金属材料力学性能实验报告
金属材料力学性能实验报告
第二篇:金属材料的力学性能
金属力学性能试验方法是检测和评定冶金产品质量的重要手段之一。其中拉伸试验则是应用最广泛的力学性能试验方法。拉伸性能指标是金属材料的研制、生产和验收最主要的测试项目之一,拉伸试验过程中的各项强度和塑性性能指标是反映金属材料力学性能的重要参数。影响拉伸试验结果准确度的因素很多,主要包括试样、试验设备和仪器、拉伸性能测试技术和试验结果处理几大类:为获得准确可靠的,试验室间可比较的试验数据,必须将这些因素加以限定,使其影响减至最小。
二、硬度
硬度能够反映出金属材料在化学成分、金相组织和热处理状态上的差异,是检验产品质量、研制新材料和确定合理的加工工艺所不可缺少的检测性能之一。同时硬度试验是金属力学性能试验中最简便、最迅速的一种方法。
硬度实际是指一个小的金属表面或小的体积内抵抗弹性变形、塑性变形或抵抗破裂的一种抗力,因此硬度不是一个单纯的确定的物理量,不是基本的力学性能指标,而是一个由材料的弹性、强度、塑性、韧性等一系列不同力学性能组成的综合性能指标,所以硬度所表示的量不仅决定于材料本身,而且还取决于试验方法和试验条件。
硬度试验方法有很多,一般可分为三类:有压入法,如布氏硬度、洛氏硬度、维氏硬度、显微硬度;有划痕法,如莫氏硬度;有回跳法,如肖氏硬度等。目前机械制造生产中应用最广泛的硬度是布氏硬度、洛氏硬度和维氏硬度。
(一) 布氏硬度
布氏硬度的测定原理是用一定大小的试验力F(N),把直径为D(mm)的淬火钢球或硬质合金球压入被测金属的表面(图1-3),保持规定的时间后卸除试验力,用读数显微镜测出压痕平均直径d(mm),然后按公式求出布氏硬度HB值,或者根据d从已备好的布氏硬度表中查出HB值。
由于金属材料有硬有软,被测工件有厚有薄,有大有小,如果只采用
一种标准的试验力F和压头直径D,就会出现对某些材料和工件不适应的现象。因此,在生产中进行布氏硬度试验时,要求能使用不同大小的试验力和压头直径,对同一种材料采用不同的F和D进行试验时,能否得到同一的布氏硬度值,关键在于压痕几何形状的相似,即可建立F和D的某种选配关系,以保证布氏硬度的不变性。
国家标准(GB231—84)规定布氏硬度试验时,常用的0.102F/D2的比例为30、10、2.5三种,根据金属材料种类、试样硬度范围和厚度的不同,按照表1-1的规范选择试验压头(钢球)直径D、试验力F及保持时间。
表1-1 布氏硬度试验规范(重要知识目标)
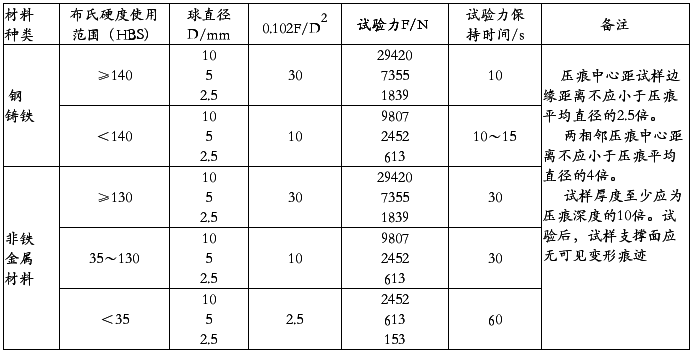
淬火钢球作压头测得的硬度值以符号HBS表示,用硬质合金球作压头测得的硬度以符号HBW表示。符号HBS和HBW之前的数字为硬度值,符号后面依次用相应数值注明压头直径(mm)、试验力(0.102N)、试验力保持时间(s)(10~15 s不标注)。例如:500HBW5/750,表示用直径5mm硬质合金球在7355N试验力作用下保持10~15s测得的布氏硬度值为500;120HBS10/1000/30,表示用直径10mm的钢球压头在9807N试验力作用下保持30s测得的布氏硬度值为120。
目前,布氏硬度主要用于铸铁、非铁金属以及经退火、正火和调质处理的钢材。
(二) 洛氏硬度
洛氏硬度试验是目前应用最广的性能试验方法,它是采用直接测量压痕深度来确定硬度值的。
洛氏硬度试验原理如图1-4所示。,其总试验力F=F1 +F2(588N、980N、1471N)。金属越硬,压入的深度h值越小。为适应人们习惯上数值越大硬度越高的观念,故人为的规定一常数K减去压痕深度h的值作为洛氏硬度指标,并规定每0.002 mm为一个洛氏硬度单位,用符号HR表示,则洛氏硬度值为:(98N),再加上主试验力F2它是用顶角为120º金刚石圆锥体或直径为1.588mm(1/16英寸)的淬火钢球作压头,先施加的初始试验力F1
由此可见,洛氏硬度值是一无量纲的材料性能指标,使用金刚石压头时,常数K为0.2,使用钢球压头时,常数K为0.26。
为了能用一种硬度计测定从软到硬的材料硬度,采用了不同的压头和总负荷组成几种不同的洛氏硬度标度,每一个标度用一个字母在洛氏硬度符号HR后加以注明,我国常用的是HRA、HEB、HRC三种,试验条件(GB230-91)及应用范围见表1-2。洛氏硬度值标注方法为硬度符号前面注明硬度数值,例如52HRC、70HRA等。
洛氏硬度HRC可以用于硬度很高的材料,操作简便迅速,而且压痕很小,几乎不损伤工作表面,故在钢件热处理质量检查中应用最多。但由于压痕小,硬度值代表性就差些。如果材料有偏析或组织不均匀的情况,则所测硬度值的重复性差,故需在试样不同部位测定三点,取其算术平均值。
上述硬度试验方法中,布氏硬度试验力与压头直径受制约关系的约束,并有钢球压头的变形问题;洛氏硬度各标度之间没有直接的简单的对应关系。维氏硬度(用符号HV表示)克服了上述二种硬度试验的缺点,其优点是试验力可以任意选择,特别适用于表面强化处理(如化学热处理)的零件和很薄的试样,但维氏硬度试验
的生产率不如洛氏硬度试验高,不宜用于成批生产的常规检验。
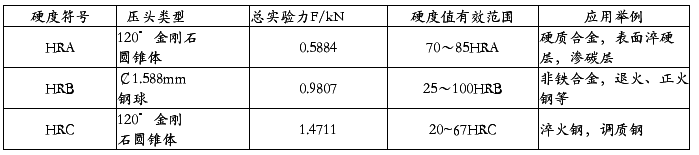
表1-2 常用的三种洛氏硬度的试验条件及应用范围
(三)硬度与强度、塑性之间的内在联系(启发学生总结)
三、 冲击吸收功
机械零部件在服役过程中不仅受到静载荷或变动载荷作用,而且受到不同程度的冲击载荷作用,如锻锤、冲床、铆钉枪等。在设计和制造受冲击载荷的零件和工具时,必须考虑所用材料的冲击吸收功或冲击韧性。
(一)冲击实验(重要知识目标)
目前最常见的冲击试验方法是摆锤式一次冲击试验,其试验原理如图1-5所示。
欲测定的材料先加工成标准试样,然后放在试验机的机架上,试样缺口背向摆锤冲击方向(图1-5),将具有一定重力F的摆锤举至一定高度H1;使其具有势能(F H1),然后摆锤落下冲击试样。
(二)冲击韧性或冲击吸收功(重要知识目标)
试样断裂后摆锤上摆到HK表示,则有:2高度,在忽略摩擦和阻尼等条件下,摆锤冲断试样所做的功,称为冲击吸收功,以A
AK=FH1 -FH2=F(H1 - H2)(J)
单位截面积上的冲击吸收功为冲击韧性,用ɑK表示:
ɑK = AK / SN (J/cm2)
对一般常用钢材来说,所测冲击吸收功AK越大,材料的韧性越好。但由于测出的冲击吸收功的AK组成比较复杂,所以有时测得的AK 值及计算出来的ɑK 值不能真正反映材料的韧脆性质。
(三)影响冲击韧性或冲击吸收功大小的因素(能力目标要求)
长期生产实践证明AK、ɑK值对材料的组织缺陷十分敏感,能灵敏地反映材料品质、宏观缺陷和显微组织方面的微小变化,因而冲击试验是生产上用来检验冶炼和热加工质量的有效办法之一。由于温度对一些材料的韧脆程度影响较大,为了确定出材料由塑性状态向脆性状态转化趋势,可分别在一系列不同温度下进行冲击试验,测定出AK值随试验温度的变化。实验表明,AK随温度的降低而减小;在某一温度范围,材料的AK值急剧下降,表明材料由韧性状态向脆性状态转变,此时的温度称为韧脆转变温度。根据不同的钢材及使用条件,其韧脆转变温度的确定有冲击吸收功、脆性断面率、侧膨胀值等不同的评定方法。
常温下钢材的冲击试验按GB/T229—94《金属夏比缺口冲击试验方法》和GB/T2778—91《金属夏比冲击断口测定方法》的规定进行。金属低温和高温冲击试验具体要求参见GB4159—84和GB5775—86。
四、 疲劳强度
(一)疲劳破坏
许多机械零件如轴、齿轮、弹簧等许多工程结构都是在交变应力下工作的,它们工作时所承受的应力通常都低于材料的屈服强度。材料在循环应力和应变作用下,在一处或几处产生局部永久性累积损伤,经一定循环次数后产生裂纹或突然发生完全断裂的过程称为材料的疲劳破坏。
疲劳失效与静载荷下的失效不同,断裂前没有明显的塑性变化,发生断裂也较突然。这种断裂具有很大的危险性,常常造成严重的事故。据统计,大部分机械零件的失效是由金属疲劳造成的。因此,工程上十分重视对疲劳规律的研究。无裂纹材料的疲劳性能判据主要是疲劳极限和疲劳缺口敏感度等。
(二)疲劳实验与疲劳曲线(重要知识目标)
在交变载荷下,金属材料承受的交变应力(σ)和断裂时应力循环次数(N)之间的关系,通常用疲劳曲线来描述,如图1-6所示。金属材料承受的最大交变应力σ越大,则断裂时应力交变的次数N越小;反之σ越小,则N越大。当应力低于某值时,应力循环到无数次也不会发生疲劳断裂,此应力值称为材料的疲劳极限,以σD表示。常用钢铁材料的疲劳曲线(图1-7a)形状有明显的水平部分,其他大多数金属材料的疲劳曲线(图1-7b)上没有水平部分,在这种情况下,规定某一循环次数 H0断裂时所对应的应力作为条件疲劳极限,以σR(N)表示。
通常材料疲劳性能的测定是在旋转弯曲疲劳实验机上进行,具体试验方法参阅GB4337—84《金属旋转弯曲疲劳试验方法》。试验规范规定各种金属
(三) 疲劳强度(重要知识目标)
工程上规定:金属材料在指定寿命(循环基数)N0(如合金钢为107 ,低碳钢5 ×106 )时,应力循环次数达到N0次仍不发生疲劳破坏,此时的最大应力可作为疲劳极限。通常这种在对称应力循环条件下的纯弯曲疲劳极限用σ-1表示。
(四) 影响金属材料疲劳强度大小的因素(能力目标要求)
由于疲劳断裂通常是从机件最薄弱的部位或外部缺陷所造成的应力集中处发生,因此疲劳断裂对许多因素很敏感,例如,循环应力特性、环境介质、温度、机件表面状态、内部组织缺陷等,这些因素导致疲劳裂纹的产生或速裂纹扩展而降低疲劳寿命。
为了提高机件的疲劳抗力,防止疲劳断裂事故的发生,在进行机械零件设计和加工时,应选择合理的结构形状,防止表面损伤,避免应力集中。由于金属表面是疲劳裂纹易于产生的地方,而实际零件大部分都承受交变弯曲或交变扭转载荷,表面处应力最大。因此,表面强化处理就成为提高疲劳极限的有效途径。
由于工程实际的要求,对疲劳的研究工作已逐渐从正常条件下的疲劳问题扩展到特殊条件下的疲劳问题,如腐蚀疲劳、接触疲劳、高温疲劳、热疲劳、微动磨损疲劳等。对这些疲劳及其测试技术还在广泛进行研究,并已逐步标准化
-
工程力学 实验力学 实验报告
实验一金属试件打磨以及贴片和焊线实验目的1掌握金属试件打磨方法2初步掌握电阻应变片的粘贴技术3初步掌握焊接和检查实验设备和器材1电…
-
南理工实验力学实验报告
一实验一材料循环应力应变曲线的探究实验目的通过对材料进行循环加载并利用所获取数据绘出材料的循环应力应变曲线认识与分析材料的循环特性…
-
实验力学实验报告
纯弯曲梁正应力电测实验一实验目的1电测法测定纯弯曲梁正应力分布规律2验证纯弯曲梁正应力计算公式3计算弹性模量E二实验装置与仪器1纯…
-
材料力学实验报告答案
材料力学实验报告评分标准拉伸实验报告一、实验目的(1分)1.测定低碳钢的强度指标(s、b)和塑性指标(、)。2.测定铸铁的强度极限…
-
材料力学实验报告
实验一拉伸实验一实验目的1测定低碳钢Q235的屈服点s强度极限b延伸率断面收缩率2测定铸铁的强度极限b3观察低碳钢拉伸过程中的各种…
-
金属材料的室温拉伸试验
金属材料的室温拉伸试验实验目的1测定低碳钢的屈服强度REhReL及Re抗拉强度Rm断后伸长率A和断面收缩率Z2测定铸铁的抗拉强度R…
-
金属拉伸实验报告
金属拉伸实验报告实验目的1测定低碳钢的屈服强度REhReL及Re抗拉强度Rm断后伸长率A和断面收缩率Z2测定铸铁的抗拉强度Rm和断…
-
金属材料的室温拉伸试验实验报告(仅供参考)
金属材料的室温拉伸试验实验目的1测定低碳钢的屈服强度REhReL及Re抗拉强度Rm断后伸长率A和断面收缩率Z2测定铸铁的抗拉强度R…
-
金属拉伸试验预习报告
一试验目的1测定低碳钢在退火正火和淬火三种不同热处理状态下的强度与塑性性能2测定低碳钢的应变硬化指数和应变硬化系数二试验要求按照相…
-
金属材料的拉伸试验报告
金属材料的拉伸试验实验目的1测定低碳钢的下屈服强度ReL抗拉强度Rm断后伸长率A和断面收缩率Z2测定铸铁的抗拉强度Rm和断后伸长率…
-
建筑材料实验报告
前言实践是检验真理的唯一标准建筑材料试验是建筑材料课程的重要组成部分它是由感性认识到理性认识的重要过程通过试验预期达到三个目的一是…