大连职业技术学院实习报告模板
实 习 报 告
大连职业技术学院实习报告题目

姓 名:
专 业 班 级 :
实 习 单 位 :
指 导 教 师 :
完 成 日 期 :
摘 要
内容全部宋体、小四;行距:1.5倍行距,段前、段后均为0.5行。每段落首行缩进2字符。
 关键词:装配;版图;
关键词:装配;版图;
1 正文格式
1.1 报告格式基本要求
报告格式基本要求: 纸型:A4纸,单面打印;页边距:上2.5cm,下2cm,左2.5cm、右2cm;字体:正文全部宋体、小四;行距:1.5倍行距,段前、段后均为0.5行。每段落首行缩进2字符。
1.2 章节标题格式
(1) 每章的章标题选用模板中的样式所定义字体:黑体,居左,字号:小三,1.5倍行距,段前、段后均为0.5行。
(2) 每节的节标题选用模板中的样式所定义字体:宋体,居左,字号:四号,1.5倍行距,段后为0,段前0.5行。
2 图表说明
2.1 小标要求
图表下小标字号用五号、字体用宋体。

图2.1 标题编号的示例
第二篇:大连职业技术学院实习报告模板
实 习 报 告
变速手柄轴的加工工艺及编程

姓 名 : 郑 野
专 业 班 级 : 09机制六
实 习 单 位 :
指 导 教 师 :
完 成 日 期 :
大连职业技术学院实习报告
摘 要
现代的社会生产中,对机械产品提出了高精度、高复杂性的要求,而且产品的更新换代也在加快,这对机床设备不仅提出了精度和效率的要求,而且也对其提出了通用性和灵活性的要求。数控机床就是针对这种要求而产生的一种新型自动化机床。本文主要通过在数控车床实习进一步了解加工工艺并介绍了结合轴在数控车床上的加工过程,重点介绍了该轴在加工时要注意的精度要求、夹具的要求及选择、材料的选择、轴加工工艺路线的制定、序轴程的编制、轴在数控车床上装夹、粗车、精车外圆等一系列加工过程,从这一过程中体现数控车床加工精度高、直线插补等特点。
关键词:数控加工;直线插补;加工工艺;精度;编程。
1
大连职业技术学院实习报告
第一章
数控机床是按照事先编制好的数控程序自动地对工件进行加工的高效自动化设备。数控程序除了能保证加工出符合要求的合格零件外,还应该充分的发挥、利用数控机床的各种功能,使数控机床能安全、可靠高效地工作。
1.1数控加工的工作原理及其发展
数控加工就是将加工数据和工艺参数输入到机床,机床的控制系统对输入信息进行计算与控制,并不断地向直接指挥机床运动的电动机功能部件——机床的伺服机构发送脉冲信号,伺服机构对脉冲信号进行转换与放大处理,然后由传送机构驱动数控机床,从而加工零件。所以数控加工的关键是加工数据和工艺参数的获取,即数控编程。
数控机床和普通机床不同,整个加工过程不需要人的操作,而由程序来进行控制。在数控机床上加工零件时,首先要分析零件图样的要求、确定合理的加工路线及工艺参数、计算刀具中心的运动轨迹及其位置数据;然后把全部工艺过程以及其他的辅助功能(主轴的正转与反转、切削液的开与关、变速、换刀等)按运动顺序、用规定的指令代码及程序格式编制成数控加工程序,经过调试后记录在控制介质(或程序载体)上;最后输入到数控机床的数控装置中,依次控制数控机床完成工件的全部加工过程。因此把从分析零件图样开始到获得正确的程序载体位置的全过程称为零件加工的编制。
数控机床是一种典型的机电一体化产品。数控机床的组成:主机、CNC、驱动装置、数控机床的辅助装置、编制机及其他一些附属设备。随着科学技术的发展,机械产品的形状和结构不断改进,对机械零件的加工质量要求也越来越高;随着单件、小批生产的机械产品所占比重越来越大,特别是在造船、航空、航天、深潜以及国防国防工业的各个部门,加工批量少、精度要求高、形状复杂的零件很多。像这样的产品,如果采用一般的自动机床或组合机床和自动线来加工,就显得很不经济、不合理,一般机床又不能绪 论
2
大连职业技术学院实习报告
加工。数控机床较好的解决了复杂、精密、小批量、多品种的零件加工问题,是一种柔性的、高性能的自动化机床,代表了现代机床控制技术的。
数控铣床是机床设备中应用非常广泛的加工机床,它可以进行平面铣削、平面型腔铣削、外形轮廓铣削和三维及以上复杂型面铣削,还可以进行钻削、镗削、螺纹切削等孔加工。加工中心、柔性制造单元等都是在数控铣床的基础上产生和发展起来的。
1.2数控加工工艺的特点
数控加工是根据被加工零件的图样和工艺要求,编制出以数码表示的程序,输入到机床的数控装置或控制计算机中,以控制工件和工具的相对运动,使之加工出合格的零件的方法。在数控加工过程中,如果数控机床是硬件的话,数控工艺和数控程序就相当于软件,两者缺一不可,数控加工工艺是伴随着数控机床的产生、发展而渐渐完善的一种应用技术。实现数控加工,编程是关键。编程前必须要做好必要的准备工作,编程后还要进行必要的善后处理工作。
数控加工工艺是采用数控机床加工零件时所运用各种方法和技术手段的总和,应用于整个数控加工工艺过程。
(1)数控加工的工艺内容十分明确而且具体。进行数控加工时,数控机床接受数控系统的指令,完成各种运动,实现加工要求。
(2)数控加工的工艺要求相当准确而且严密,数控加工不能像通用机床加工那样,可以对加工过程中出现的问题由操作者根据自己的经验自由地进行调整。
(3)数控加工的工序相对集中。在普通机床上是根据机床的种类进行单工序加工,而在数控机床上是在工件的一次装夹完成钻、扩、铰、铣、镗、攻螺纹等多工序加工。
1.3轴类零件的介绍
轴类零件是机器中经常遇到的典型零件之一。它主要用来支承传动零部件。传递扭矩和承受载荷。轴类零件是旋转零件,其长度大于直径,一般由同心轴的外圆柱面、圆
3
大连职业技术学院实习报告
锥面、内孔和螺纹及相应的端面所组成。根据结构形状的不同,轴类零件可分为光轴、阶梯轴、空心轴和曲轴等。轴的长径比小于5的称为短轴,大于20的称为细长轴,大多数轴介于两者之间。
第二章 数控加工工艺的制定
2.1零件图加工分析
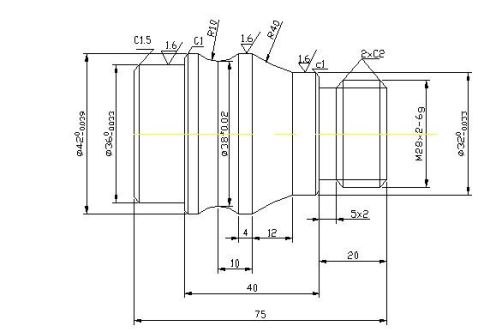
在数控车削加工中,零件车削加工成型轮廓的结构为两头加工的零件,零件的轨迹精度要求高,零件的总体结构主要包括圆柱、圆弧、倒角、沟槽和螺纹等。
在数控车削加工中,零件重要的径向加工部位有φ420
-0.039mm圆柱段(表面粗糙度
Ra=1.6μm)、φ320-0.033mm圆柱段(表面粗糙度Ra=1.6μm)、φ360-0.033mm圆柱段(表面
粗糙度Ra=1.6μm)、φ420-0.039mm圆柱表面中间的R10mm连接圆弧面、
φ320
-0.033mm圆柱表面与φ420-0.039mm圆柱表面的R40mm过度圆弧,以及零件的右端为M28
×2-6g三角形外螺纹。零件重要的轴向加工部位为R10mm和R40mm圆弧面,其轴向尺寸
4
大连职业技术学院实习报告
应该以φ360
-0.033mm圆柱面为准,其余表面粗糙度均为Ra=3.2μm。零件轴向尺寸应该以
零件右端面为准,根据尺寸精度进行加工。
零件材料为45钢,毛坯规格为φ45mm×75mm。
2.2变速手柄轴在数控车床上的夹具基本要求及选择??????????
(1)装夹方案
使用三爪自定心卡盘夹持零件的毛坯外圆,确定零件伸出合适的长度(应将机床的限位距离考虑进去)。零件的加工长度为75mm,零件需要加工两端,因此需要考虑两次装夹的位置。考虑到左端φ36mm×15mm的台阶可以用来装夹,采用一夹一顶的装夹方式,因此先加工左端,加工到R40mm的左端位置,加工长度35mm,考虑到刀具与卡盘的完全距离,伸出长度42mm左右,然后调头夹住φ36mm×15mm的台阶加工右端一夹一顶。
(2)定位基准
零件轴向的定位基准选择:加工左端时选择在φ420
-0.039mm外圆柱段的右端外圆表面,
以体现定位基准是轴的中心线;加工右端时选择在φ360
-0.039mm外圆柱段的表面,以体现
定位基准是轴的中心线。
(3)位置点
1)换刀点。
零件原点设在零件的端面,为防止换刀时刀具与零件或尾座相碰,加工左端时换刀点可以设置在(Z100,Z100)的位置,加工右端时换刀点可以设置在(X150,Z2)的位置。
2)起到点。
零件材料的毛坯尺寸为φ45mm×70mm,为减少循环加工的次数,循环的起刀点可以设置在(X46,Z2)的位置。
5
大连职业技术学院实习报告
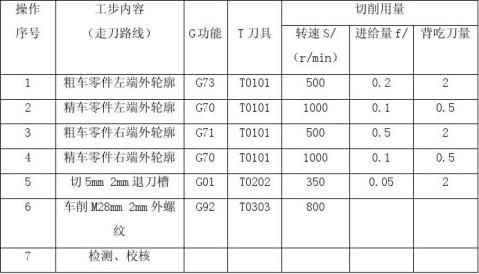
2.4变速手柄轴的加工工艺路线的确定?????????? 1)夹紧零件毛坯,伸出卡盘42mm,加工左端。 2)粗车零件的左端外轮廓。
3)精车零件的左端外轮廓,利用外径千分尺保证尺寸精度要求。 4)调头装夹,使用铜皮夹紧φ36mm×15mm的台阶,校正,加工右端。 5)粗车零件的右端外轮廓。
6)精车零件的左端外轮廓,利用外径千分尺保证尺寸精度要求。 7)切槽5mm×2mm至要求尺寸,加工螺纹末端倒角。
8)车削零件的M28mm×2mm三角形外螺纹,利用螺纹千分尺或螺纹环规保证精度要求。
9)检测、校核。
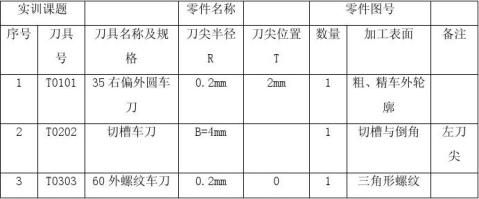
2.5制定加工工艺卡片???????????????????? (1)刀具卡

6
大连职业技术学院实习报告
第三章 轴的数控编程及加工
3.1编程方法??????????????????????????? 数控机床所使用的程序是按一定的格式并以代码的形式编制的,一般称为“加工程序”,目前零件的加工程序编制主要有以下三种。 1.手工编程
利用一般的计算工具,通过各种数学方法,人工进行刀具轨迹的运输,进行指令编制。这种方式比较简单,很容易掌握,适应性比较大。使用于中等复杂程度程序、计算量不大的零件编程,对机床操作人员来讲必须掌握。 2.自动编程
自动编程即程序编制工作的大部分或全部有计算机完成,可以有效解决复杂零件的加工问题,也是数控编程未来的发展趋势。同时,手工编程是自动编程的基础,自动编程中许多核心经验都来源于手工编程,二者相辅相成。
7
大连职业技术学院实习报告
3.计算机高级语言编程
系统从CAD数据库获取零件的几何信息,从CAPP数据库获取零件加工过程的工艺信息,然后调用NC源程序生成器生成数控源程序。经后置处理后自动生成数控加工程序,并同时进行动态仿真。如果正确无误,则将加工程序指令直接送到NC机床加工。这样不仅使计算机编程过程中减少了许多人工干预,并且使所编程序更加合理、工艺性好、可靠性高。
3.2编程步骤???????????????????????????
拿到一张零件图纸后,首先应对零件图纸分析,确定加工工艺过程,也即确定零件的加工方法(如采用的工夹具、装夹定位方法等),加工路线(如进给路线、对刀点、换刀点等)及工艺参数(如进给速度、主轴转速、切削速度和切削深度等)。其次应进行数值计算。绝大部分数控系统都带有刀补功能,只需计算轮廓相邻几何元素的交点(或切点)的坐标值,得出各几何元素的起点终点和圆弧的圆心坐标值即可。最后,根据计算出的刀具运动轨迹坐标值和已确定的加工参数及辅助动作,结合数控系统规定使用的坐标指令代码和程序段格式,逐段编写零件加工程序单,并输入CNC装置的存储器中。
3.3 轴的加工 ???????????????????????
1)设定编程原点。
先加工左端:以零件左端面与主轴轴线的交点为编程原点建立零件坐标系;
再加工右端:以零件右端面与主轴轴线的交点为编程原点建立零件坐标系。
2)计算各基点位置坐标值。
螺纹大径:d=D≈27.85mm;
螺纹小径:d1=D1=d-1.0825P=(28-1.0825×2)mm=25.835m;
螺纹中径:d2=D2=d-0.6495P=(28-0.6495×2)mm=26.701mm。
3)参考程序(FANUC Oi Mate-TC系统)
8
大连职业技术学院实习报告
采用绝对值和增量值混合编程,绝对值坐标用X,Z地址表示,增量值坐标用U,W地址表示,且坐标尺寸采用小数点编程。
○0001先加工左端
N10 G99 G00 X100.0 Z100.0 T0101;
N20 MO3 S500;
N30 G00 X46.0 Z2.0;
N40 G73 U4.0 W2.0 R3.0;
N50 G73 P60 Q140 U0.5 W0.1 F0.2;
N60 G42 GOO X30.0;
N70 G01 X36 Z-1;
N80 Z-15;
N90 X40.0;
N100 G01 X42.0 Z-16.0;
N110 Z19.0;
N120 G02 X42 Z-31 R10;
N130 G01 X42.0 Z-36.0;
N140 G40 G01 X46 Z-36;
N150 G00 X100 Z100 T0100;
N160 M05;
N170 M00;
N180 M03 S1000 T0101;
N190 G70 P60 Q140 F0.1;
N200 G00 X100 Z100 T0100;
N210 M05;
N220 M30;
9
大连职业技术学院实习报告
○0002加工右端(调头夹住φ36mm×15mm的台阶,要求包铜皮) N10 G99 G00 X150 Z2 T0101;
N20 M03 S500;
N30 G00 X46 Z2;
N40 G71 U2 R1;
N50 G42 G71 P60 Q130 U0.5 W0.1 F0.2;
N60 G00 X19.85;
N70 G01 X27.85 Z-2;
N80 Z-20;
N90 X30;
N100 GO1 X32 Z-21;
N110 Z-28;
N120 G02 X42 Z-40 R40;
N130 G40 G01 X46 Z-40;
N140 G00 X150 Z2 T0101;
N150 M05;
N160 M00;
N170 M03 S1000 T0101;
N180 G00 X46 Z2;
N190 G70 P60 Q130 F0.1;
N200 G00 X150 Z2 T0100;
N210 M05;
N220 M00;
N230 M03 S350 T0202;
10
大连职业技术学院实习报告
N240 G00 X30 Z-20;
N250 G01 X24.1 Z-20 F0.05; N260 GOO X30 Z-20; N270 GO1 X28 Z17;
N280 G01 X24 Z-19; N290 G01 X24 Z-20; N300 G00 X30 Z-20;
N310 G00 X150 Z2 T0200; N320 M05;
N330 M00;
N340 M03 S800 T0303; N350 G00 X30 Z4;
N360 G92 X27.85 Z-16 F2.0;N370 X27.2;
N380 X26.6;
N390 X26.3;
N400 X26;
N410 X25.835;
N420 X25.835;
N430 G00 X150 Z2 T0300; N440 M05;
N450 M30;
11
大连职业技术学院实习报告
结 论
通过本课题的设计,对数控加工的整个过程有了较全面地了解。经过设计中选择刀具,对数控机床工具系统的特点和数控车床刀具材料的使用范围有了较深的了解,基本掌握了数控机床刀具的选用方法;经过设计加工工艺方案,进一步了解了工件定位的基本原则、定位方式与定位原件及数控机床专用夹具的种类与特点,对教材中有关定位基准的选择原则与数控加工夹具的选择方法有了更深的理解;经过编制零件的加工程序,基本熟悉数控编程的主要内容及步骤、编成的种类、程序的结构与格式,对数控编程前数学处理的内容、基点坐标、辅助程序段的数值计算等有了进一步的认识。另外,学会了利用自动编成软件CAXA制造工程师对零件进行造型、加工轨迹生成、后置处理及加工程序向机床传输加工等技术和方法,工艺设计、数值计算机程序编制的整个过程虽然任务比较繁重,但在设计过程中自己通过不断学习和实践,每解决一个问题,都会感到兴奋与欣慰。
通过本设计的实践,真正体会到理论必须和生产实践相结合。教材中所学到的许多内容在实践中得到印证,但在具体操作中也出现了一些意想不到的问题,在工艺方案确
定后,加工程序经过多次调试、修改才最终完成了零件的加工。
12
大连职业技术学院实习报告
致 谢
历时三个月的毕业论文结束了,毕业论文的顺利完成使我获得了很多平时没学到的知识。经过这次毕业设计,将三年来学到的知识逐一运用,在获得知识的同时还将原有的功课温习了一遍,使所学的知识更加巩固,也是由理论向实践转化的第一步。设计中我得了丰嵩永老师的悉心指导,他博深的知识和严谨的作风都将在我以后的生活中影响着我。在此,我向丰老师表示我最真诚的感谢!另外,在写论文的过程中公司师傅们和同事也给了我很大的帮助,在他们的帮助下改正了许多的错误,对此我也非常的感谢! 大家表示忠心的感谢
由于水平有限,此篇设计论文难免存在一些错误,希望各位批阅者不吝赐在此向
13
大连职业技术学院实习报告
参考文献
[1]《数控技术》王道宏主编,浙江大学出版社,2008
[2]《数控车削编程与加工》张立新、何玉忠主编,化学工业出版社,2008
[3]《数控加工编程与操作》黄志辉主编,电子工业出版社,2006
[4]《数控车床编程与操作实训教程》周宏主编,清华大学出版社,2005
[5]《数控机床加工工艺》 华茂发主编,机械工业出版社,2000
[6]《数控加工工艺及编程》刘万菊主编,机械工业出版社,2006
[7]《数控加工工艺》崔兆华主编,科学技术出版社,2007
[8] 《机床加工程序编制》社顾京主编, 机械工业出版,2003
[9]《数控编程与加工技术》董建国 王凌云主编,中南大学出版社,2006
[10]《公差配合与测量技术》黄云清主编,机械工业出版社,2001
[11]《数控车床考工实训教程》吴明友主编,化学工业出版社,2006
[12]《计算机辅助绘图》毛杰主编,浙江大学出版社,2004
14
-
大学生实习报告范文及格式
实习报告范文及格式一实习目的例如1通过本次实习使我能够从理论高度上升到实践高度更好的实现理论和实践的结合为我以后的工作和学习奠定初…
-
大学生实习报告格式及范文(全)
《实践报告格式》系部名称:专业:______年级______班级:_________姓名:_____学号:____实践单位:XXX…
-
大学生实习报告模版
实习报告实习是每一个大学毕业生必须拥有的一段经历,它使我们在实践中了解社会、在实践中巩固知识;实习又是对每一位大学毕业生专业知识的…
-
大学生毕业实习报告及模板
毕业实习报告年级学号姓名专业指导老师20xx年4月6日工商管理系毕业实习评价表1毕业实习报告一引言11实习要求111在上学期的期末…
-
大学实习报告模版及要求
毕业实习报告实习题目院部工商管理学院专业班级学号姓名指导教师提交日期年月日黑龙江职业学院工商管理学院制黑龙江职业学院毕业实习报告表…
-
大连理工大学生产实习报告 (自动保存的)
实习目的生产实习是一门主要的实践性课程,是我们将理论知识同生产实践相结合的有效途径,通过生产实习,使我们学习和了解金属材料专业人才…
-
大连机车厂实习报告
实习报告为期三个星期的实习结束了,在这期间里,我们去了很多地方,也学到了很多课本上没有的知识。生产实习使我们了解和掌握基本生产知识…
-
哈工程1系大连实习总结报告
实习总结报告姓名李亮学号专业船舶与海洋工程一、实习简述这次暑假,学院组织大家去哈尔滨、大连、旅顺等船厂进行了认知实习,作者非常珍惜…
-
大连机车厂实习报告
大连机车厂实习报告遵照学院规划的机械设计制造及其自动化专业培养计划的安排,在大四上学期,在学院老师的组织下我们前往大连机车车辆有限…
-
大连理工大学土木工程认识实习实习报告
认识实习报告学校大连理工大学专业土木工程姓名马浩佳学号20xx51067班级土木1002一实习概况一实习目的1加深对专业的感性认识…
-
学生校外实习总结报告
时如流水,富士康两个月的实习转眼间就完了。我还很清楚的记得走出校门;很清楚的记得当时我心中的多种情绪,千变万化。懂得我走出校门所面…