵ�PLC��
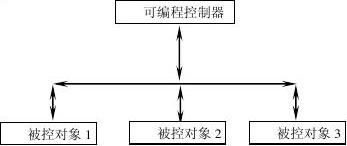
2�� ��PLC���ɵļ��п���ϵͳ
����ϵͳ�ı��ض���ͨ������̨������������ˮ�߹��ɣ���ϵͳ�Ŀ��������ɵ�̨PLC���ɣ���ͼ 2-3��ʾ��ÿ�����ض�����PLC��ָ��I/O�����ӡ����ڲ���һ̨PLC���ƣ���ˣ������ض���֮������ݡ�״̬�Ľ�������Ҫ����ר�ŵ�ͨ����·����������ϵͳҲ��PLC���ֹ��ϣ�����ϵͳ����ֹͣ��������ˣ��Դ��͵ļ��п���ϵͳ�����Բ�������ϵͳ�˷�����ȱ�㡣
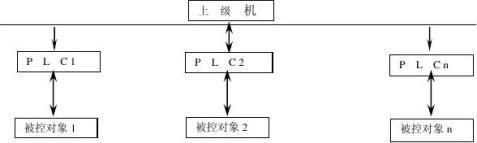
3����PLC���ɵķֲ�ʽ����ϵͳ
����ϵͳ�ı��ض���Ƚ϶࣬���Ƿֲ���һ���ϴ�������ڣ��֮��ľ����Զ�����ң������ض���֮��Ҫ���ؽ������ݺ���Ϣ������ϵͳ�Ŀ������������ɸ��֮�����ͨ���������ܵ�PLC���ɣ�ϵͳ���ϼ������Բ���PLC��Ҳ���Բ��ù�ҵ���Ƽ��������ͼ2-4��ʾ��
ͼ 2-.2��������ϵͳ
ͼ2-3 ���п���ϵͳ
ͼ 2-4 ����ʽ����ϵͳ
ͼ2.1 PLC����ϵͳ����Ƶ���Ʋ���
2.3 ������������̣�����ͼ��ͼ2-5��ʾ��
2.3.1����ʱ��ע������
(1)����PLC���ƹ��ڵ����п������أ��������ؿ�������ɵ���Ƶ����·��������������˿���鷳����������ͨ����е�ѿ�װ�öԵ�ӵ���ͨ�����л�����������ֻ���������������գ��𱣻����ã�����ͨPLC��Դ��ֱ��24V�����Դ��
(2)���ֶ�˳��ת�����������ֶ�λ�ã������ͱ���ͣ��ť�������ж��״̬���������ٴΰ����ͱ���ͣ��ť���ͱõ��ֹͣ���У���������ɼ�����Զ���ɣ���ʱ�ſɽ�����������в�����
2.3.2ϵͳ���в���
��ϵͳ����Ϊ�ֶ���˳�����ַ�ʽ��
�ֶ���ʽ
���ֶ�˳��ת�����������ֶ�λ�ã������ͱõ�����㶯������ͣ��ť������ָʾ�Ƶ�������ʱ���ɸ������������Ҫ�������Ӧ�Ŀ��ư�ť���ɣ������пɷ����㶯������ͣ��ť����ֹͣ���кͷ���ԭ����״̬��
˳�ط�ʽ
����˳�ز���֮ǰ���������ֶ���ʽ��������ĺ�ģ���˻ص�β��λ�ã��ٽ��ֶ�˳��ת����������˳��λ�ã����²�����ť��ϵͳ���Ӻ�ģ��1��ʼ��������ÿһ����������Զ�ֹͣ���ٴΰ��²�����ť��ϵͳ������һ�����Ժ��ظ��������̣�ֱ���ص�ԭʼλ
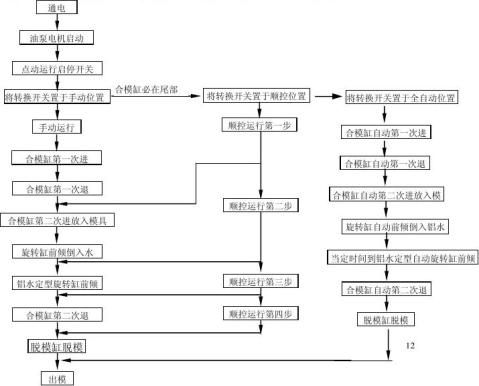
ͼ2-5 �������������ͼ
ȫ�Զ���ʽ
����ȫ�Զ�������ʱ�㶯������ͣ��ť������ָʾ������������������̵�ȫ�Զ��������ɣ������пɷ����㶯������ͣ��ť����ֹͣ���кͷ���ԭ����״̬��
2.3.3 ϵͳ����������
��ϵͳ�����±����� (1)ϵͳ���ж�·������ (2)�ͱõ�����й��ر�����������·���ڣ�, ϵͳ���л�����������ָʾ�ź�,��������Ӧ���������������±��������ť���ɽ����������
(3)ϵͳ�������ƵĻ���������
���������ֲ���
2.3.4����ע������
(1)��ϵͳ�������ź��ɿ��ư�ť�����װ�÷������Ͻ�������220V��Դ������ư�ť�ͼ��װ�����봥�㣬������PLC�������
(2)�������ⲿ���߲����Ķ���
������ Ӳ�������������
3.1Ӳ�����
�ڱ�ҵ��ƿ�ʼ��ʱ��,����ʦ������ʦ������ȥ�ι����ֳ���е�Ĺ�������,ͨ���ֳ��IJι��һ����������·�������·��ͼֽ�����¼����
3.2FX2N�ĸ���
����FX2Nϵ��PLCӵ������ƥ�����ٶȣ����Ĺ�����ѡ���Լ���λ����ϵͳ���ü��̶����� ��̼� ���п�����ѡ�ḻ��Ʒ�֣� ���˷��ĵĸ����ܣ� �������㣻 ʹ���ڶ���������;�� �ⲿ����ͨѶ���� ��ͬ���ⲿ�豸���ص㣻FX2N�Ǵ�16·��256·����/����Ķ���Ӧ�õ�ѡ����FX2Nϵ����С�ͻ������ٶȣ������ܺ����з��㶼���൱��FXϵ������ߵ��εij�С�γ���װ�á�
����FX2N���ɵ�Դ��CPU���洢�����������������ɵĵ�Ԫ�Ϳɱ�̿����������ң�AC��Դ��DC�����͵���װDC24V��Դ��Ϊ�������ĸ�����Դ.
����FX2N�����ֱ�����ԣ�����Ϊ���������ָ����﷽ʽ������ͼ��ͼ���Ͻ��н����ź���ͼ������ͼ��ʽ���������ݻ�е���������̽��г�����Ƶ�SFC��ʽ���ڴ˴ογ�����в��õ�������ͼ��ʽ��
����FX2N�������16-25��Ķ�����;�⣬�������������ڶ���������������ӣ�ģ����ƣ���λ���Ƶ�������;����һ��������������㷺��Ҫ��PLC���ڻ�����Ԫ��������չ��Ԫ����չģ�飬�ɽ���16-256���������������ϡ���ѡ��16/32/48/64/80/128������������Բ�����С8�����չģ�������չ��
����FX2N�ɸ��ݵ�Դ�������ʽ������ѡ��������������800��RAM��������ע�ͣ���ʹ�ô洢�У�����������16K�����ḻ����Ԫ��Ӧ��ָ�����ж����ʹ�õļ�ָ����ٴ���ָ�������˳����ɱ䣬�ж����봦����ֱ������ȡ�����ָ�����ֿ��ص����ݶ�ȡ��16λ���ݵĶ�ȡ����������Ķ�ȡ��7����ʾ������ȡ����ݴ��������ݼ������������С����Ǻ������㡢ƽ����������С������ȡ��ɹ�������ˢ��ָ�����˳��ɨ������еõ������źţ���������������.
����FX2N����ʱ������������ȴ����õ�3���жϹ��ܡ�
����FX2N��ֹͣ������Ҳ�������й����е�״̬
����FX2N���ԶԱ�����еij����ע�͡�
3.3 CPU��ѡ��
��ѡ��CPU�ͺŵ�ʱ��������Ҫ�ۺϿ���CPU�Ļ������ܡ��ٶȡ��洢���������ء�
��1��CPU �Ļ������� CPU�Ļ�������Ҫ�������������Ӧ������������������棺
������������õ�I/O���������������CPU��Ѱַ�����йأ���ͬ�ͺŵ�CPU�������õ�I/O�����Dz�һ���ġ�
�ڸ��ӿ��ƹ��ܺ��Ƚ����ƹ��ܣ�һ����˵��С��PLC����һ�����DZȽϱ����ġ�
��2����Ӧ�ٶ� ��Ӧ�ٶ�Ӧ����ϵͳ��ʵʱ��Ҫ��ͨ��Ӱ����Ӧ�ٶȵ�������Ҫ������PLC���е�I/O��Ӧ�ͺ�CPU������ָ����ٶ��Լ�Ӧ�ó���ij��̡���ˣ������Ӧ�ٶȵ�;����Ӧ��Ҳ�����֣����ø�����Ӧģ�顢ѡ�����ٶȿ��CPU���Ż������ṹ������ɨ�����ڡ���ʵ�ϡ��������PLC���ܹ�����һ��Ĺ�ҵ����Ҫ��ֻ��������Ҫ�п���ӦҪ���ϵͳ����Ҫ��ϸ����ϵͳ��ʵʱ��Ҫ��
��3���洢������ �洢����Ҫ����������Ӧ�ó����Լ�ϵͳ���������������ݣ���Ӧ�ó���Ĵ�С����ϵͳģ�顢����Ҫ��ʵ�ַ��������ˮƽ�����������йأ�����I/O�����ںܴ�̶��Ͽ��Է�ӳPLCϵͳ�Դ洢����Ҫ������ڹ���ʵ���У��洢������һ����ͨ��I/O�������Թ���ġ�����ͳ�ƾ��飬ÿ��I/O��ڼ��йع���ռ�õ��ڴ���Դ��¹������£�
���������� ���ֽ���=�ܵ���*10�� ��������� ���ֽ���=�ܵ���*8��
ģ��������/��� ���ֽ���=ͨ����*100�� ��ʱ��/������ ���ֽ���=��ʱ��/������*2�� ͨ�Žӿ� ���ֽ���=�ӿ�����*300��
3.4 ����ָ�����
����ָ��
Call��Subroutine Call�����ӳ������ָ�SRET(Sub-routine Return)���ӳ���ָ�����nΪ�ӳ������ָ���ָ�룬��ѡ��ΧΪP0—P62��������CALL֮���“P”��ʾ���������·��“�ο�”��“�պ�”ʱ��ִ���ӳ������ָ�SRETָ���Ҫ������·��ֱ�����������������CALLָ��ı�̴���Ϊ“FNC 01”��SRETָ��ı�̴���Ϊ“FNC 02”��
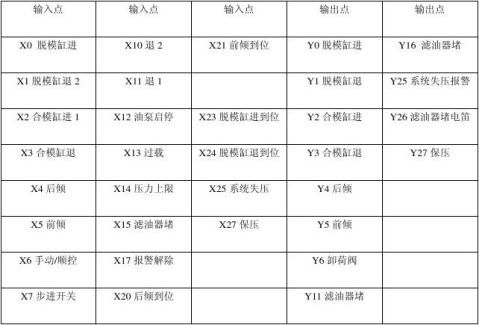
3.5 I/O������
I/O������Ҫ�Ǹ��ݿ���Ҫ��ѡ����ʵ�I/Oģ�飬��������㣨����ͨ�����������źš�����㣨���ͨ��������������ź�һһ��Ӧ��ţ�����ϵͳ��װ������˵����ͼ����ʽ����������I/O���������ź������Լ�����źŵ�����������I/O���õĹؼ���
��Դģ�����������Ӳ����ѡ��
����ϵͳ�и�ģ�������ĵĵ�Դ��������ʵ�ʵ�ϵͳ�ṹ�������ҪΪPLCϵͳ����һ��������Դģ�顣һ����˵����Դģ���ṩ�ĵ���������Ҫ��30%������������ͨ�ŵ��¡�ͨ�����������ź���������һЩ����Ӳ�����䱸Ҳ��Ӳ����Ƶ����ݡ�
����Ԫ����ϸ��

3.6�������
����GPP��д�ģ���ʼ���ʱ�Ұ�ϵͳ��Ϊ������������д��Ȼ���ڽ�����������кϲ�����Ҫ��Ϊ�˷����д�������ڳ��������ʱ����Ա��ڼ�顣�������ֱַ��ǣ���һ�����ֶ����ڶ����ְ��Զ������������Զ�����
���ڸ�ϵͳΪһ̨���ض�����˲��õ�������ϵͳ�����������Ҫ������ģ�ס���ת�ס���ģ�ס�Һѹվ�ĸ����֡�����Һѹ�ײ���һ̨�ͱõ��������ͨ��Һѹվ������Һѹ�����Һѹ��ʹ������ĺ�ģ��ǰ����������ת��ǰ�㡢������ģ����ģ��
�����ֳ���Ҫ���ڲ�����Ա�IJ����£����������Ӧ����Ͷ�����С��������ֶ���˳�ض��������н��з����ͳ�����ơ�
3.6.1���������
��������Ҫ����
��1���ͱõ��������ϵͳ��·��������
��2���ͱõ�����й��ر����������������̻���ϵͳʧѹ��������������������ϵͳָʾ�ź�,��������Ӧ���������������±��������ť���ɽ����������
��3��ϵͳ�������ƵĻ�������������ע�ͼ���¼��
3.6.2�ֶ����
��ʼ����ʱ������������������Ȱ��º�ģ���İ�ť����ʱ�ͱõ����ʼ���ģ��ע��Һѹ�ͣ�Ȼ���ģ��ʼǰ��������ģ��ǰ������ģ��ѹ������ʱ����Һѹվѹ��������DZ���ã���ģ��ֹͣ����ͬʱж�ɷ���Һѹ�������ͱõ�������Ǻ�ģ��һ�ν���ѹ�����ޣ���ʱ��ѹ��������ģ״̬�������ܷ���ģ�ߡ�
������ģ���˰�ť���ͱõ�����ģ��ע��Һѹ�ͺ�ģ��ʼ���ˣ���ģ�ײ����˵������β�������˵���β������ǰ��λ�ã���λ����1��λ�ã�����Ŀ��������ģ״̬������������Խ϶̵ľ�����ɵڶ��κ�ģ���������Խ�ʡʱ����߹���Ч�ʡ�
�ڶ��κ�ģ����Ժ�Ϊ�˱�֤���պ�����ת��תʱ�İ�ȫ��ģ���뱣ѹ�Ρ����չ������̰�����ת���㰴ť���ͱõ������ת��ע��Һѹ����ת��ʼ���㡣����ת���㵽���㵽λ��λ����ʱ����ת��ֹͣ����ͬʱж�ɷ���Һѹ�������ͱõ������ʱ������һ��������Ա���ڻ�����ˮ�����Է���ģ�ߵĻ����С����¶ȼ��Ԫ���������е����Ƿ���ȴ�������ȴ�Զ���ʾ������һ���IJ�����
������ȴ�Ժ������Ա������ת��ǰ�㰴ť���ͱõ������ת��ע��Һѹ����ת��ǰ�㡣����ת��ǰ�㵽ǰ�㵽λ��λ����ʱ����ת��ֹͣ����ͬʱж�ɷ���Һѹ�������ͱõ����
�����ѹ��Һѹ�������ͱõ������ʱ������Ա���չ������̰�����ģ���˰�ť��Һѹ�ʹ��������ģ�ף���ģ��ʼ�ڶ��κ��ˡ�Ϊ��ȡģ�����ģ�ڶ����˲��˵�������β��Ҳ������λ����2��λ�ã���λ���ģ��ֹͣ������Һѹ�������ͱõ������������ȴ���˹�ȡģ�Ƚ����ѣ���������ϵͳ���������ģ���ա�
��ģ���˵�λ������Ա������ģ��ť����ģ��ǰ����ģ��λ���Զ����˸�ԭ����ʱһ��ѭ����ϡ�����ע�ͼ���¼��
3.6.3˳�����
���ֶ������в�����Ա��Ƶ���İ�����ť����������������߹���Ч��ͬʱ���Ų���ʱ����ӳ�������Ա����᷸һЩ�������������ڰ�ȫ��������ˣ����ֶ�ϵͳ�еĺ�ģ��ǰ�����ˡ���ת��ǰ����㡢��ģ��ǰ������ͳһΪһ���������ء��������ǰ��ֶ���Ϊ˳��Ҳ���Ǹ�Ϊ���Զ����ơ��������Ϊ�ĸ����趼��һ���������ؿ��ơ�����������Ա�Ϳ��Լ���һЩ���������������м�Ҫ˵����
�����˳�ع���ʱ����ģ�ױ������������β������Ϊһ��ѭ������Ŀ�ʼ���붨һ��λ��Ϊ��ʼλ����������Ա��һ�ΰ�����������ʱ��ģ������ʱ�ͱõ�����ģ��ע��Һѹ�ͺ�ģ��ǰ������ǰ������ģ��ѹ������ʱ����Һѹվѹ������DZ���ã���ģ��ֹͣ����ͬʱж�ɷ���Һѹ�������ͱõ�������Ǻ�ģ��һ�ν���ѹ�����ޣ����Ǹ��ݹ���Ҫ����ν���ѹ������Ϊ�Ժ�ģ��������ģ�ߣ�����ѹ������ͬʱ��ģ���Զ��˵���λ����1��λ�á���Ŀ�������Ժ�ģ�Ժ�����������Խ϶̵ľ�����ɵڶ��κ�ģ���ֶ���ͬ��
�Ƚ�Ĥ�߷ź��ٵڶ��ΰ����������غ�ģ�����ͱõ�����ģ��ע��Һѹ�ͺ�ģ�ס����ֶ���ͬ���ڶ��κ�ģ����Ժ�Ϊ�˱�֤���պ�����ת��תʱ�İ�ȫ��ģ���뱣ѹ�Ρ�����Ҫ������ת���㰴ť����ת���Զ����㣬�ͱõ������ת��ע��Һѹ����ת�ס�����ת���㵽���㵽λ��λ����ʱ����ת��ֹͣ����ͬʱж�ɷ���Һѹ�������ͱõ������ʱ������һ��������Ա���ڻ�����ˮ�����Է���ģ�ߵĻ����С����¶ȼ��Ԫ���������е����Ƿ���ȴ�������ȴ�Զ���ʾ������Ա������һ���IJ�����
������ȴ�Ժ������Ա�����ΰ�������������ת��ǰ�㣬�ͱõ������ת��ע��Һѹ����ת��ǰ�㡣����ת��ǰ�㵽ǰ�㵽λ��λ����ʱ����ת��ֹͣ����ͬʱж�ɷ���Һѹ�������ͱõ����
�����ѹ��Һѹ�������ͱõ������ʱ������Ա���չ������̵��Ĵβ������غ�ģ���ˣ�Һѹ�ʹ��������ģ�ף���ģ��ʼ�ڶ��κ��ˡ�Ϊ��ȡģ�����ģ�ڶ����˲��˵�������β��Ҳ������λ����2��λ�ã���λ���ģ��ֹͣ������Һѹ�������ͱõ������������ȴ���˹�ȡģ�Ƚ����ѣ���������ϵͳ���������ģ���ա�
��ģ���˵�λ������Ա������ģ��ť����ģ��ǰ����ģ��λ���Զ����˸�ԭ����ʱһ��˳��ѭ����ϡ�����ע�ͼ���¼��
3.6.4 ȫ�Զ��������
����������ֶ�������ƺ�˳�س�����ƣ��ֶ�������ƺ�˳�س�����ƶ�������ŵ��ȱ�㣬�ֶ������е�Ƶ��������ť�������������в���������Ч�ʣ��˷��˹���ʱ�䡣��˳�ز�������Ȼ���Լ���һЩ�����������˰�ȫ���������ǻ��Dz���ȫ�����������Ч�ʡ� ȫ�Զ����������ǽ�˳�أ����Զ�״̬��ϵͳ�еIJ�����������Ȧ���棬�������һ�������ź�ֱ�ӽ�����һ���IJ�������������ֲ������ؿ���ֱ������Ȧ�����ˣ�������ת��ǰ���Ӹ���ʱ������Ϊ�ڷ���ģ�ߵ�ʱ������Ϊ�����ģ�������Ա�ڹ���ʱ���ܻ����������鷢�������Ա���Ӹ���ʱ�����������տ���˳����ɣ���ȫ�Զ�����в�����Ա�Ϳ��Դ�������ʱ�䣬����������ʡ�
ȫ�Զ�����Ĺ����������ֶ���˳�س�����ƽ��ƣ���ȫ�Զ��ij�����������õ�����Ȧ������ʹ��Ȧ���ظ������˲��ٵ��鷳��
ȫ�Զ�����ע�������¼��
������ ϵͳ����
�ڵ��������ҽ������ֶ�������ȫ�Զ������������ƣ��Լ�������Ĺ������������Ϊϵͳ�ĵ��Բ��֡�
�ڱ�д�����ʱ��������Щ���⣬���磺��ʲô������ͱõ����ʼ���ģ��ע��Һѹ�ͣ���ʲô������ͱõ��Ӧ����������ôʵ�ֺ�ģ���ˡ���ת��ǰ��������ģ���ˡ���ôʵ��ϵͳʧѹ�������������±�������ģ�ױ�ѹ����ȫ�Զ��Ĺ�������ô�����ø���ʱ�������и�����������Ȧ��Ļ������⣻��Ҫ�������ϵͳ������ȫ�Ĺ������������ⶼ���ڳ�����ƹ��̵��ж�����Ҫ����ġ�
�ڱ�д�ֶ�����ʱ������������ֶ���������Ҫ���õ�һЩ��ָ������մ���Ĵ�������Ȧ�����������ȡ�����˵����X1ʱ��ģ��һ�ν���ȦM307��ģ��һ�ν��ı�־����ͨ��M307��M310����ģ�ڶ��ν���־��������M402����ģ�����ܱ�־����M402�����ͱõ�����ģ��ע��Һѹ�ͺ�ģ��ǰ����
�ڱ�д�ֶ�����ʱҪע���������֮��Ļ�������ÿһ������������������������֮��ע��Ҫ���뻥������ͬʱ��Ҫ����λ���ؿ��Ƹ����Ķ���������ģ������ת��֮��Ҫ���뻥�����ܡ�
����˳�س���������˳�س������ж�������һ���������ص㶯��ɣ����Ҫע��Ը�������������־�������ֱ�����ת��M405��ǰ���־����M404�������־�������Ի�����
ȫ�Զ�����ı�д���Dz�������X7����Ȧ���棬�������һ�������ź�ֱ�ӽ�����һ���IJ����������Ի�������������ֲ������ؿ���ֱ������Ȧ�����ˣ�������ת��ǰ���Ӹ���ʱ����
������ĵ�����Ҫ���ͱõ��������ϵͳ��·���������ͱõ�����й��ر����������������̻���ϵͳʧѹ����������������������ϵͳ��ָʾ�ź�,��������Ӧ���������������±��������ť���ɽ����������ϵͳ�������ƵĻ���������
��������
�ҹ�����WTO������ҵ�Ļ���������ս���ڹ����������г����нϴ������DZ��������������������㷺������ˮ�ߴ�����������ѹ���͡���ѹ���͡���ѹ���ͺ��������ͣ���оȫ���ÿ�о���䡢��о�й��ա����ڳ���������ҵ���������Ҳ��ð��Զ����Զ�����ˮ�ߴ��������⣬���������Բ��ý��������칤��װ����
��������Դ���Ͷ����۸�ͻ������ص�Ӱ�죬������ҵ������ҵ����������������٣�ת����չ�й��Ҳɹ�һ����������ͬʱ�ֻ���չ�й��ҳ��ڸ߸���ֵ������������������������ǰ�����羭��ȫ���̵ļ���Ϊ�ҹ�����ҵ�ķ�չ�ṩ�˻��������ʺ����г����ҹ�����������ʳ������������ơ�ץ���ҹ�����ҵ�Ľṹ�����ͼ������죻Ŭ����������������Σ���ߺ���������Ⱦ��ˮƽ��ʵ���������ϵĸ߸���ֵ����Ӧ��δ�����Ӽ��ҵ��г������������û��������������Ҫ�Բߡ�
������ұ���˻�������˾�����������У��������ʦΪ����Ƶ�ר���豸������������ձ�OMRON CPM1-40CDR-A-V1�Ϳɱ���������(PLC)���п���ϵͳ���,��Ŀ���������Һѹ�������ϵͳ���еĿɿ��Ժ��Զ����̶�,����������˵��Ͷ�ǿ�Ⱥ͵���ά���˵Ĺ�������ά��ʱ�䣬����߲�Ʒ�������Ͳ������Ͷ�������;���ͬʱ,���͵�ĺ��ͺ�,��Լ��Դ.
��������ϵͳ�����ã���ַ��ӻ�е�豸������;��ϵͳʵ��˳���������������;���ϵͳ���Զ����̶�,���ٲ�����Ա���Ͷ�ǿ��.
���α�ҵ��Ƶ��������ָ�������PLC��ɡ�
һ���ɱ�̿������ڹ�ҵ�е�Ӧ��
�ɱ�̿�����(Programmable Controller)�Ǽ���������е�һԱ,��ר��Ϊ��ҵ����Ӧ�ö�ʵ�������ͨ�ÿ����������ڵĿɱ�̿����������ɱ�̿�������Programmable Logic Comtroller�������PLC������Ҫ��������̵���ʵ�������ơ����ż����ķ�չ������װ�õĹ����Ѿ�����������Ƶķ�Χ��������ͳ�ļ̵������Ƽ���������������ͨ�ż�����Ϊһ��,�������ſɿ��Ըߡ�����ǿ��Ӧ������̼�ʹ�÷����һϵ���ŵ㡣����һ�������������ĵ���ϵͳ��רΪ��ҵ����Ӧ�ö����֪���ļ�����������зḻ������/����ӿڣ����Ҿ��н�ǿ����������,���,��ұ�𡢻�е����Դ��������ʯ�͡�ú̿������������ġ���ͨ���ۿڡ�ʳƷ�ȹ�ҵ���Ŷ��õ��˹㷺��Ӧ�á�
����PLC����Դ
�����칤ҵ���Ըı伸����״�ͻ�е����Ϊ���������̹�ҵ���������仯�ͻ�ѧ�仯��ԭ��ת���ɲ�ƷΪ�������У������Ŀ�����˳����ƣ�����������������˳����������������ϵ�����������������Ŀ��ƣ���������ɢ�������ݲɼ�����ͳ�ϣ���Щ������ͨ���������������ϵͳ��ʵ�ֵġ�19xx������GM��ͨ����������˾���ȡ���̵�������װ�õ�Ҫ�ڶ��꣬�������ֹ�˾���Ƴ��˻��ڼ��ɵ�·�͵��Ӽ����Ŀ���װ�ã�ʹ�õ������ƹ���ʵ�ֵij�������ǵ�һ���ɱ�����������Ӣ�����ֽ�Programmable Controller��PC����
����PLC�ķ�չ
���ŵ��Ӽ����ͼ���������ķ�����PC�Ĺ���Խ��Խǿ���������ں�Ҳ������չ��
1��������80��������˼������չ������Ҳ���ΪPC��Ϊ�˷��㣬ҲΪ�˷�ӳ��ɱ�̿������Ĺ����ص㣬����A-B��˾���ɱ�������������Ϊ�ɱ������������Programmable Logic Controller��PLC��������“PLC”��Ϊ���Ʒ��ע���̱ꡣ���ڣ��Գ�����PLC���PC��
2��������80�����90������ڣ���PLC��չ����ʱ�ڣ���������һֱ����Ϊ30~40%������ʱ�ڣ�PLC�ڴ���ģ�������������������������˻��ӿ����������������õ��������ߣ�PLC������̿���������ijЩӦ����ȡ�����ڹ��̿���������ͳ�ε�λ��DCSϵͳ.
3�����꣬��ҵ�����������IPC�����ֳ���������FCS����չѸ�٣���ռ��һ����PLC�г���PLC�����ٶȳ��ֽ��������ƣ������ڹ�ҵ�Զ��������ر���˳������еĵ�λ���ڿ�Ԥ���Ľ���������ȡ���ġ�
4��Ŀǰ����������200�೧������300��Ʒ��PLC��Ʒ����ҪӦ����������23%������ʳ�ӹ���16.4%������ѧ/��ҩ��14.6%��������/��ɽ��11.5%����ֽ��/��ֽ��11.3%������ҵ��
�ġ����͵�PLC��Ʒ�ͷ���
1������
ʩ�͵¹�˾�� Quantum��Premium��Momentum�ȣ�
��Τ����A-B��˾����SLC��MicroLogix��Control Logix�ȣ�
���� FX2Nϵ�У�
�ձ�ŷķ�������⡢��ʿ�����µȡ�
2������
PLC������Լ30�ң���û���γ��ľ߹�ģ���������������Ʋ�Ʒ������һ�������Է��ơ�������װ��“����”��ʽ����.
��Ȼ�ҹ���PLC��������dz���������PLCӦ�÷��棬�ҹ��Ǻܻ�Ծ�ģ�������ÿ��Լ��Ͷ��10��̨��PLC��Ʒ�������۶�30������ң�Ӧ�õ���ҵҲ�ܹ㡣
3��PLC�ķ���
PLC��90����Ѿ��γ���С���С����Ͷ���PLC
���ҹ���һ�㰴I/O���������Ϊ���¼��𣨵������ԣ����������Щ���𣩣� �ͣ���32 I/O
С�ͣ� 256 I/O
���ͣ�1024 I/O
���ͣ�4096 I/O
���ͣ�8192 I/O
���ҹ�Ӧ�õ�PLCϵͳ�У�I/O 64������PLC���۶�ռ����PLC��47%��64��~256���ռ31%���ϼ�ռ����PLC���۶��78%��
4��PLC��Ӧ��
���ҹ�Ӧ�õ�PLC�������������������е�Ʒ�ƣ����ְ˹�������̬�ƣ�������ҵ�Ϸ֣��и��Ե�������Χ�������ͼ���ϵͳ����ŷ��PLC�Ӷ࣬С�Ϳ���ϵͳ���������豸�����Զ�����OEM��Ʒ�����ձ���PLC�Ӷࡣŷ��PLC���������������������ƣ����ձ�PLC������Ժͼ�λ����ռ���ơ�
�塢PLC��չ���ص�
1���˻���������Ѻ�
PLC�����̷�ͨ���չ�������������ҵ����չ������ҵ����������������ˮƽ������PLCƷ��ӵ����֮��Ӧ�Ŀ���ƽ̨����̬������������Ӳ���Ľ�ϣ������ϵͳ�����ܣ�ͬʱ��Ϊ�û��Ŀ�����ά�������˳ɱ���ʹ�����γ��˻��ѺõĿ���ϵͳ��Ŀǰ��PLC�����磫IPC��CRT��ģʽ���㷺Ӧ�á�
2������ͨѶ��������ǿ
PLC������ԭ��CPUģ�����ṩ������RS232/422/485�ӿڵĻ����ϣ��������˸���ͨѶ�ӿڣ������ṩ������ͨѶ���硣���ڽ�������ͨѶ������չ�ܿ죬�û��Կ�����Ҫ���ǿ�ң��ֳ�����������̫������Ҳͬ����չ������Τ��A��B��˾���Ƶ���������ṹ��ϵ����EtherNet��ControlNet��DeviceNet�������ӹ�˾��Profibus-DP��Profibus-FMS����ȡ�
3�������Ժͻ������Դ��չ
PLC�ڷ�չ�����У���PLC������Ϊ��¢�Ϻ���������г�������Ⱥ�۸�ݵľ��棬���Է�չ�Լ��ı��������Ժܲ����û�ʹ�ô������㣬��������ά���ɱ��������Ƿ�չ�����ƣ����ѱ�����������ʶ���γ��˳�ʱ����Э�뾺���Ĺ��̣�������һ���̻��ڼ��������ŵĽ��̣����Դ����·��淴ӳ��
1��IEC�γ����ֳ����߱�����һ������8�ֱ������ؾ���һ���������Ƴ������̷��Լ��IJ�Ʒ��Ӧ��Щ�������߿�����֮��Ӧ���²�Ʒ��
2��IEC�ƶ��˻���Windows�ı�����Ա�IEC61131-3�����涨��ָ�����IL��������ͼ��LD����˳����ͼ��SFC�������ܿ�ͼ��FBD�����ṹ���ı���ST�����ֱ�����ԡ����������ּ���Ϊ�����Ŀɱ����������װ���ڸ߲���������Եı����ļ�����ȻPLC�����ϸ������Բ����ݣ���������Щ���Ŀ���ϵͳ��ʹ�û���Ӧ�ù����У����ԽϷ�����ʲ�ͬƷ�ƵIJ�Ʒ��
3) OPC������Ƴ���OPC��OLE for Process Control���������һ����ǿ����Ӳ���Ļ������ԣ�ͨ��OPCһ���Բ��ԵIJ�Ʒ������ʵ�ַ���ĺ���϶���ݽ�����Ŀǰ������PLC������Ʒ���൱һ�����DZ���ִ�л����������豸������OPC���ܡ�OPC���ֳ��������Ľ�ϣ���δ������ϵͳ��FCS������չ�����ơ�
4) PLC�Ĺ��ܽ�һ����ǿ��Ӧ�÷�ΧԽ��Խ�㷺��PLC������������ģ�������������������ٶȡ��ڴ桢�������������������ǿ�����پ����������Ƶ�Ӧ�ã���Խ��ԽӦ���ڹ��̿��Ʒ��棬����ͳ�ƣ���ʯ�����̵ȸ�������PLC���гɹ���Ӧ�ã�PLC���൱���Ӧ��ȡ���˰����DCS���Ӷ�ʹԭ��PLC��˳����ƣ���DCS�����̿��ƣ���ģʽ���PLC��IPCģʽ��
5����ҵ��̫���ķ�չ��PLC����ҪӰ�졣
��̫��Ӧ�÷dz��㷺���빤ҵ������ȣ���ɱ��dz��ͣ�Ϊ�ˣ����������ڽ���̫��������������Ŀǰ����ս����1��Ӳ���������Ӧ��ҵ���ӻ�����2��ͨѶ������������ɿ�����̫���ܷ�˳�����빤�������������ۡ�����̫���ڹ���ϵͳ��Ӧ��ȴ�������࣬��Ӧ��һ���̣���PLC���̷��Ƴ���Ӧ��̫���IJ�Ʒ���м��Ʒ��
���� PLC�����缰��չ����
һ��������PLC��PC������ϵͳ��PC����ԭ��������˻��������վ�����ã���20����90������³���������Ϊϵͳ���ɴ������̻���ͬʱ����������˻���������(������������̬����)�������ӿ�(�����������)Ҳ�õ��˷�չ��
��������PLC������ԭ��CPUģ�����ṩ������RS232/422/485�ӿڵĻ������������˸���ͨѶ�ӿڣ������ṩ������ͨѶ���硣���ڽ�������ͨѶ������չ�ܿ죬�û��Կ�����Ҫ���ǿ�ң��ֳ�����������̫������Ҳͬ����չ������PLC���ɵ�PCSϵͳ��DCS�Ŀ�������������״�Ժ�һЩ��Ŀǰ��Τ��AB��˾���γ��˶��ṹ��ϵ����Ether Net��Control Net��Device Net��Asi���ֳ�����(ԭDH+��Ҳ�ɼ���)�������ӹ�˾��Profibus-DPͨѶ���缰Profibus-FMS�������⣬�����S7 Routing���磬��Profibus-DP��Industrial Enternet����ṹ�����绹�ڷ�չ���ҹ�Ӧ�ѻ�������̬Ͷ�����С�
20xx���ҹ���е��ҵ��Ϊ��ҵ��չ�����㣬�ܲ�ֵ����������17.15%����������Ϊ����ǰ10λ����������Ϊ�����5λ����е��ҵ��������33.35%��ռ������ҵ�����������ɶࡣ����ͬ�����ֿ�ϲ�����������ڻ�е��ҵ���Ҫʵʩ���绯������һ�㣬PLC��ҵ��ԱӦ�����ѵ���ʶ��Ӧ�����绯�Ŀ����ԡ����繹�ɵ�����/�۸�Ⱥ�����Ŀɿ��ԡ���ȫ�ԡ��Ƚ������ر��¹���
�����������ǻ��������⣬���������ֳ��������⣬�������������ܷ�����̫��“e������”��ʽ��������ÿͻ���/��������ʽ�������/��������ʽ��������/�����߷�ʽ���ӿ���������OPC��ʽ�����ⶼ�д���һ����ʵ��PLC������MCC����������ġ������ػ�������NC/CNC�����豸���Լ����������п���ϵͳ������豸����Ƶ����������������ϵͳ;PLCҪ��DCS�ֹ��������䵱DCS��Զ��I/Oվ��;PLCҪ��IPC�ֹ�����������IPC���˻������⣬������PLC��I/O����Ҳ�ǿ��е�;�����PLC�����ͣ����ȫϵͳ(ESD��Emergency Shut Down Systems)�Ĺ�ϵ��������ֿ⡢�����ˡ�CAD/CAM�ȵȶ�Ҫ�����ù�ϵ����֮��PLCҪ���ݸ����¼�����ʹPLC��Ϊ���������ϵ�“����”��
PLC��Ӧ�������ǿ����ģ����������������أ������ں��ع���������֤(��������)���Զ���ҩ(������ҩ��)���ҹ�����ʵ�������⣬����ɢ�¼�ϵͳ�У��繫·����ͨ��(�����������˿ͼ�����ͣ��ʱ�����)������ϵͳ����������ϵͳ(��������ϵͳ)��һ�зDZ������ϵͳ�У������Բ���PLC��������ģ�Ͳ�ȡ�Բ߲��Ż���PLC��ǰ;һƬ���ã�һ�б��۵��۵���վ��ס�ŵġ����ڼ���������PLC�����������ں�������ʧ���ǻ���Ҫһ����ʱ�䣡
�� ��
���α�ҵ��ƣ���������ԱȽϴ���Ҫ����߶�����FX2N��������н�ȫ�����ʶ������Ҫ��һ�����֪ʶ������
ͨ�����“�������PLCϵͳ”��һϵͳ���ҽ�һ���˽�GPP���������������Ӵ���Щ��ı��������
����FX2Nϵ��PLC��һ���ܺõij���װ�ã���ӵ������ƥ�����ٶȣ����Ĺ�����ѡ���Լ���λ����ϵͳ���ü��̶����� ��̼� ���п�����ѡ�ḻ��Ʒ�֣� ���˷��ĵĸ����ܣ� �������㣻 ʹ���ڶ���������;�� �ⲿ����ͨѶ���� ��ͬ���ⲿ�豸���ص㣻FX2N�Ǵ�16·��256·����/����Ķ���Ӧ�õ�ѡ����FX2Nϵ����С�ͻ������ٶȣ������ܺ����з��㶼���൱��FXϵ������ߵ��εij�С�γ���װ�ã������û��ĸ��ֲ�����Ҫ��
������Ƶ�“�������PLCϵͳ”������Һѹϵͳ��̵��������ʹ��PLC��ɣ���ʵ�ֶ�ϵͳ�������ơ����⣬ϵͳ�Ĺ���ʱ��������ִ�й��̾�����Ӧ��ָʾ�ȺͰ�ȫ�����źš�Ϊ��ȫ���ƵĿɿ��ԣ��ṩ�˳�ֵı��ϡ��ұ����ֳ�ά����ʵ���豸�ľ������С�
Ҫ���һ���������Ƶ�PLCϵͳ�������Ҫӵ�����ܵ�˼ά����Ҫ������ϸ�µĹ������硣ͨ����α�ҵ��ƣ��������ᵽ���ܵ�˼ά���ڱ�������˵�Ƕ�ô��Ҫ������Ҫ������α�ҵ���������������ϸ�µĹ�����������õı��ϰ�ߡ�
���ڱ���ˮƽ���ޣ�����Ʋ����ܺ����ƣ���©���⣬ϣ����λ��ʦ��ͬѧ����ָ�������˲�ʤ�м���
�� л
�������±�ҵ��ƽӽ�β���ˣ�������˼����ȴ�кܶ࣬�����Ҿ�����ĵ�Ҳ�ܶ࣬
�˴������Ҫ���������PLC���ϵͳ������ƵĹ��������Dzο��˴������й�PLCӦ�õ��鼮�����ֲ�������ǰ��PLCѧϰ�еIJ��㣬Ҳ����Ҷ�PLC��ʵ��Ӧ������ʶ�Ŀհס�
��Ƶ�Բ����ɻ���������ʦ��ͬѧ�İ������ڴ���Ҫ���ĵĸ�л�ҵ�ָ����ʦ�ι�÷��ʦ���ҵ�ͬ������̴߲�ΰͬѧ���Լ���Щ������и����Ұ�����ͬѧ����ʦ������û�����ǵİ������ҵ������ɵľ�û����ô˳����лл���ǣ�
�� �� �� ��
[1] �ɱ�̿�����ԭ����Ӧ�� ��ս�� ������ ������ҵ������
[2] �����������Ƽ��� ����Զ ��е��ҵ������
[3] ŷķ������ֲ�
[4] FX2N PLC ����ֲ�
[5] FX2N PLC ʹ���ֲ�
[6] �ɱ���������PC������Ӧ�� ��� ������ �����ѧ������
[7] �ɱ�������ԭ����Ӧ��
[8] �ɱ���������ԭ����Ӧ��
[9] ��������ԭ�������
[10] �������������豸
[11] �ɱ���������Ӧ�ü���
- plc��ҵ���ķ���
-
plc��ҵ���ķ���
Ŀ¼1����22����33ϵͳ���巽�����43.1����·�����43.2���Ƶ�·�����43.2.1PLC����43.2.2PLCѡ��63.��
-
plc��ҵ���ķ���
���ź���ְҵ����ѧԺ��ҵ��ƣ����ģ���Ŀ������PLC���Զ��������ϵ����Ϣ����ϵ�༶��������ѧ�ţ�ָ����ʦ:20xx�����ջ���P��
-
����������plc��Ƶı�ҵ����ʾ��ģ��
����������plc��Ƶı�ҵ����ʾ��ģ���ҵ���˵����רҵ���༶��������ѧ�ţ����⣺ָ����ʦ�������ձ�ҵ��ƣ����ģ����������칤ҵְ��
-
plc���ƺ��̵Ʊ�ҵ����
ժҪ��ͳ�Ľ�ͨ�ƿ���ϵͳ����������ֵ�·��ʵ�ֵĽ�ͨ�ƿ���ϵͳ�ȶ��Կɿ����뿹���������ϲ�������ᾭ�õķ�չ���ֵ�·��ͨ��Խ��Խ����
-
plc��ҵ���ķ���
Ŀ¼1����22����33ϵͳ���巽�����43.1����·�����43.2���Ƶ�·�����43.2.1PLC����43.2.2PLCѡ��63.��
- Lspqsa�Զ���PLC��ر�ҵ���ķ���
- plc��ҵ���ķ���
-
����plc��84����ҵ������Ŀ
1����FX2N48MRPLC�Ľ�ͨ�ƿ���2������PLC���Ƶ��IJ���ݱ�ҵ�������3PLC���ݿ��Ʊ�ҵ����4����plc�������ݿ��ơ�
- (��ҵ��Ʋο�)����PLC�����