开题报告模板
江西科技职业学院
毕业设计(论文)开题报告
题目 南昌市昌北汽车客运站方案设计
专 业 名 称 艺术设计
班 级 学 号 04121310
学 生 姓 名 谭燕娜
指 导 教 师 高昱 朱峰
填 表 日 期 20## 年 4 月 8 日
说 明
开题报告应结合自己课题而作,一般包括:课题依据及课题的意义、国内外研究概况及发展趋势(含文献综述)、研究内容及实验方案、目标、主要特色及工作进度、参考文献等内容。以下填写内容各专业可根据具体情况适当修改。但每个专业填写内容应保持一致。
第二篇:开题报告-模板 (2)

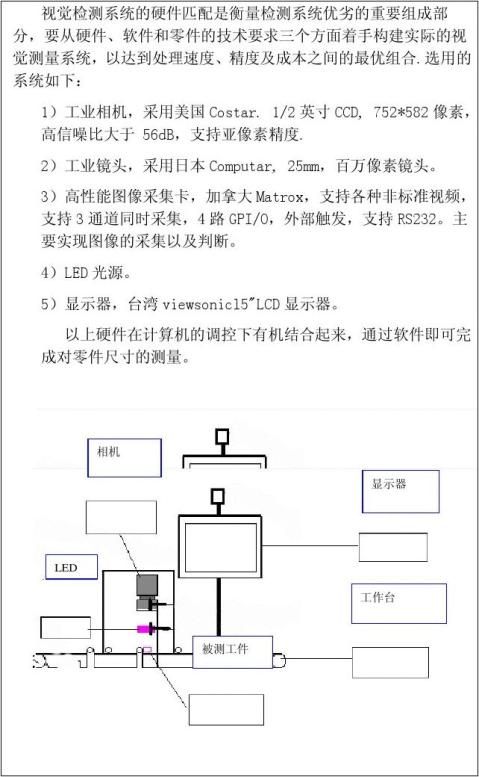
机器视觉在尺寸测量方面的发展
尺寸测量是机器视觉研究和应用的重要领域,也是一个比较早开始的研究方向。基于机器视觉的尺寸测量技术是非常有效的非接触检测技术,被广泛地应用于各种加工件的在线检测和高精度、高速度的检测技术领域。
国外在机器视觉检测方面应用较早,如加拿大DALSA Coreco集团IPD机器视觉系统用于工业零件检测,采用背光源的照明方式能够清晰的拍摄出螺纹边缘轮廓图像,选择Inspect检测工具中的Tip工具计算出指定范围内边缘的顶点,再通过Distance工具计算出顶点与顶点之间的距离,系统的实际分辨率能够达到0.05mm ;巴西学者将CCD视觉检测系统用于研究刚体的运动;美国学者将CCD应用于高精度机械位移与应变测量系统。
九十年代以后,国内在基于机器视觉的尺寸测量方面也有了显著的成果和应用。上海交通大学自动化测控中心的机械零件尺寸检测的研究,采用测量点序列进行最小二乘法拟合以得到直线或圆参数的估计值。浙江大学生产工程研究所为宁波某集团所开发的一种轴圈参数测量仪器一一ZQ1001系列轴承外圆参数测量仪;洛阳轴承研究所生产的设备ZD0903成品球轴承内外径自动检验机;中原精密有限公司生产的是HJN系列的轴承内外圈自动检验机;西安工业学院和汉江工具联合开发的齿轮测量中心具有独创的三维半高精度扫描测头,采CCK-III型专用测控系统及数字化交流伺服系统使仪器具有较高的技术水平;由天津大学和南京依维柯汽车有限公司联合研制的“依维柯白车身三维激光视觉检测系统”采用激光技术、CCD技术,利用基于三角法的主动和被动视觉检测技术实现被测点三维坐标尺寸的准确测量,其性能指标达到国际先进水平;台湾智泰科技集团在国内测量仪器方面有很多的成果,如2D光学影像量测仪(加强型),3D光学影像测量仪(三坐标复合型,全自动型)。2D光学影像系统测量仪不但有点、线、圆、两点距离、角度等的基本测量功能外,而且建立相对坐标系,坐标平移及共建自动摆正功能。3D影像测量仪是在2D光学影像仪的基础上增加了高精度的探针测头,因此在原有的基础上又增加了对柱形、球、锥、高度等的测量;深圳市赛克数码科技开发有限公司成立于20xx年6月,20xx年7月推出中国第一台全数字化影像仪一SK4002A; 20xx年8月SK8004全数控光学检测仪研发成功;20xx年10月SK5002A三维数字化影像仪研制成功。
尽管机器视觉技术得到了广泛的应用和快速发展,但是仍然有很多问题有待解决。特别是在尺寸测量方面,还有很多工作需要我们努力。
2. 研究目的和意义
基于机器视觉的测量技术是近年发展起来的一种自动化无损检测新方法,具有速度快、稳定性好、精度高、易于维护等特点,在工业生产中得到了广泛的重视和应用。本课题旨在引入机器视觉的测量方法,解决目前小型规则零件二维尺寸测量中存在的一系列问题。
检测技术是现代制造业的基础技术之一,是保证产品质量的关键。现代制造业的发展对检测技术提出了更高的要求,制造业产品种类不断地扩充,用户的要求不断地提高,现代制造也越来越强调实时在线、非接触测量。传统的制造技术正在向高精度、高速度、自动化、大批量的现代制造模式迈进。
对于小尺寸,传统的接触式测量容易破坏工件表面和改变相对位置,从而影响测量的精度。对于大批量生产只能采用抽样检测。在抽样检测中,用样品的质量来估计整批产品的质量,这样往往会存在误检。同时,长期的工作会造成人眼的疲劳,这又带来的稳定性问题;而恶劣的工作环境还会影响操作人员身体健康。由此可见,传统的测量方法无法满足现代制造业的发展需求。所以本文提出了基于机器视觉的二维尺寸测量技术。
所谓基于机器视觉的测量技术是指利用视觉的手段获得被测物体的图像,并用图像处理技术对图像进行处理,通过对被测物体图像的测量来达到对物体的测量,同时将测量后的产品与标准产品进行比较,对产品进行分拣,剔除生产过程中产生的不合格品。将机器视觉引入到测量技术,实现对小尺寸物体的二维尺寸检测,具有非接触、速度快、成本低、稳定性好、抗干扰能力强等突出优点,有效地解决了传统测量方法存在的一系列问题。
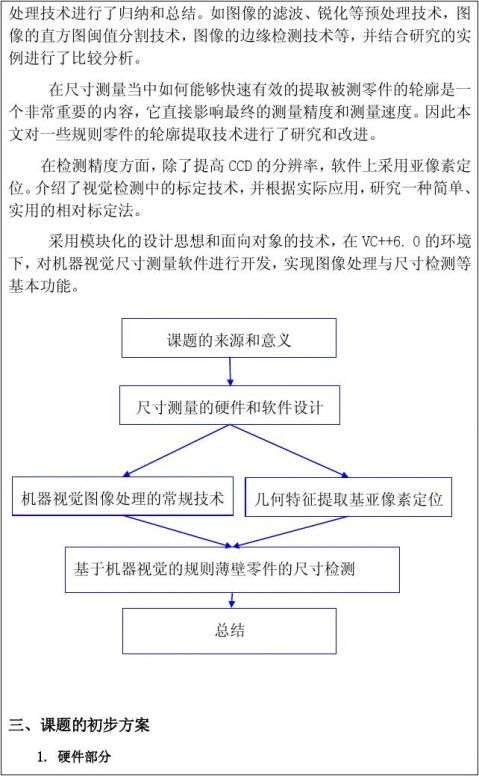
二、研究内容
综合分析国内外机器视觉检测技术发展趋势的基础上,指出了小尺寸测量的重要性,概述了国内外在尺寸测量方面的发展状况。从制造业的发展需求分析来看,本文的主要目的和意义在于为制造业中小型规则零件二维尺寸测量技术做试探性的研究,因此,从以下几个方面开展工作。
基于机器视觉测量技术的重要前提和基础是图像处理,而处理对象不同时用到的图像处理技术也有很大的差别,为了满足各种不同的需求,因此,对图像的常规处理技术进行了研究,并将常用的常规
将以像素为单位的尺寸转换为空间中以毫米为单位的尺寸,通常被称为机器视觉系统的标定。测量系统标定是非常重要的,标定的精度直接影响到系统测量的精度,应根据不同的测量要求确定不同的标定方法。大部分商业用的机器视觉开发平台都使用系统标定来把像素坐标转换 为物理坐标,如DVT公司的framework软件、MVTec公司的HALCON软件等。本文也采用相似的方法来进行系统标定。具体步骤如下:
1.选取一个尺寸已知的标准零件,这里选定标准件为环规,这是因为环规本身作为传递量值的标准计量器件具有很高的精度。设标准环规的尺寸d。
2.将标定工件放置于测量系统上进行测量,此时测量系统处于正常的工作状态:光源、相机的参数以及置工件和相机之间的相对位置等均与正常工作时相同。在这样的环境下,测量得工件以像素为单位的尺寸di
3.按公式k=d/di计算标定系数。k体现了测量系统像素尺寸和实际物理尺寸之间的转换关系。
用程序实现标定系数的计算并保存结果以供测量使用,在获取了系统标定系数后,就可以将通过图像测量得到的尺寸参数转换为实际的物理坐标以满足工程需要。但是,这种系统标定得到的系数在更换了不同的被测零件或者测量条件(照明、视距、焦距等)改变后就需要重新标定。
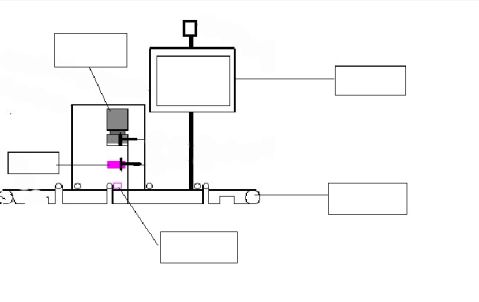
2. 软件部分
本系统是在Visual C十+6.0平台上开发的轴承外圈参数测量软件,包括图像处理、参数测量及结果输出等。在图像处理部分,首先进行图像的预处理,即降噪和闽值变换获得二值图像。其次对二值图像进行轮廓提取,在此基础上进行优化提取轴承的外圈,获得真正意义上的单像素轮廓。然后做特征提取检测外圈的参数即外径。通过标定,将以像素为单位的尺寸转化为实际以毫米为单位的尺寸。结果输出包括参数测量结果,绘制检测圆。本系统将上述各个任务集成起来,图像处理及测量过程不需人工辅助。可适应批量生产的在线检测要求。下面是针对某一型号的轴承进行测量的系统软件流程图如图所示。
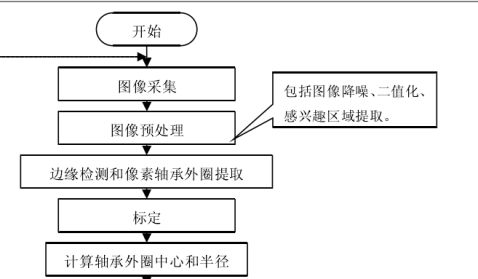
整个测量过程的步骤如下:
1.首先对获得的图像进行预处理。包括图像滤除噪声,二值化和感兴趣区域提取。
2.边缘检测和像素轴承外圈提取,利用Canny检测算子对图像进行边缘检测。
3.计算机标定。在相同的实验条件下,对同一个环规分别采用本文给出的三种方法:均值法,改进的Hough变换法,最小二乘拟合法进行直径检测。以达到对图像所在坐标空间进行标定。
四、课题研究的设计要求、进度要求
1. 设计要求
2. 进度要求
五、已查阅的主要参考文献
[1] ?.
??
指导教师签名:
年 月 日 课题类型:
(1)A—工程实践型;
B—理论研究型;
C—科研装置研制型;
D—计算机软件型;
E—综合应用型
(2)X—真实课题;Y—模拟课题;
(1)、(2)均要填,如AY、BX等。
-
开题报告格式及范文模板(最全面,最实用)
1开题报告方法介绍开题报告是指开题者对科研课题的一种文字说明材料这是一种新的应用写作文体这种文字体裁是随着现代科学研究活动计划性的…
-
毕业论文开题报告模板
毕业设计论文开题报告题目从网络游戏产业问题看信息业的新趋势姓名学号指导教师班级系部陕西科技大学镐京学院毕业设计论文开题报告陕西科技…
- 大学生毕业论文开题报告范文模版
-
开题报告格式模板
辽宁工程技术大学本科毕业设计论文开题报告题目指导教师院系部专业班级学号姓名日期教务处印制一选题的目的意义和研究现状123二研究方案…
-
毕业论文开题报告模板(范文)
毕业论文设计开题报告一选题依据拟开展研究项目的研究目的意义1研究目的期待可能性理论产生于二十世纪初的德国在大陆法系国家的刑法理论中…
-
开题报告怎么写 来源
开题报告,就是当课题方向确定之后,课题负责人在调查研究的基础上撰写的报请上级批准的选题计划。它主要说明这个课题应该进行研究,自己有…
-
开题报告怎么写和课题开题报告范文
一个完美的课题研究方案,一般包括以下几个部分:1、课题名称2、课题提出的背景及所要解决的主要问题3、国内外同一研究领域的现状与趋势…
-
课题研究开题报告范文
课题研究开题报告范文各位领导,各位专家,老师们:我校《在网络环境下基本教育模式的研究》课题,是重庆市电化教育现代教育技术“十五”专…
-
立项课题开题报告的文本格式
立项课题开题报告的文本格式一、标题课题名称+“开题报告”二、引言部分交代课题的由来(谁主持的什么课题,什么时候由什么部门批准立项及…
-
课题研究开题报告怎么写
课题研究开题报告怎么写?课题研究开题报告应该包括以下九大要素:(一)课题名称课题名称就是课题的名字。这看起来是个小问题,但实际上很…
- 大学生毕业论文开题报告范文模版