旋转轴压机实验实验报告
旋转轴压机实验
学院名称:机电工程学院
专业班级:
学生名字:
学生学号:
指导教师名称:
目录
机械部分
一、压机 3
滚珠丝杠选择 3
减速器、伺服电机选择 4
二、卸件组件 5
X轴 内嵌式但活塞双作用气缸 6
Z 轴 内嵌式但活塞双作用气缸 6
夹具 8
电气部分
一、伺服电机 11
二、2位4同电磁换向阀控制 12
单片机及可编程控制器控制步进电机实验 12
心得体会 16
参考文献 17
机械部分
一、压机
伺服压机简介
由于AC伺服电机具有一系列优点,在数控机床上得到了广泛应用。近年来,由于低速大扭矩AC伺服电机的成功研发,电力电子、计算机控制技术等的快速发展,液压增力机构与肘杆机构等在压力机上的应用,具有复合加工功能的智能化,柔性化新型压力机—伺服压力机(Servo Press)便应运而生。它推动了汽车制造业大型钣金冲压、拉伸工艺的伺服压力机和精锻、精压工艺的伺服压力机以及多。工位伺服压力机等的迅速发展,形成了一股伺服化的潮流。
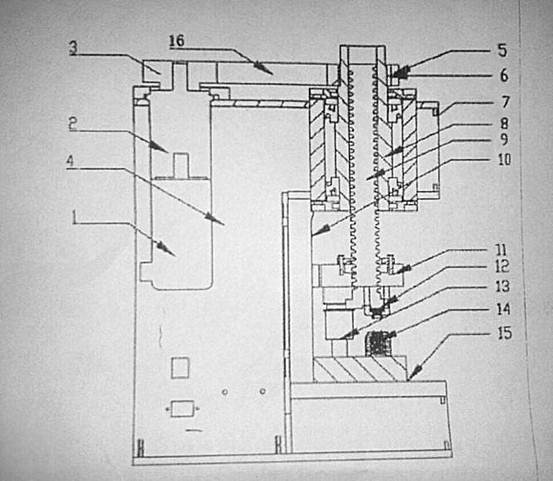
伺服压力机通常指采用伺服电机进行驱动控制的压力机。包括金属锻压用伺服压力机及耐火材料等行业专用伺服压力机。因伺服电机的数控化特点,有时也广泛称其为数控压力机。伺服压力机通过一个伺服电机带动偏心齿轮,来实现滑块运动过程。通过复杂的电气控制,伺服压力机可以任意编程滑块的行程,速度,压力等,甚至在低速运转时也可达到压力机的工程吨位。图1是一个交流伺服直驱电机驱动滚珠丝杠的小型台式压力机的典型例子传动简图
本次试验压力机传动原理采用伺服电机经过同轴减速器,带动滚珠丝杠,通过螺母副带动主动元件进行压制。
实验要求压机能够产生6t的压力
计算按照能量守能原则,公式即为T=(F*P)/(2*3.14*η)
P:丝杠导程
η:进给丝杠的正效率
F:垂直负载
滚珠丝杠的选择
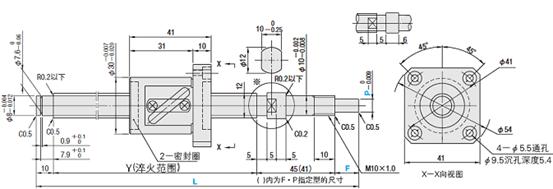
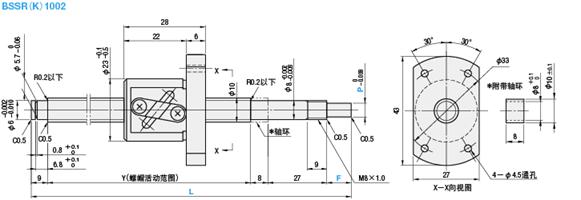
由于压机大部分是空行程,有效作用行程时有一定的相对静止时间,所以滚珠丝杠的选择的依据主要是滚珠丝杠的额定静载荷要大于6t,由于选择余量的考虑,确定静载荷的选择要在140000N以上,参照机电一体化设计基础教科书(机械工业出版社—郑堤,唐可洪),选用汉江机床厂C1型滚珠丝杠4010-5 如上图
中径d=40mm,导程p=10mm,额定静载荷Coa=146418N,螺旋角λ=4’33’,效率η=0.85
减速器,伺服电机选择
考虑到应用同轴减速器,所以选择应用谐波减速器。谐波减速器由刚轮,波发生器,柔轮等组成。其结构简单,体积小,重量轻。传动比范围大,承载能力强,运动精度高,运动平稳,无冲击,噪声小,传动效率高,同轴性好等多种优点。
由公式T=(F*跑)、(2*3.14*η),
可以算出伺服电机经过减速器后扭矩T=112N*M,
通过表2-2-54 (光机电一体化技术手册,机械工业出版社,段正澄)
选择XB1---80 机型,如图3
传动比i=50,输出转矩T2=60N*M,输出转速n2=60r/min,输入功率P=0.539KW,输入转速3000r/min,效率η1=0.60
T电机=T、(i*η1);
则算出伺服电机的扭矩至少3.7N*M,
如表选择伺服电机(CK3)110AEA120##-RH0型号,功率:1200W,额定转矩:4N*M,额定转速:3000r/min
压机最高速度V=n2*P=60*0.01=1cm/s,
则压机空程时速度为1cm/s,工作行程速度则有单片机进行控制
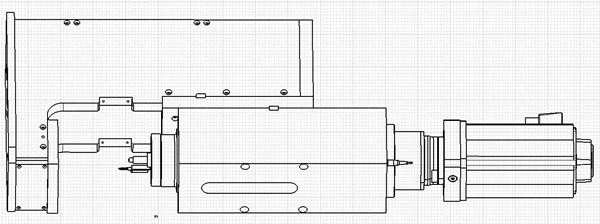
整体压力机二维见图如图4
伺服电机型号尺寸参数表(CK3)
型号 功率 额定 额定 额定 额定 峰值 编码器 配套
电压 电流 转矩 转速 转矩 线数 驱动器
110AEA12 1200 220 4 3000 2500 DM-10
030-RH0 AA
110AEA18 1800 220VA 6 6 3000 18 2500 DM-20
030RH0 C BA
110AEA10 1000 220VA 4 4 2500 12 2500 DM-10
025RH0 C AA
110AEA15 1500 220VA 6 6 2500 18 2500 DM-20
025RH0 C BA
110AEA20 2000 220VA 7.5 7.7 3000 22 2500 DM-20
030RH0 C BA
110AEA26 2600 220VA 10 10 2500 25 2500 DM-20
025RH0 C BA
110AEA38 2800 220VA 17 15 2500 30 2500 DM-30
025RH0 C BA
二、卸件组件
操作目的
由于压机吨位高,人工取料存在安全隐患,则需要机电设备经行自动取料。要求有类似器械手的装置取料,之后放在指定的放料位置,放料位置随后有一定的位移,又人工取料以便进行下一步工序。
总体思想:
用气压传动,用2个小型单活塞杆双作用气缸分别带动X轴,Z轴,用1个小型单活塞杆单整气压传动系统原理图形符合图如图
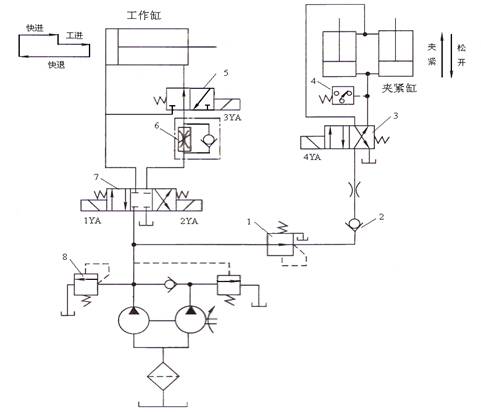
整体气压传动系统原理图形符号图
X轴 内嵌式单活塞双作用气缸
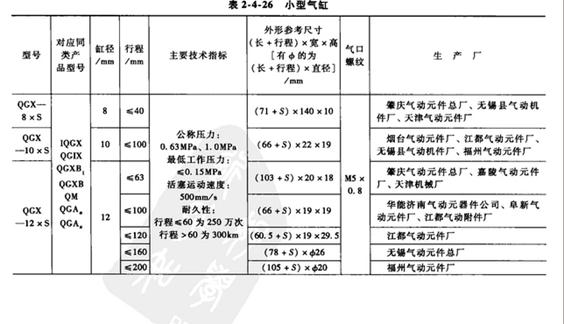
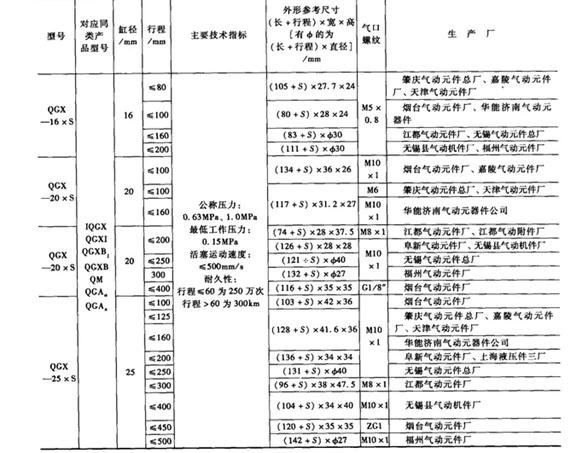
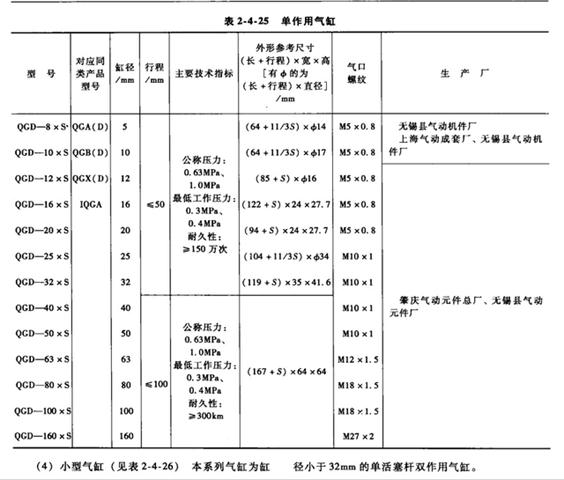
气缸选择参照表2-4-26(光机电一体化技术手册,机械工业出版社,段正澄)
由于X轴的行程最大,直径最大,且外壳呈现方形45X45mm,则选择QGX——12XS,即缸径12mm,行程根据实际X运动选择S=200mm,外形尺寸305 XΦ20
Z轴 内嵌式单活塞双作用气缸
通X轴一样,就是行程较少等,
根据2-4-26(光机电一体化技术手册,机械工业出版社,段正澄)
选择QGX——8XS,行程S=40mm,外形尺寸111X140X10

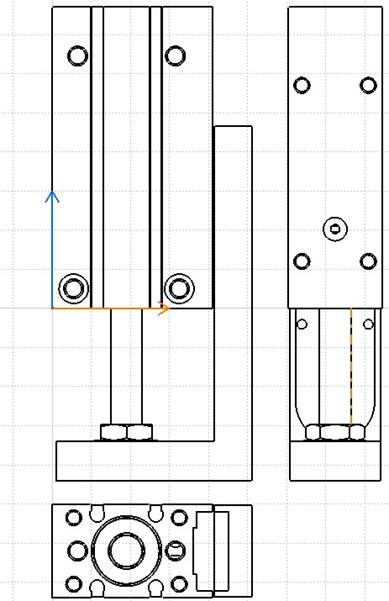
夹具
由于夹具较小,完全可用单作用活塞气缸,回程可用弹簧复位,夹紧工件时气缸作用,夹紧工作时气缸作用。气缸选择参照表2-4-25(光机电一体化手册,机械工业出版社,段正澄)
选择缸径最小的QGD—8*S,缸径5mm,行程S=20mm,外形尺寸80*Φ14
夹具简图


电气部分
二、电气部分
电气部分主要用单片机进行设计,通过单片机控制伺服电机的转速和正反转,控制2位4桶电磁换向阀的通断和延时时间,来整体配合,达到按照动作要求进行顺序动作。
整体程序流程图如下图:
程序流程图
一、伺服电机
伺服系统是一个闭环的自动控制系统,在伺服控制系统中,单片机除了要控制系统的功率主回路外,同时还要实时监测系统的状态。典型的伺服系统如图5所示。对于单片机而言,除了对PWM功放电路进行控制外,还要接受速度变化信号、位置变化信号,并对这些信号进行处理,在产生信号去控制PWM功率放大器工作,驱动伺服电机运行在给定的状态
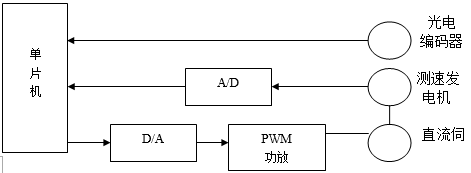
图5 伺服系统硬件结构
PWM是晶体管脉冲宽度调制功率放大器,根据指令信号实现对电枢绕组两端电压的控制。
二,2位4通电磁换向阀控制
设P1.0控制X轴的换向阀,P1.1控制Z轴的换向阀,P1.2控制夹具的换向阀。
SETB P1.0 ;X轴气缸右动作到压制后的工作上方
LCALL YANSHIX ;调用延时子程序
SETB P1.1 ;Z轴气缸下动作
LCALL YANSHIZ ;调用延时子程序
SETB P1.2 ;工件开始夹紧
LCALL YANSHIJIA ;调用延时子程序
CPL P1.1 ;Z轴气缸上动作
LCALL YANSHIZ ;调用延时子程序
CPL P1.0 ;X轴气缸左动作
LCALL YANSHIX ;调用延时子程序
CPL P1.2 ;工件放料
单片机及可编程控制器控制步进电机实验
使用微机对步进电机进行控制有串行和并行两种方式。
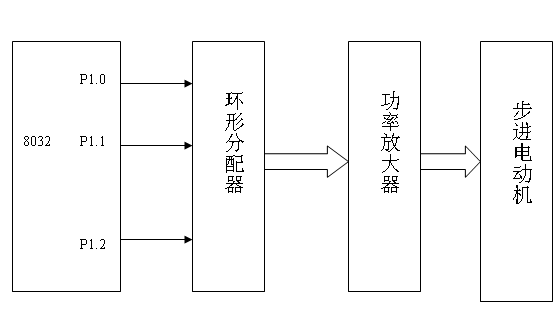
串行控制:具有串行控制功能的单片机系统与步进电机驱动电源之间具有较少的连线。这种系统中,驱动电源中必须含有环形分配器,控制方式的功能框图如下图7
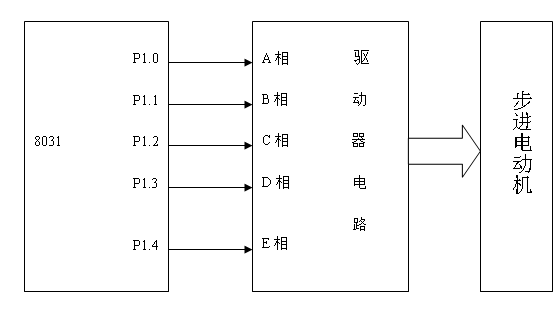
并行控制:用微机系统的数条端口线直接控制步进电动机各项驱动电路的方法称为并行控制。在电动机驱动电源内,不包括环形分配器,而其功能必须由微机系统完成。并行控制方案的功能框图如下图8
实验总的连线框图图9
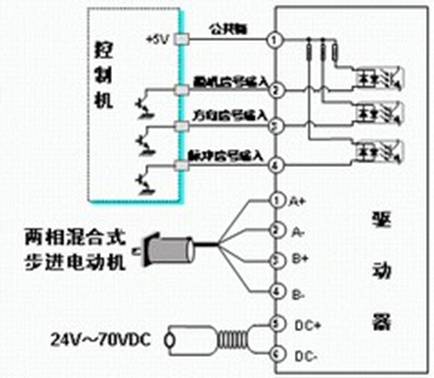
图9
控制电机可以由单片机和可编程控制器替换,主要实现步进电机的步速,方向和频率的控制,控制器起到环形分配器作用。其中可编程控制器由于输出24V,所以连线时要加电阻减压,以免烧坏控制器的电子原件。
单片机部分连线图图10
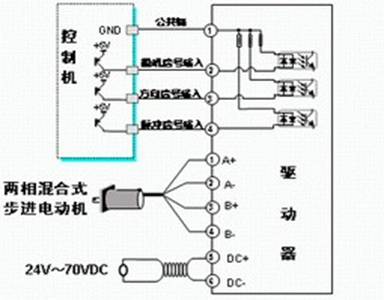
图10
实验程序: ORG 0000H
AJMP MAIN
ORG 0030H
MAIN:MOV R0,#H ;输入步数
SETB 81H ;P0.1作为方向控制电瓶W: CPL 80H ;p0.0作为脉冲输出口 LDALL DELAY DPL 80H
LDALL DELAY DJNZ R0,W END
DELAY:MOV R1,#100D ;100ms延时(12MHz)
W3 :MOV R2,#2D
W2 :MOV R3,#125D
W1 :NOP
NOP
DJNZ R3,W1
DJNZ R2,W2
DJNZ R1,W3
RET
I0.0
I0.1 Y100.00脉冲
I0.2
I0.3 Y100.02方向
可编程控制器连线图如下图 图11

图 11
·可编程控制器梯形图如下图

图12
心得体会
在老师的指导下,我们很快就上手了,踏入了接线配置这个门槛。还是适当地给我们布置这些任务要求,我们也积极认真地对待,认真完成每一次老师布置下来的任务。在完成任务之余,我们还发挥自己的想像空间,自己尝试着编制一些自己想要的功能指令,效果还不错。通过几天对机电一体化课程的学习,尤其是PLC在机械控制中的运用,编程和调试让我对机械控制方面有了更深层次的理解,也为以后在教学中和科研中指明了一定的方向,拓展了思路,开阔了视野。大四了,我们就要步入社会,面临就业了,就业单位不会像老师那样点点滴滴细致入微地把要做的工作来告诉我们,更多的是需要我们自己去观察,学习,总结。不具备这项能力就难以胜任未来的挑战。随着科学的迅速发展,新技术的广泛应用,会有很多领域是我们过的,只有敢于尝试才能有所突破,有所创新。这次试验带给我们的,不全是我们所接触到的那些操作技能,也不仅仅是通过几项工种所要求我们锻炼的几种能力,更多的则需要我们每个人在试验结束后根据自己的情况去感悟,去反思,勤时自勉,有所收获,使这次实习达到了他的真正目的。
参考文献
《单片机原理及接口技术》 张毅刚 彭喜元 人民邮电出版社
《欧姆龙CP1H PLC应用基础与编程实践》 霍罡 樊晓兵 机械工业出版社
- 机能实验学实验报告书写格式示例20xx
-
《机能实验学》设计性实验项目设计书
机能实验学实验设计项目项目名称指导教师申请者所在专业年级班级联系电话电子信箱申请日期申请书一立论依据及意义国内外研究现状分析关于它…
- 机能实验学实验报告书写格式示例
- 20xx年春季学期 机能实验学实验报告
- 机能实验学实验报告书写格式英文版
-
心理学实验报告
心理学实验课题报告心理学实验课题陈舒20xx2106211心理学实验课题报告注以下为做过的每个实验的详细的实验报告关于题目要求作答…
-
心理旋转实验报告1
心理旋转实验报告摘要该实验采用不同方向和角度的R字符研究了4名大学生在不同的方向和旋转角度下判断字符正像或镜像的反应时结果表明1心…
-
心里旋转实验报告
山西师范大学现代文理学院心理系认知心理学教学实验报告实验名称表象心里旋转实验时间20xx年12月6日姓名班级学号1表象的心理旋转摘…
-
表象的心理旋转实验报告
表象的心理旋转实验报告姓名王稳学号04100101专业教科院应用心理学年级20xx级课程心理学实验实验时间20xx年2月小组成员庄…
-
表象的心理旋转的实验报告
表象的心理旋转的实验报告专业:应用心理学年级:09应用心理学姓名:**学号:**摘要:本次实验采用计算机及实验心理学虚拟实验系统,…