工厂管理计划书
工厂管理计划书
随着公司大量新产品技术的引入和优良的市场运作,产品销量会大量增加,工厂将面临全所未有的生产任务量。为了保质保量完成生产任务,工厂必须要改变之前的工作状况。工厂需要发展壮大,就要一定运用科学的管理方法,掌握精湛的知识技能,以及建立完善的流程策略。提高工厂的生产能力和质量,来充分体现工厂的价值。要始终追求生产过程的高效、低耗、准时、清洁。要向工艺流程要效益,向人力资源要效益,向技巧化生产要效益,不断地降低工厂的运营成本。
近期工厂急需完成的任务计划有以下两点:培训任务和生产任务。关于这两项任务的完成,我有如下规划思路,请领导审核。
一、 培训任务:
1、 目标:尽快的培训新入职员工和原消弧柜及过电压班组成员,使其熟练掌握仪表类的生产技能。以达到全面胜任仪表生产各个岗位的技术水平。
2、 培训教材:首先系统的剖析每一种的产品的技术要领和质量标准。制定培训大纲和流程。由浅入深,形成多种形式的培训材料,如书面、视频、ppt幻灯片等。涵盖产品的“系列介绍、功能特点”,“生产流程、元器件的识别、焊接工艺标准、设备工具的使用、调试检验”,“工厂制度、安全生产规程”。
3、 培训时间:一个月。在指定的时间段内,由专人集中地对学员进行讲解培训。原则上不占用上班时间。可以才采取视频教材的形式,让学员可以在工作时间外进行自学等。
4、 培训方式:理论和实践相结合,以多操作多练习为主要方法。首先要求学员掌握熟练地焊接等操作技能,参与生产过程。定期进行总结考核,对学习效果差,态度不端正的学员及时处理。
5、 培训教员:设立培训岗位和人员,暂时由谭清昌负责培训讲解和教材的编制。于斌负责培训大纲和流程的制定,组织培训安排,监督审核培训教材和培训质量。
二、 生产任务:
工厂的生产工作,就是围绕着物料流的加工过程。所以提高生产效率和质量的一个管理办法,就是管理好物料在各个加工环节的状态。
1元件到货检验入库 → 2领料分发 → 3焊接 → 4组装 → 5调试 → 6半成品 → 7存放 → 8成品包装→9发货
1、 元件到货检验入库
要保证产品质量,首先第一步就是要保证元器件的质量。我们需要对元器件的质量进行检测,如果不在源头切实的把握好元件质量,那么不良元件将流入生产环节,只到环节5调试,才能检测出。这样1-4环节所做的工作必须要返工,这无疑将造成巨大的工作量的浪费。所以元器件的到货验收工作必须要做,而且要做细,要有效的在该环节控制住产品质量。
① 、元器件到货签收后,应按批次首先摆放在原料待检区,由专人进行检查验收,之后登记入库。、元器件检验形式:“全检、抽检、免检”,“外观检测、电气性能检测、机械性能检测、逻辑功能检测”。首先需要对现用的所有元器件,进行分类整理,确定每种元件的检验形式。
② 、对需要检验的元件,建立检验标准。
③ 、设立检验专岗,负责产品的检测。暂定杨殿业
④ 、添置必要的检验设备和工装。对严重影响产品质量的元件要达到能快速有效的进行检验。
2、 领料
① 、签批程序,领料时凭生产派工单领料,节省重复签批手续。派工单直接由销管办下发,工厂安排生产同时,仓库准备原材料。
② 、元件盛放,需要分类盛放,避免各种元件混放。焊接制作2个物料小车,方便运输。
③ 、出库顺序,接到派工单后,该派工所需全部物料一次性领取,优先出库线路板和壳体,减少生产工人等待物料的待工时间,提高效率。
④ 、元件分发,根据不同的生产类型(离散型/流水线),将物料分发到个人手中,随时进行登记。不定时核对元件量和成品量。要求领用多少元件入库多少成品。缺件必究。
⑤ 、设立领班岗位,负责物料的领取和管理,不允许其他人员到仓库领取物料。暂定韩佃贵。
⑥ 、不合格品/损坏件异常处理,工厂和仓库建立两份登记台账。对异常件每天中午定时进行更换,交旧换新,编号登记。每周进行一次异常件处理分析报告。对可以进行干预避免的损耗,及时进行纠正。
3、 焊接/组装
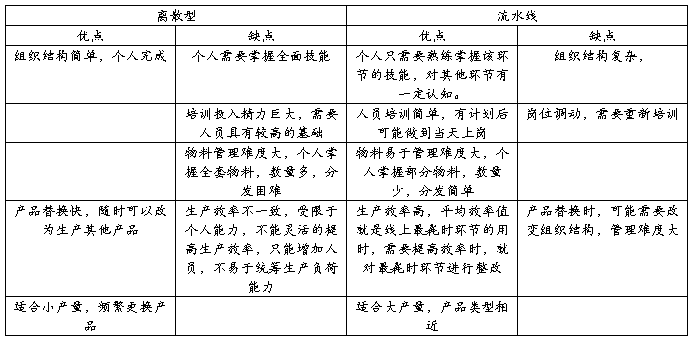
① 、生产形式(离散型/流水线),两种生产形式的管理具有很大差别,也各有优缺点:
② 确立质量标准和作业指导书,为每项工作建立明确、可参照的质量标准。目的是能够帮助员工明确怎样工作,对提高效率和质量,减少培训投入有极大帮助。
(如要求焊点焊好,怎样算是焊好?参照标准中配有图片和说明)
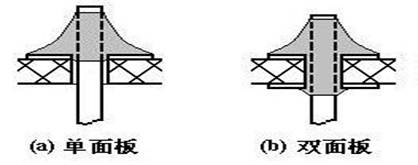
“让焊料润湿焊盘,而且孔内也要润湿填充。金属化孔加热时间应长于单面板”
③ 生产现场管理目标是达到6S标准,整理(SEIRI)、整顿、清扫、清洁、素养、安全,6S的推行有助于培养一支高素质的员工队伍,在一个优良的工作环境中工作,对激发员工潜能、增强上进心、培养团队精神、克服拖拉情绪、展现企业文化等方面有促进作用。建立各种相应规章制度,进行相应的监管,需要赋予组长必要的监管权力。实行定址管理和看板管理。附图
④ 工具、工装的制作与配备,直接与资金成本的投入关联。配备前要对其配备价值进行评测,有价值的要及时投入。对于能提高工作效率和质量的设备要格外重视。工厂要组成一个团队,专门对生产中的问题进行攻关。暂定人员 于斌 ,杨殿业 ,刘汉鹏。
⑤ 确保自检和互检工作的切实执行,工序完成后要进行自检再流入下道工序,由他人互检上道工序的质量,将问题及时处理。问题发现越晚就意味着浪费的产能越多。
⑥ 岗位定位,生产制造是工厂的唯一目的,所以生产人员和岗位定位是主岗。通过定位提高和薪酬绩效化来充分调动员工的积极性和创造性。
4、 调试检测
① 调试技术文件需要联合技术组,进行详细的制定。调试检测作为保证产品质量的最后一关,工作目标就是100%合格。因此需要调试技术文件具有明确性、可参照性。
② 设立专人专岗,负责产品的检验。人员和岗位定位是辅岗,因为生产管理中质量的控制应该是存在于生产的每个环节,呈现链状。同时生产质量的默认目标就是件件合格。所以调试检验岗定位是辅岗。
-
工厂管理计划书
工厂管理计划书随着公司大量新产品技术的引入和优良的市场运作产品销量会大量增加工厂将面临全所未有的生产任务量为了保质保量完成生产任务…
-
工厂经营计划书
工厂经营计划书工厂概况SMTFUJICP42台产能50万点24H七温区回流焊1台DIP插件线1条10米波峰焊1台关键词稳步经营持续…
-
生产管理计划书
公司名称爱馥郁园艺有限责任公司生产经营场所山东省临沂市沂水县经营范围花草的种苗花草树木的种子花土球根瓜果蔬菜的种子小盆栽肥料书籍花…
-
筹建工厂计划书
宁波安密克机械制造有限公司筹建计划书策划者:XX日期:20XX.7.2一、公司概况1、公司名称全称:宁波安密克机械制造有限公司简称…
-
家具厂管理计划书
名称家具厂初期管理计划书一家具厂概况1名称2地点3成立时间4主要生产产品二发展战略规划短期目标以加工批发市场的低端产品为主阶段性的…
-
销售人员工作计划书范文
20xx年销售人员工作计划书范文工作出色,为公司的发展做出自己应有的贡献。否则,哪一个公司也不会要一名白拿工资不干活的员工。我毕业…
-
软件工程项目管理计划书
工程项目管理作业储蓄业务软件工程项目管理计划书Thesoftwareprojectmanagementplanondeposit班…
-
20xx年销售人员工作计划书范文
20xx年销售人员工作计划书范文工作出色为公司的发展做出自己应有的贡献否则哪一个公司也不会要一名白拿工资不干活的员工我毕业之后就来…
-
20xx业务人员工作开展计划书
业务人员工作开展计划书在此新春佳节已宣告接近尾声我UGE公司迎来20xx年本部团队本着既看出力又看业绩等客观综合评价考核的业务推广…
-
企业管理公司创业计划书
商业计划书XX咨询服务公司20xx3月20日咨询公司创业计划书第一部分经营管理体制一公司类型有限责任公司二核心管理层经理工作职责和…
-
公司整体搬迁工作计划范文
公司整体搬迁工作计划范文计划一目的为保证整体搬迁有序进行搬迁工作应遵循统一领导分工负责协调配合的原则力求确保顺利搬迁二成立搬迁工作…