南京邮电大学优秀毕业设计(论文)摘要
基于PLC的防砂模拟试验控制系统设计
作 者:姜新强 专 业:电气工程及其自动化
指导教师:张腾飞 指导单位:南京邮电大学
摘 要:PLC是Programmable Logical Controller 的简称,是目前一种最重要、最普及、应用场合最多的工业控制器,广泛应用于冶金、石油、化工、交通运输、轻工、电力、汽车、通用机械、智能建筑等各个领域。本课题研究石油开采过程中,油井机械防砂装置基于SIMATIC S7-300 PLC的模拟控制系统设计,要求模拟控制系统中计量泵、加砂电机、加砂搅拌以及泥浆泵等设备的启/停以及联动控制的在STEP7编程环境下的实现。设计过程中充分考虑了控制要求,设计传感器信号动态采集,PLC动态处理信号并动态产生控制信号输出,动态控制信号输出到变频器动态调节对应电机速度,这样的思路在具体硬件配置组态,编程实现和S7-PLCSIM模拟器仿真中获得了很好的效果。
关键词:PLC;石油开采;防砂;联动控制;SIMATIC S7-300;STEP7;S7-PLCSIM模拟器
一、绪论
在整个采油防砂模拟系统中,从原油加水,加砂,到经过除砂除水装置净化,然后再进入原油储备罐,这一循环在密闭的的管道和容器中进行,全流程以一些电机作为动力的泵和绞龙驱动,然而密闭循环系统的参数是实时变化的,其中压力、温度或者容器液位超出了正常范围就会影响系统的正常循环,压力、温度值超过某个临界点甚至会引起系统设备损坏,系统各种参数需要运行在一个正常范围,并保持。鉴于这些情况本课题使用SIEMENS的SIMATIC S7-300 PLC控制技术,模拟实现了机械防砂装置的各种计量泵、电机等设备的启/停以及联动控制。课题最终实现的功能如下:
·根据配液罐液位和加砂搅拌罐液位动态调节计量泵2的电机速度,使配液罐液位和加砂搅拌罐液位维持在正常范围。
·根据配液罐液位动态调节绞龙电机速度,使油和砂成一定比例。
·根据加砂搅拌罐液位和泵出管道的压力值动态调节泥浆泵电机的速度,使加砂搅拌罐液位和泵出管道的压力值维持在正常范围。
·根据管道的温度值,动态调节柱塞泵加速抽水速度,使管道温度值维持在正常范围。
·根据管道的压力值,动态调节针阀阀门,使管道压力值维持在正常范围。
·管道的压力值,温度值如果超过危险临界点,关断所有传动电机,转为手动调节。
二、防砂模拟试验控制系统设计方案
本课题的设计方案涉及到三个部分:1,系统参数信号采集;2,采集信号处理;3,信号处理反馈调节系统状态,三个部分是依次完成,并不间断重复进行。系统需要调节的温度、压力和液位值,通过温度、压力和液位传感器转换成模拟电信号,输出0-10V DC信号到 SM331 模拟量输入模板,SM331 模板将该信号转换成 0-27648 的整形数,然后经过算法处理获得新整形数0-27648 作为调节反馈值,经 SM332 模拟量输出模板输出0-10V DC 信号到调节执行机构变频器,变频器根据不同输入电压信号,调节对应电机转速,使除砂系统的温度,压力,各容器的液位值保持在正常范围。另外,为了使模拟系统更贴近实际化,添加了危险状态处理模块,产生报警信号,并停止所有传动电机,还考虑了系统中断恢复正常后,重新启动的处理模块。
图1 是防砂模拟试验装置流程图
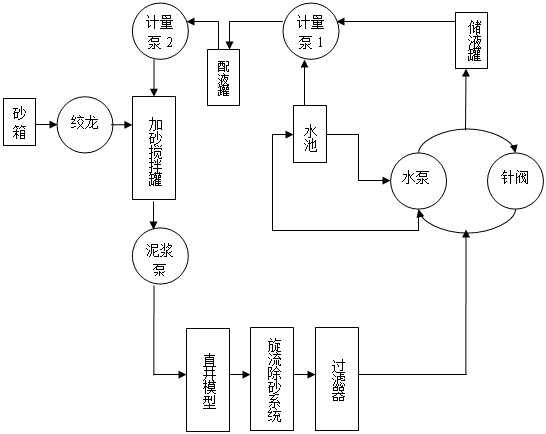
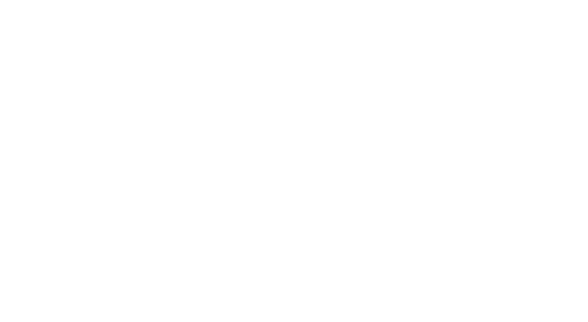
图1 防砂模拟试验装置流程图
图2是本系统设计的功能模型及流程。
三、硬件设计
硬件设计分三部分:信号采集传感器,信号处理PLC控制中心,变频器处理PLC产生的回馈信号:
1、 传感器选型和接线
(1)传感器是信号检测的主要装置,用于检测温度、压力、流量信号。
(2)考虑灵敏度、响应特性、线性范围、稳定性、精确度、测量方式等方面的问题,结合控制系统需要,选择合适的传感器类型,连接电源线。
(3)连接信号线至PLC模拟量输入模块。
2、信号处理PLC控制中心
(1)对控制对象和控制任务进行分析。根据控制要求,确定系统需要配置的不同性质的I/O点的种类和数目,选择Siemens的模块化中小型PLC系统S7-300
(2)根据I/O点数及其特性,配置电源模块、中央处理单元(CPU)、传感器采集信号模拟量输入模块、PLC处理所得控制信号模拟量输出模块、控制信号数字量输入/输出模块。
表1是单机架信号模块面向槽位的起始地址(每个机架最多有8个信号模块)。
表1 信号模块的起始地址

3、变频器
(1)变频器接收PLC处理所得控制信号模拟量,控制对应电机启/停和速度变化,实现系统调节控制。
四、软件设计
1、硬件组态
整个设计使用STEP7 v5.4编程软件和PLC模拟软件PLC-SIMv5.4完成。在STEP7中生成项目后,插入站,然后组态硬件,借助模板样本,根据系统的输入、输出信号的性质和点数,以及对控制系统的功能要求,确定系统的硬件配置,在STEP7中生成一个与实际的硬件系统完全相同的系统,确定PLC输入、输出变量的地址,为设计程序打下基础。
2、选择LAD编程语言进行编程
其重点实现了以下几个功能模块:
1.组织块OB1,它实现以下功能:
(1)控制系统启动,重启动,运行及停止控制;
(2)循环执行,不停扫描并条件执行各功能块和数据块实现各具体操作;
2.组织块OB100,它实现系统重启动后的初始化
3.功能FC1 ,由组织块OB1调用,对系统初次启动后各输出模拟量变量进行初始化。
4.功能FC2 ,由组织块OB1调用,实现对传感器输入信号进行分析,刷新相应系统状态标志。
5.功能FC3 ,由组织块OB1调用,根据系统状态标志,判断系统状态,对传感器输入信号值选择算法进行运算,产生控制输出值,并送到模拟量输出单元。
6.功能FC4 ,由组织块OB1调用,根据系统状态标志,判断系统如果是否处于危险状态,关断所有电机传动装置。
7.共享数据块DB1,数据由所有功能块共享,存放系统初始值和系统状态判断的参数。
8.共享数据块DB2,数据由所有功能块共享,存放调节算法中的重要系数;
3、在SIMATIC S7-PLCSIM模拟器中仿真检验程序是否符合设计要求,并进一步修改。
五、关键问题和难点
1、计量泵2的动态调节关系到配液罐液位和加砂搅拌罐液位
(1)配液罐液位偏离正常范围时,液位偏高,计量泵2的电机速度需要加速;液位偏低,计量泵2的电机速度需要减速;
(2)加砂搅拌罐液位偏离正常范围时,液位偏高,计量泵2的电机速度需要减速;液位偏低,计量泵2的电机速度需要加速;
2、泥浆泵的动态调节关系到加砂搅拌罐液位和泵出管道压力值
(1)加砂搅拌罐液位偏离正常范围时,液位偏高,泥浆泵的电机速度需要加速;液位偏低,泥浆泵的电机速度需要减速;
(2)泵出管道压力值偏离正常范围时,压力偏高,泥浆泵的电机速度需要减速;压力偏低,泥浆泵的电机速度需要加速;
3、危险状态处理结束后,程序返回正常状态的自处理;
4、输入模拟信号发生变化时,响应的稳定性,系统的自动恢复能力;
5、绞龙电机速度调节,绞龙电机与计量泵2共同完成加沙搅拌罐的配料,配料要求成一定比例,故两者速度关系成比例对应,计量泵2电机速度求得后,经比例运算即为绞龙电机速度;
6、由于条件所限,程序的调试由PLC模拟软件PLC-SIM v5.4完成。
六、结束语
本课题使用SIMATIC可编程逻辑控制器的STEP7组态和编程标准软件包,实现了以SIEMENS S7-300 PLC为控制中心,在掌握SIEMENS S7-300可编程逻辑控制器工作原理的基础上,采用STEP7编程环境实现计量泵、泥浆泵和柱塞泵等设备的启/停以及联动控制。
在本次设计开发过程中取得了以下一些收获:
1、STEP7编程软件的熟练使用,
2、掌握了一种高效率的STEP7编程语言,即LAD图形编程语言:
3、熟悉了基于PLC (SIEMENS S7-300),STEP7编程环境下工业控制软件开发的一个主要过程,得到了很多开发经验;
4、阅读了大量的有关PLC技术与设计的中英文文献,了解到多种设计方法的实现过程及其优势与弊端。
通过本次模拟试验控制系统设计,较好地掌握了STEP 7的LAD编程语言,了解了基于PLC的工业自动化设计的常规流程,加深了对SIEMENS S7-300的理解。 另外,本次设计过程中涉及的系统设备联动控制技术在很多工业领域有借鉴意义,以后要深入对这方面的学习。
参考文献
[1].胡学林.可编程控制器教程(提高篇)[M].北京:电子工业出版社,2005
[2].刘贯华. 基于PLC的污水处理控制系统的设计[J]. 机电工程技术,2008,7(1):6-10.
[3].冯太合 .西门子S7-300系列及应用软件STEP7[M].广州:华南理工大学出版社,2004
[4].胡健.西门子S7-300PLC应用教程[M].北京:机械工业出版社,2007
[5].SIEMENS AG.SIMATIC S7-300 Programmable controller system Manual[M].2002
[6].毛跃辉.. 基于PLC的锅炉内胆水温控制系统设计[J]. 可编程控制器与工厂自动化,2006,7(12):6-10.
[7].防砂模拟实验系统设计控制要求[M].2007(内部资料)
[8].Wilks, James G.; Van Gemert, Paul.Design and implementation of a plc continuous casting control system [R]. New York.IEEE.1987
[9]. 廖常初.大中型PLC应用教程[M].北京:机械工业出版社,2006
[10]. 宋伯生.PLC编程实用指南[M].北京:机械工业出版社,2004
[11]. 高钦和.可编程控制器应用技术与设计实例[M].北京:人民邮电出版社,2004
第二篇:南京邮电大学毕业设计(论文)开题报告
南京邮电大学毕业设计(论文)开题报告
注:可另附A4纸
-
珠海电大毕业论文答辩通知
工商管理本科论文答辩要求工商管理本科的论文答辩主要分为两部分:自我陈述和回答答辩老师问题。一、自述1、问候老师——自述5分钟左右,…
-
20xx年6月24日阿勒泰电大毕业论文(设计)答辩工作小结
阿勒泰电大20xx届毕业论文(设计)答辩工作总结20xx年x月24—25日,我校组织了汉语言文学本科、法学本科、会计学本科、计算机…
-
广东电大毕业论文总结
毕业论文总结20xx年x月,我开始了我的毕业论文工作,经过长时间的写作到现在论文基本完成。论文的写作是一个长期的过程,需要不断的进…
-
电大毕业论文范文
河北广播电视大学人才培养模式改革和开放教育试点小学教育本科毕业论文论文题目浅议如何提高汉语拼音的教学质量学生姓名学号指导教师年级分…
-
电大毕业论文范例
毕业论文民营中小企业可持续发展与制度创新AbstractPrivatelyownedsmallandmediumsizedbusi…
-
冬衣募捐之活动总结
活动总结20xx年x月x日,我们志愿者中心向金宝社区的居民募捐冬衣以捐赠给广西的贫困家庭。早上八点,志愿者们在校门口集合,我们带领…
-
三年级后进生转化工作总结
20xx—20xx年度第二学期三年级后进生转化工作总结本学期我带四年四班数学,我班学困生形成原因多种多样,为了转化学困生,针对形成…
-
小学学籍管理工作总结
我校在县教育局的正确领导下,严格按照主管单位的要求,以严谨的态度,规范的管理,创新的理念,不断提高学籍管理质量,更好的为教育教学服…
-
家访活动总结
镇西小学20xx学年暑期“千名教师访万家”活动小结20xx学年即将开学,为做好开学工作,使学生能以较好的状态进入的学校的学习、生活…
-
企业(工厂)车间20xx年度工作总结报告
企业(工厂)车间20xx年度工作总结报告以人为本夯实基础持续改进车间整体工作质量:20xx年,某车间在厂部正确领导和全体员工的共同…