����ֵ������ӹ��ܽ�
�� �� �� �� �� �� �� ��
�ڲ���ֵ������ӹ��У�����Ҫ�Ա��ӹ����ı��������������˽⣬����������������������¼������ص㣺
1. �ӹ�Ӳ�����أ��ڲ�����У�������Ͱ�����+�����岻��ֵļӹ�Ӳ��������Ϊͻ������Ϊ����ֵ����Դ����Ա���ʱ������Ť��ǿ��ϵ���ܴ��Ұ����岻���ȶ���������Ӧ���������£����ְ������ת��Ϊ�����壻�ټ��ϻ����������������ȵ������£����ڷֽ����ɢ�ֲ���ʹ�����ӹ�ʱ����Ӳ���㡣
2. ��������������������������Ա��δ������ǰ����岻���(���쳤�ʳ���45�Ÿֵ�1.5������)��ʹ���������ӡ�ͬʱ������ֵļӹ�Ӳ�����أ���ǿ�ȸߣ���һ��������������������м�ľ����۶�Ҳ�Ƚ����ѡ�
3. �����¶ȸߣ�����ʱ���Ա��μ��뵶���Ħ�����ܴ����������ȶࣻ���������ȶ��������������͵����Ӵ��Ľ����ϣ�ɢ�����������ͬ�������������¶ȱ�45�Ÿָ�200�����ҡ�
4. ���������۶ϡ���ճ�����ֵ����ԡ����Զ��ܴ��ڸ��¡���ѹ�£����������������������ǿ���ײ���ճ�������γɻ��������ȼӾ絶��ĥ���ֻ����˺�������ʹ�Ѽӹ��������̼���ϵ͵������岻��ֵ���һ�ص��Ϊ���ԡ�
5. ������ĥ����������ֹ����е������ã�ʹ���������ճ�ᡢ��ɢ���Ӷ�ʹ���߲���ճ��ĥ����ɢĥ����ʹ����ǰ������������ݣ������л����γ�С�İ����ȱ�ڣ����ϲ�����е�̼����(��TiC)��Ӳ�Ⱥܸߣ�����ʱֱ���뵶�߽Ӵ���Ħ�������˵��ߣ����мӹ�Ӳ��������ʹ����ĥ��Ӿ硣
���������ʱӦ����ѡ�ߵIJ��ϣ�
����ѡ�߲����DZ�֤��Ч�������ӹ�����ֵ���Ҫ���������ݲ���ֵ������ص㣬Ҫ�߲���Ӧ���������Ժá���ĥ�Ըߡ��벻��ֵ�������С���ص㣬YG��Ӳ�ʺϽ�����ԽϺã��ɲ��ýϴ��ǰ�ǣ�����Ҳ����ĥ�÷���Щ��ʹ������죬����м�뵶�߲��ײ���ճ�ᣬ�����ڼӹ�����֡����⣬YG��Ͻ�ĵ����ԽϺã��䵼��ϵ���ȸ��ٸָ߽�����������YT��Ͻ��һ���� 1
���������ʱ����ѡ���β�����
ǰ�ǣ�����ֵ�Ӳ�ȡ�ǿ�Ȳ����ߣ��������ԡ����Զ��Ϻã���ǿ�Ըߣ�����ʱ��м���ױ����롣�ڱ�֤�������㹻ǿ�ȵ�ǰ���£�Ӧѡ�ýϴ��ǰ�ǣ����������ܹ���С���������������Ա��Σ����ҿ��Խ����������������¶ȣ�ͬʱʹӲ������ȼ�С��
��ǣ��Ӵ����ܼ�С������ӹ������Ħ��������ʹ�����е�ǿ�Ⱥ�ɢ���������͡���ǵĺ���ֵȡ����������ȣ��������Сʱ����ѡ�ϴ��ǣ�������������������������ѡ��20��ĺ�ǡ�
ѡ����ʵ�Ϳ����ڽ���������˵���dz���Ҫ�����ã�TiAICRN��̼�������ѣ�Ϳ���ڲ���������ӹ������ŷdz���Ҫ������Ϳ�������Ϊ��ѧ���Ϻ������ϣ���С��������ĥ����ĥ�����á���δͿ�㵶����ȣ�Ϳ�㵶�ӹ��������0.5��1�����������ķ��ý���20����50������ĥ�����2��10���������ٶ����25����70����ʹ�������ӳ�3��5����
��ѡ����ֱ��ʱҲ�зdz���Ľ��������̵�ֱ��һ��Ҫ�ȱ��ӹ�����һ�㣬����������ʱ�����dz����Ҳ���Ƭ��ɢ�Ⱥ��������ų���һ�㵶��ֱ���DZ��ӹ������ȵ�1.5����
�ڵ��̵����ѡ���ϣ�Ӧ��Ч�ʺͳɱ����������ҵ�һ���ܺõ�ƽ��㣬�������ѡ���߸��ݵĵ��̣��ڱ�֤�������ٶȵ�ͬʱҲ�����������Ŀռ䣬���ҽ�Լ�˳ɱ���
��
�ϴ�ijݲ�
�ϴ��������ȣr
������������
���ٵij���
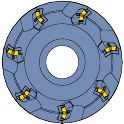
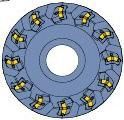
�� �϶�ijݽӴ� ���ߵ�ÿ���ӽ����� ��С��������ȣr ��С����м�ռ� ��һ�����������2
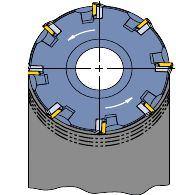
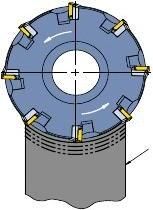
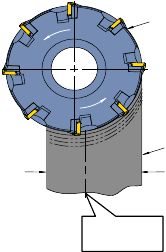
��Ƭ����ʱ�ĽǶ�ȡ���ڵ��̵�װ�нǶȣ����������һ�㶼����45��ǣ��ڵ�Ƭ�뱻�����ּ��Ӵ���ҲӦ�ô�����������ӹ�������������ȡ����Ϊ�˱�֤����ǿ�ȣ��������ʱ����2mm���ȵ�ƽ�浹�ǣ��ڼӹ�ʱ��֤������ǿ�ȣ���Ȼ������������ڱ�֤���ȵ�ǰ���½��еģ�
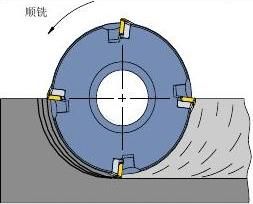
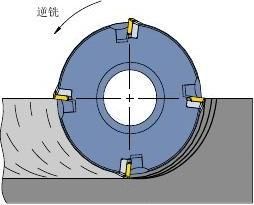
��ϳ�������ʱ������ֵ�ճ���Լ������Ժ�ǿ����м����ճ����ϳ�������ϣ�ʹ������������ϳʱ�����������Ѿ�Ӳ���ı����ϻ��У������˼ӹ�Ӳ�������ƣ�ϳ��ʱ������ϴ�ʹϳ�������ױ��к�ĥ������ϳ�������ʱ��Ӧ�����ܲ���˳ϳ���ӹ���˳ϳ���ܱ�֤������ƽ�ȵشӽ��������룬��мճ��Ӵ������С���ڸ������������������ױ�˦����������������빤��ʱ����м���ǰ�����������ͱ���������ߵ��ߵ����öȡ�
�ӹ��еķ�ʽ�ͼ��ɶ��ڵ�Ƭ���������ӳ����ž������ص����ã�
3
��ϳ��ʱ����Ӧ������ƫ�õĺô�
1.����
2.�ڵ��̽��빤�����뿪����ʱ�ɵ�
��ȴ����������������ȴ��Ч����Ϊ�����������ϳ�����ö�һ�����ϣ�����һ��10%�黯Һ��ȴ�����������õ���ú������ķ�������Ϊ���ǵ���Ʒ�����ȣ���Ӧ��֤����Һ�����ﵽ�����ȴ��
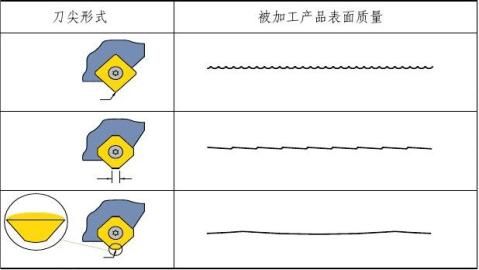
�ڼӹ��У���������������Ҫ�ģ�������������ֺܶ����ʱ�����벻���ı���ֲڶȵ����������Ŵ�ң�
�������� ���� ���ʵ�����м���
����ҳ�ԭ�� ������ ǿ�� �ߵ���
�����г� �п� �ӱ�
���߽�� ���� ���� ��������� ���̵�ԭ��
�������� ������� ��Ƭ������
����� �������� �ݾ�
���еķ����� ���ӹ�����������
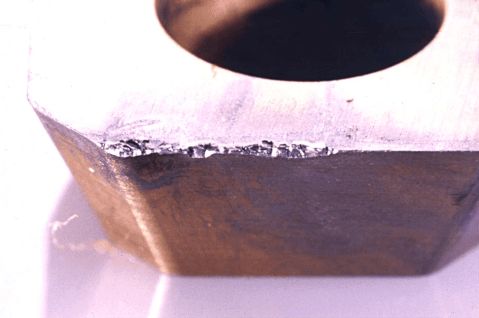
�������ӹ��У����ߵ������������⣬���ǵ��������ԭ��ȴ�кܶ࣬ÿ������ҳ�ԭ��
���������ԭ��ȴ�Dz�ͬ�ģ���������������Ϊ��ȱ�ڡ����ȱ�ڡ����Ѻۡ� 4
�����пڶѻ��������ݡ�����ĥ�𡢶���ԭ������Ķ���
��ɵ��������ԭ�� �նȲ�ǿ ���еķ����Ȳ� ���ʲ��ʺ��������ӹ��� �ٶ�̫�� �Ե���̫��
������ȱ�ڵ�ԭ�� ���ߵļ��γߴ���Ʋ�����
���ʲ��ʺ��������ӹ��� �Ե���̫�� �ٶ�̫�� ���еķ�����̫�� �����������ò���ȷ
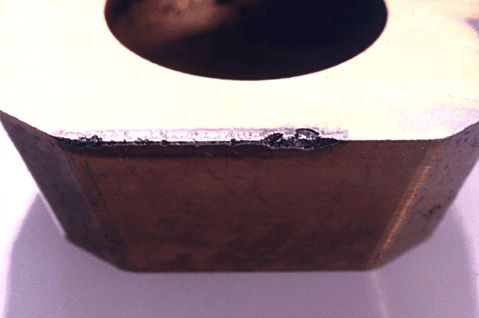
������Ѻ۵�ԭ�� ��ȴҺ��ȴ����� ���ʲ�ǡ�������ܲ�����ô ����¶�
���пڷ����ѻ�ʹ�¶Ȳ��ܼ�ʱɢ��
����пڶѻ���ԭ�� �ٶ����ò��� �Ե���̫�� ��ȴ����� ������Ʋ���
�пڲ������������ܸ�����������
��
5
��������ݵ�ԭ�� ����̫�� �ٶ�̫�� �Ե���̫�� ��ɺ���ĥ���ԭ�� �ٶ�̫�� �Ե����� ������ĥ�� ��ǽǶ���Ʋ���ȷ�������������
���ߵ������һ���������ƺ��µĹ��̣�û��һ�����������Ա�ܹ�˵����һ��������������Ƶ�ǡ���ô�����Ƴ����ߺ����Լӹ��Ĺ�����Ҫ����������ϵ�������ĵ��ߵIJ��ʡ�Ϳ�㡢�ǶȲ����ȵȡ�ֻ�в��ϵظĽ����ſ������ȷ����ѵĵ��߲�������ƹ�Ȼ��Ҫ��������ʹ�ù����еIJ�������Ҳ��Ӱ�쵶��ʹ���������������ܵĹؼ����ء�
ÿһ�ֵ����ڼӹ�ʱ����Ҫ����ӹ�ʱ�IJ���������ת�١������ٶȡ��Ե����ȵȣ������Щ�������ò�����ô�ٺõĵ���Ҳ���ܴﵽ�ܺõ�����Ч���� ���ٶȺ�ת�ټ��㹫ʽ���£�
�����ٶ�Vc�����ǵ����������ϵ�ijһ������ڴ��ӹ������������������ϵ�˲ʱ�ٶ�.��cutting speed��Ҳ��˵���ٶ�
���ٶȼ��㹫ʽ��

Vc(m/min)=�У�Բ����3.14����D������ֱ��mm����
N������ת��r/min����1000 ת�ټ��㹫ʽ��
N��r/min��=1000��Vc(m/min)�¦У�3.14����D��mm��
6
�����趨��ֱ�Ե����:
�������ap���ڹ���ϵͳ���Ժͻ������������������£���ѡȡ�ϴ��������ȣ��Լ��ٽ����������������ľ���Ҫ��ϸ�ʱ����Ӧ�������о��ӹ�������һ��Ϊ0.1��0.5mm��
�������ap���㹫ʽ��
ap=�� dw���ӹ�������Բֱ��mm - dm����ɼӹ���ı�����Բֱ��mm) ��2
�����ٶȣ������ٶ���ָ��λʱ���ڣ������ؽ��������ƶ��ľ��룬��λΪmm/min
�����ٶ�F�ļ���:
F(mm/min)= N������ת��r/min����Z(���߳���)��fz(ÿ���������)
����һ�㣬�����ٶȲ��ǻ�������ת�١�����֮��Ĺ�ϵ�ǣ������ٶ�Vc=(3.14������ֱ��D������ת��n) ��1000,��λ�� ��/���ӡ������ٶ���ָ������������һ������ڹ������ƶ��ٶȣ���������һ���ƶ�Խ�죬�����ٶ�Խ�졣 �����ٶ���ָ�����ڵ�λʱ��������ڵ��������е��ƶ����룬�൱�ڵ�λʱ���ﵶ����Ҫ�ƶ��ľ��룬���ǵĹ�ϵ�ǣ������ٶ�F=����ת��n�����߳���Z��ÿ���������fz,��λ�Ǻ���/���ӡ������������ĺ�������Ե��ߵ�ʹ������������Ч���¹���Ҫ��
���ܲ� �Ͻ���
7
�ڶ�ƪ������ֺ����ܽ�
�Ͼ��°����װ����������˾ �����
ѹ���������ò���ֺ��Ӽ���
Ŀ¼
����ּ��.......................................................................................................................................1
1�� ѹ���������ò���ּ��亸����...................................................................................1
1.1 �����岻��ּ��亸����................................................................................................1
1.2. �����岻��ּ��亸����...............................................................................................2
1.3. �����岻��ּ��亸����...............................................................................................2
1.4��˫���ּ��亸����..................................................................................................3
2�� ѹ�������ò���ֺ���ѡ��...........................................................................................4
2.1. �����岻��ֺ���ѡ��...................................................................................................4
2.2. �����岻��ֺ���ѡ��...................................................................................................5
2.3.�����岻��ֺ���ѡ��.....................................................................................................6
2.4. ˫���ֺ���ѡ��.......................................................................................................7
3�� ѹ�������ò���ֺ���Ҫ�㼰�ȴ���...........................................................................7
3. 1.�����岻��ֵĺ���........................................................................................................7
3. 1.1�����岻��ֺ���Ҫ��.........................................................................................7
3.1.2 �����岻��ֺ����ȴ���.....................................................................................8
3.2. �����岻��ֵĺ���.......................................................................................................8
3.2.1 �����岻��ֵĺ���Ҫ��.....................................................................................8
3.2.2�����岻��ֺ����ȴ���......................................................................................9
3.3. �����岻��ֵĺ��Ӽ������ȴ���...............................................................................9
3.4. ˫���ֵĺ���.........................................................................................................10
3.4.1. �����ȹ��̵Ŀ���..............................................................................................10
3.4.2.˫���ֺ����ȴ���........................................................................................10
1
�Ͼ��°����װ����������˾ �����
2
�Ͼ��°����װ����������˾
����ּ��
���н������ʹ����е��������з�Ӧ���ڱ����γ�����Ĥ�����ҵ��ǣ�����̼ͨ�����γɵ���������������������ʹ��ʴ�������������γɿ�����������������������Ľ��������磬п�����������е������֤̼�ֱ��棬���ǣ�����������֪�������������ֱ�������һ�ֱ�Ĥ����������㱻�ƻ�������ĸֱ㿪ʼ��ʴ���Ϳ�����������ˮ������ʴ���ʺ��ᡢ��εȻ�ѧ��ʴ�Խ��ʸ�ʴ�ĸ֡��ֳƲ�������֡�
ʵ��Ӧ���У�����������ʴ���ʸ�ʴ�ĸֳ�Ϊ����֣������ͻ�ѧ���ʸ�ʴ�ĸֳ�Ϊ����֡����������ڻ�ѧ�ɷ��ϵIJ��죬ǰ�߲�һ���ͻ�ѧ���ʸ�ʴ����������һ������в����ԡ�����ֵ���ʴ��ȡ���ڸ��������ĺϽ�Ԫ�ء�����ʹ����ֻ����ʴ�ԵĻ���Ԫ�أ������к������ﵽ12������ʱ�����븯ʴ�����е������ã��ڸֱ����γ�һ��ܱ�������Ĥ�� �Զۻ�Ĥ��������ֹ�ֵĻ����һ����ʴ�������⣬���õĺϽ�Ԫ�ػ��������⡢�ѡ��ꡢͭ�����ȣ������������;�Բ������֯�����ܵ�Ҫ��
1�� ѹ���������ò���ּ��亸����
ѹ���������ò���ְ���ֵ���֯��ͬ�ɷ�Ϊ���࣬�������岻��֡������岻��֡������岻��֡�������һ������˫���֡�
1.1 �����岻��ּ��亸����
�����岻��ֺ�������18���������� 8�����ҵ����������⡢�ѡ�����Ԫ�ء��ۺ����ܺã����Ͷ��ֽ��ʸ�ʴ����Ӧ����㷺�IJ���֣��Ը�Cr-Ni����Ϊ�ձ顣Ŀǰ�����岻��ִ��¿ɷ�ΪCr18-Ni8�͡�Cr25-Ni20�͡�Cr25-Ni35�͡������岻��������º����ص㣺 �� ���������� �����岻����������ȴ�����С��������ϵ��������ں��ӹ����У����ӽ�ͷ��λ�ĸ���ͣ��ʱ��ϳ����������γɴִ����״����֯�������̽ᾧ�����У������ס������ࡢ�������Ԫ�غ����ϸߣ��ͻ��ھ����γɵ��۵㹲�����ں��ӽ�ͷ���ܽϸߵ���Ӧ��ʱ�������ں������γ��������ƣ�����Ӱ�����γ�Һ�����ƣ��ⶼ���ں��������ơ���ֹ����������Ч��;���ǽ��ּ��������ײ������۵㹲��������Ԫ�غ�ʹ���������岻����к���4�� ~ 12������������֯��
�� ���丯ʴ ����ƶ�����ۣ��ھ���������̼��������ɾ���ƶ���Dz������丯ʴ����Ҫԭ��Ϊ�ˣ�ѡ��̼���Ļ����ꡢ�ѵ��ȶ���Ԫ�صĺ����Ƿ�ֹ���丯ʴ����Ҫ��ʩ��
�� Ӧ����ʴ���� Ӧ����ʴ����ͨ������Ϊ�����ƻ����ҷ����ƻ��Ĺ���ʱ��̣����Σ�����ء���ɰ����岻���Ӧ����ʴ���ѵ���Ҫԭ���Ǻ��Ӳ���Ӧ�������ӽ�ͷ����֯��
1
�Ͼ��°����װ����������˾
����Ӧ�����еĴ��ڣ��ֲ���ʴ����Ũ��Ҳ��Ӱ��Ӧ����ʴ���ѵ�ԭ��
�� ���ӽ�ͷ�Ħ��� ������һ�ִ�Ӳ�Ľ����仯�����Ҫ��������״���ľ��硣����ͦ���ɷ�������ת�䡣�������Cr25Ni20�ͺ�����800�� ~ 900�����ʱ���ͻᷢ��ǿ�ҵĦá���ת�䡣���ڸ����Ͱ����岻��֣��ر��Ǹ������Ͳ���֣������ġ�����ת�䣬����Ҫ�����ڸ�����Ԫ�ؾ������ԵĦһ����ã��������Ц������庬������12��ʱ���ġ��ҵ�ת��dz���������ɺ�����������ԵĴ����Ҳ����Ϊʲô�ȱڼ��ⷴӦ���ڱڶѺ��㽫�������庬��������3��~10����ԭ��
1.2. �����岻��ּ��亸����
�����岻��ֺ���12����30��������ʴ�ԡ����ԺͿɺ����溬���������Ӷ���� �� ���Ȼ���Ӧ����ʴ�����������������֡���Ϊ��ͨ�����岻��ֺͳ��������岻��������࣬������ͨ�����岻�����Cr12 ~ Cr14�ͣ���00Cr12��0Cr13Al��Cr16 ~ Cr18�ͣ���1Cr17Mo��Cr25 ~ 30�͡�
������ͨ�����岻����е�̼���������ϸߣ��ʼӹ����μ����Ӷ������ѣ���ʴ��Ҳ���Ա�֤��ʹ���ܵ����ƣ��ڳ��������岻������ϸ�����˸��е�̼�͵�������һ�������0.035�� ~ 0.045����0.030����0.010�� ~ 0.015��������Σ�ͬʱ�������Ҫ�ĺϽ�Ԫ���Խ�һ����߸ֵ���ʴ�Ժ��ۺ����ܡ�����ͨ�����岻�����ȣ������߸������岻��־��кܺõ��;��ȸ�ʴ����ʴ��Ӧ����ʴ���ܣ��϶��Ӧ����ʯ���豸�С������岻��������º����ص㣺
�� ���Ӹ��������£��ڼ����¶ȴﵽ1000�����ϵ���Ӱ�����ر��ڽ������ľ����ἱ�糤����ʹ������ȴ��Ҳ�����������ִ���������Լ����½����ϸߵľ��丯ʴ����
�� ������ֱ����������ϸߣ��к�Ԫ��̼����������Ҳ�϶࣬����ת���¶Ƚϸߣ�ȱ�������Խ�ǿ����ˣ����������Ϊ���ء�
�� ��400�� ~ 600�泤ʱ����Ȼ���ʱ�������475����ʹ�������������½�����550�� ~ 820�泤ʱ����Ⱥ������״����������������࣬Ҳ���Խ������ܡ����ԡ�
1.3. �����岻��ּ��亸����
�����岻�����һ�����ͨ���ȴ�������𡢻ػ𣩶������ܽ��е����IJ���֣�ͨ�ؽ�����һ���Ӳ���IJ���֡��������Ծ���������ֱ���߱���������������һ����ƽ����ͼ�б����а������������ڣ��ڸ������¶ȷ�Χ�ڽ��г�ʱ����ȣ�ʹ̼������ܵ�����֮���д���γ������壬Ҳ���ǻ�ѧ�ɷֱ�������ڦû��+������������Ҫʹ�Ͻ��γ�
2
�Ͼ��°����װ����������˾
��ʴ�������Ķۻ�Ĥ��������������10.5%���ϡ����Ͻ�Ԫ�صIJ�𣬿ɷ�Ϊ�����������ֺ���������������
�����岻���ǿ�ȸߣ������ԺͿɺ��Խϲ�����岻��ֿɷ�ΪCr13�������岻��֡���̼�����岻��ֺͳ��������岻��֡�Cr13�;���һ�㿹��ʴ���ܣ���Cr12Ϊ���������岻��֣�����������⡢�١����ȺϽ�Ԫ�أ�������һ������ʴ���ܣ������нϸߵĸ���ǿ�ȼ��������������ܡ�
�����岻��ֵĺ����ص㣺
�����岻��������˻�Ӳ����Ӳ����ػ��״̬�º��ӣ����۸ֲĵ�ԭ��״̬��Σ��������Ӻ����ڽ�����������һӲ����������������Ӱ������Ӳ����Ҫ��ȡ����ĸ�Ľ�����̼��������Ӳ������ʱ�������Լ��٣��Ҵ������ɽ��ײ������ѡ�Ԥ�ȺͿ��Ʋ���¶ȣ��DZ�����ѵ�����Ч������Ϊ����ѵ����ʣ��躸���ȴ�����
Cr13�������岻��ֺ������Ӱ�����Ĵ�Ӳ�����ر���ӽ�ͷ�ڿ��������±�ɵõ�Ӳ��������壬�ں��Ӿ���Ӧ������ɢ��������£������׳��ֺ��������ơ�����ȴ�ٶȽ�Сʱ��������������������γɴִ������弰�ؾ�����̼���ʹ��ͷ���ܡ�������������;��̼�����������岻��ֵĺ������Ӱ������ȴ����Ȼȫ��ת��Ϊ��̼�����壬��û�����ԵĴ�Ӳ���������õĺ������ܡ�
1.4��˫���ּ��亸����
��ν˫���������������֯�������������������Լ��ռһ�룬һ��������ĺ���Ҳ��Ҫ�ﵽ30%��ʵ���ж�������Ϊ�������в�С��30%�������塣�ں�C�ϵ͵�����£�Cr������18%~28%��Ni������3%~10%����Щ�ֻ�����Mo��Cu��Nb��Ti��N�ȺϽ�Ԫ�ء�
˫�������ھ��а�����+������˫����֯������������֯�ĺ��������൱���ʼ��а����岻��ֺ������岻��ֵ��ص㡣����ǿ�ȿɴ�400Mpa ~ 550MPa������ͨ�����岻��ֵ�2�����������岻�����ȣ�˫���ֵ����Ըߣ�����ת���¶ȵͣ��;��丯ʴ���ܺͺ������ܾ�������ߣ�ͬʱ�ֱ����������岻��ֵ�һЩ�ص㣬��475����ԡ��ȵ��ʸߡ�������ϵ��С�����г����Լ����Եȡ�������岻�����ȣ�˫���ֵ�ǿ�ȸߣ��ر�������ǿ��������ߣ����Ϳ�ʴ�ԡ���Ӧ����ʴ����ʴƣ�͵�����Ҳ�����Եĸ��ơ�
˫���ְ��仯ѧ�ɷַ��࣬�ɷ�ΪCr18�͡�Cr23(����Mo)�͡�Cr22�ͺ�Cr25�����ࡣ����Cr25��˫�����ֿɷ�Ϊ��ͨ�ͺͳ���˫���֣����н�����Ӧ�ý϶����Cr22�ͺ�Cr25�͡��ҹ����õ�˫�����������Ӷ࣬�����ƺ��У�3RE60(Cr18��)��SAF2304
3
�Ͼ��°����װ����������˾
(Cr23��)��SAF2205 (Cr22��)��SAF2507(Cr25��)��
˫���ֵĺ����ص㣺1�������õĺ����ԣ���Ԥ�ȣ����ȴ�������������ֺ������ơ�2�� ��Ni���Ni˫������Ӱ�����е��������弰�����ֻ�������3�� ˫�������������ı����ܴ����Ҳ�����475������4�� �߸�˫�����н����������Ħ������������
2�� ѹ�������ò���ֺ���ѡ��
2.1. �����岻��ֺ���ѡ��
�����岻��ֺ��ĵ�ѡ��ԭ�����������Ƶ�ǰ���£���֤�����������ʴ���ܼ���ѧ������ĸ�Ļ����൱�������ĸ�ģ�һ��Ҫ����Ͻ�ɷִ�����ĸ�ijɷ�ƥ�䡣������ʴ�İ����岻��֣�һ��ϣ����һ�����������壬�������ܱ�֤���õĿ������ܣ������кܺõĿ���ʴ���ܡ�����ijЩ��������У��������豸�ĺ�������Dz���������������ڵģ�����ͻή������ʴ�ԡ��������ð�����֣�Ӧ���ǶԺ�������������庬���Ŀ��ơ����ڳ����ڸ������еİ�����ֺ�������������������庬����Ӧ����5�����ɸ���ͼ1��Schaefflerͼ��������������еĸ����������������Ƴ���Ӧ�������庬����
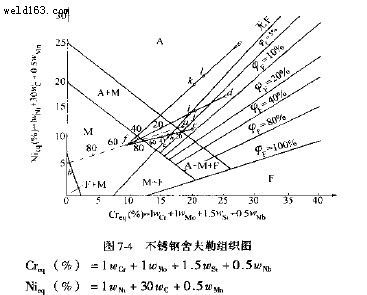
ͼ1 ���Ͽ�֪�����岻��־������õĺ����ԣ����õ��ۺ��������ܽ��к��ӡ��������ڵ������ȹ��̵��ص㣬��ʹ��ͷ���;��丯ʴ�������ͣ��������ۺ��߸����ײ������صĵ�״��ʴ����˼���Ӧ�á����屣��CO2������CO2�����ǿ�������ԣ�ʹ�Ͻ�Ԫ���������أ�����Ҳû�еõ��ƹ�Ӧ�ã�Ŀǰʵ�õĺ��ӷ������ֻ���������벻�����ʹ����Щ��������ʱ���Ӳ��ϵ�ѡ�ã�����1
4
�Ͼ��°����װ����������˾
��1 �����岻��ֺ���ʱ���Ӳ��ϵ�ѡ�� �� �� ��
�� ��
�� ��
�� ˿
�� ��
E0-19-10-16 R0-19-10-15
1Cr18Ni9Ti
E0-19-10Nb-16 R0-19-10Nb-15 E0-19-10-16
0Cr19Ni9
R0-19-10-15 E0-19-10Nb-16
0Cr18Ni9Ti
R0-19-10Nb-15 E0-19-10Nb-16
0Cr18Ni9Ti
R0-19-10Nb-15
00Cr18Ni10N 00Cr19Ni11
E00-19-10-16 E00-19-10-16 E0-18-12Mo2-16
0Cr17Ni12Mo2
E0-18-12Mo2-15 E00-18-12Mo2-16
0Cr18Ni12Mo2Ti
E00-18-12Mo2Nb-16
0Cr19Ni13Mo3
E0-19-13Mo3-16
A212 A242 A022
0Cr18Ni12Mo3Ti
E0-18-12MoNb-16
A212
00Cr17Ni14Mo2
E00-18-12Mo2-16
A022
H0Cr20Ni14Mo3
HJ260
H0Cr20Ni14Mo3
H0Cr20Ni14Mo3
HJ260
H0Cr20Ni14Mo3
��
��
��
A207 A022
H00Cr19Ni12Mo2
HJ260
H00Cr19Ni12Mo2
A137 A002 A002 A202
H00Cr19Ni12Mo2
HJ260
H00Cr19Ni12Mo2
H00Cr21Ni10
��
HJ260 ��
H00Cr21Ni10
��
A137 A132
��
��
��
A107 A132
H0Cr20Ni10Ti
HJ260
H0Cr20Ni10Ti
A132 A137 A102
��
��
��
�� �� A102 A107
H0Cr20Ni10Ti
HJ260
H0Cr20Ni10Ti
�� ��
�� ˿
�� �� ��
� �� ��
2.2. �����岻��ֺ���ѡ��
�����岻��ֺ��Ļ����������ࣺ1)�ɷֻ�����ĸ��ƥ��ĺ��ģ�2)�����庸�ģ�3)�����Ͻģ�������۸�ϸߣ��ʺ���ѡ�á�
�����岻��ֺ��Ŀɲ�����ĸ���൱�IJ��ϣ����ھ����ȴ�ʱ�������ײ������ƣ�����ɲ����ȴ������ָ���ʴ���ܣ������ƽ�ͷ���ԡ����ð����庸�Ŀ����Ԥ�Ⱥͺ����ȴ�����
5
�Ͼ��°����װ����������˾
�����ڲ����ȶ�Ԫ�صĸ��ָ֣���Ӱ������������Ȼ���ڣ�����309�ͺ�310���������庸�ġ�����Cr17�֣�Ҳ����308�ͺ��ģ��Ͻ����ߵĺ�����������ߺ��ӽ�ͷ���ԡ�������������һ�����庸�����������������ĸ�ĵ�ǿ������ijЩ��ʴ�����У��������ʴ�Կ�����ĸ���кܴ�IJ�ͬ����һ����ѡ��ʱҪע�⡣���ò��ϼ��������2��
��2 ���������岻����ú���
����
�Խ�ͷ����Ҫ��
ѡ�ú���
�ͺ� E0-17-16 E0-17-15 E0-19-10-15
��ߺ�������
E0-18-12Mo2-15
�������� ��ߺ�������
E1-23-13-15 E2-26-21-16 E2-26-21-15
�ƺ� G302 G307 A107 A207 A307 A402 A407
��Ԥ�ȣ�����760��780��ػ� ��Ԥ�ȣ����ȴ�����Ԥ�ȣ����ȴ���Ԥ�ȼ������ȴ�
��
��ǰԤ��120��200�棬����750��
800��ػ�
1Cr17 Cr17Ti Cr17 0Cr17Ti 1Cr17Mo2Ti 1Cr25Ti 1Cr28 1Cr28Ti
�����ἰ����
2.3.�����岻��ֺ���ѡ��
�ڲ�����У������岻����ǿ��������ȴ������������ܵģ���ˣ�Ϊ�˱�֤ʹ�����ܵ�Ҫ���ر��������������岻��֣�����ɷ�Ӧ�����ӽ�ĸ�ĵijɷ֡�Ϊ�˷�ֹ�����ƣ�Ҳ�ɲ��ð����庸�ģ���ʱ�ĺ���ǿ�ȱ�Ȼ����ĸ�ġ�
����ɷ�ͬĸ�ijɷ����ʱ���������Ӱ��������ͬʱӲ����࣬ͬʱ����Ӱ�����г��ֻػ���������Ϊ�˷�ֹ���ѣ����3mm���ϵĹ�������Ҫ����Ԥ�ȣ�����Ҳ������Ҫ�����ȴ���������߽�ͷ���ܣ����ں��������ĸ�ĵ�������ϵ������һ�£����ȴ������п�����ȫ��������Ӧ����
����������������Ԥ�Ȼ��ȴ���ʱ����ѡ���������֯���죬���ں�����нϸߵ����Ժ����ԣ����ɳں���Ӧ���������ܽ϶�ع����⣬����ɽ��ͽ�ͷ�������������ֲ��ʲ����ȵĽ�ͷ������������ϵ����ͬ����ѭ���¶ȵĹ��������£����ۺ������ܲ�����Ӧ���������½�ͷ�ƻ���
���ڼ�Cr13��������֣������ð�������֯�ĺ���ʱ������ɷֵĵ�����ز��࣬һ�㶼��ĸ�Ļ�����ͬ�������������к�����S��P��Si�ȣ�Si��Cr13��������ֺ����пɴ�ʹ�γɴִ�������塣���ͺ�C���������ڼ�С��Ӳ�ԣ������д�������Ti��N��Al��Ԫ�أ�Ҳ��ϸ�����������ʹ�Ӳ�ԡ�
���ڶ���Ԫ�Ͻ�Cr12����������ǿ�֣���Ҫ��;�����ȣ�ͨ�����ð����庸�ģ�
6
�Ͼ��°����װ����������˾
����ɷ�ϣ���ӽ�ĸ�ġ��ڵ����ɷ�ʱ�����뱣֤���첻�³���һ���������࣬����������ʮ���к�������Cr13����������ǿ�ֵ���Ҫ�ɷֶ�Ϊ������Ԫ��(��Mo��Nb��W��V��)��Ϊ��֤ȫ����֯Ϊ��һ�������壬�����ð�����Ԫ�ؼ���ƽ�⣬Ҳ����Ҫ���ʵ���C��Ni��Mn��N��Ԫ�ء�
�����岻��־����൱�ߵ�����������˱����ϸֵ��⣬���������⣬��ѡ��ʱ������Ҫע����һ�㡣
2.4. ˫���ֺ���ѡ��
˫�����õĺ��ģ����ص��Ǻ�����֯Ϊ������ռ�ŵ�˫����֯����Ҫ��ʴԪ��(�������)������ĸ���൱���Ӷ���֤��ĸ���൱����ʴ�ԡ�Ϊ�˱�֤�����а�����ĺ�����ͨ����������͵��ĺ�����Ҳ�������Լ2�� ~ 4��������������˫����ĸ���У�һ�㶼��һ�����ĵ��������ں�����Ҳϣ����һ���ĺ���������һ�㲻��̫�ߣ������������ס������������ϸ߾ͳ��˺�����ĸ�ĵ�һ����Ҫ����
������ʴ�ԡ���ͷ���Ե�Ҫ��ͬ��ѡ����ĸ�Ļ�ѧ�ɷ���ƥ��ĺ������纸��Cr22��˫���֣���ѡ��Cr22Ni9Mo3�ͺ�������E2209�������������Ժ���ʱ��������������������ۣ���������Խϵͣ���Ҫ��������нϸߵij�����ԣ��������ȫλ�ú���ʱ��Ӧ���ü��Ժ��������������ʱ��ͨ�����ü��Ժ��������Ժ����������ʴ���ܾ�������Ҫ��ʱ����Ӧ���ó���˫��ֳɷֵļ��Ժ�����
����ʵ�����屣������˿���ڱ�֤�����������������ʴ������ѧ���ܵ�ͬʱ����Ӧע���亸�ӹ�������;����ҩо��˿����Ҫ���������ʱ���ɲ��ý��ʯ�ͻ��Ѹ���ҩо��˿����Ҫ��ϸߵij���ͶȻ��ڽϴ�ľ����������º���ʱ���˲��ü�Ƚϸߵ�ҩо��˿����ʵ�������в����������ʱͨ������һ�����ĵ�����ȷ��������ĺ�����
�������˲���ֱ����С�ĺ�˿��ʵ����С���ӹ淶�µĶ���������Է�ֹ������Ӱ��������������Ĵ�����������ļ��Ժ�����
3�� ѹ�������ò���ֺ���Ҫ�㼰�ȴ���
3. 1.�����岻��ֵĺ���
3. 1.1�����岻��ֺ���Ҫ��
�ܵ���˵�������岻��־��������ĺ����ԡ��������е��ۻ����ӷ����������ں��Ӱ����岻��֣������岻��ֵ����������ܺ���֯�ص�������亸�ӹ���Ҫ�㡣
�� ���ڰ����岻��ֵ���ϵ��С��������ϵ������ʱ���ڲ����ϴ�ı��κͺ���Ӧ�������Ӧ������ѡ�ú����������еĺ��ӷ�����
7
�Ͼ��°����װ����������˾
�� ���ڰ����岻��ֵ���ϵ��С����ͬ���ĵ����£��ɱȵͺϽ�ֵõ��ϴ�����ͬʱ������������ʴ��ں����绡��ʱ��Ϊ�˱��⺸�����죬��ֱͬ����̼�ֻ�ͺϽ�ֺ�����ȣ����ӵ�����С��
�� ���ӹ淶��һ�㲻���ô����������к��� �������绡��ʱ���˲���Сֱ�����������ٶ����������Ҫ��ߵĺ��죬�������ý���ˮ�ķ����Լ�����ȴ�����ڴ������岻��ּ����������岻��֣����������������Դ�Ӧ�ϸ���ƺ�������������ֹ���쾧�����س����뺸�������Ƶķ�����
�� Ϊ��ߺ���Ŀ��������ܺ���ʴ���ܣ�����ʱ��Ҫ�ر�ע�⺸��������࣬�����к�Ԫ�����뺸�졣
�� �����岻��ֺ���ʱһ�㲻��ҪԤ�ȡ�Ϊ�˷�ֹ�������Ӱ�����ľ�������̼�������������֤���ӽ�ͷ���ܡ����Ժ���ʴ�գ�Ӧ���ƽϵ͵IJ���¶ȣ�һ�㲻����150�档
3.1.2 �����岻��ֺ����ȴ���
�����岻��ֺ�������һ����ǿ�������ȴ���,һ����ܴ���Ҫ��1100��1150 �淶Χ�ڱ���һ��ʱ�����, ��������Ҫ���925��540���¶ȷ�Χ����ȴ, �ڼ������䵽425 ������; �ȶ�������Ҫ��850��880 ���¶ȷ�Χ�ڱ��¼�Сʱ����䡣Ԥ�ڵĺ����ȴ���Ч��, ͬ�ȴ���ȫ���̵ĸ����ؼ����ղ���(���¯�¶ȡ������ٶȡ����¹����й�������λ���²¯�����ա�����ʱ�䡢���¹����и���λ���²�����ٶȡ���¯�¶ȵ�) ���������������ڿ������丯ʴ�����İ����岻�������, һ���㲿���Ĺ��ܴ������ȶ�����������ʵ�֡�������̨����(��Ϊ������) ������к����ȴ����������������ѡ����ദ�����Ǿֲ��ĺ����ȴ���,�����������Ӳ�������̨���������ȴ��������ڴ�������������Ľṹ��״����(�������dz��õĹܿ�ʽ������) �����Ҫ�����̨�ܿ�ʽ������������������ܻ��ȶ�������, �����Ĺؼ����ղ��������ò�������,��̸���ϱ�֤�����ȴ������������㴦��Ҳ����Ū�ɳ�, ����������֯�ṹδ�ܵõ�����, ĸ����֯�ṹ�������Ӧ�еĶ����,��ʹ���ھ��丯ʴ�����İ����岻����ƵĻ�������,90 %������Ϊ����̬ʹ��,�����Ǻ����ȴ���̬ʹ�á����Զ��ں��ӹ�����Ҫ�ϸ�����Ҫ����в�������ȷ����Ʒ������
3.2. �����岻��ֵĺ���
3.2.1 �����岻��ֵĺ���Ҫ��
�����岻��ֵ��������γ�Ԫ����Խ϶࣬�������γ�Ԫ����Խ��٣����ϴ�Ӳ�����������С�������岻����ں�����ѭ���������£���Ӱ�����������Գ���ͷ�����Ժ���
8
�Ͼ��°����װ����������˾
�Լ����½�����Ӱ������������ij̶�ȡ���ں���ʱ���ﵽ������¶ȼ��䱣��ʱ�䣬Ϊ�ˣ��ں��������岻���ʱ��Ӧ��������С�����������������������еķ�������С����TIG��Сֱ�������ֹ����ȣ�ͬʱ�����ܲ���խ��϶�¿ڡ��ߵĺ����ٶȺͶ�㺸�ȴ�ʩ�����ϸ���Ʋ���¶ȡ�
��ͨ�߸������岻��ֿɲ��ú����绡�������屣�����������ۺ����������ڸ߸��ֹ��еĵ����ԣ��Լ�������ѭ���������Ӱ�������������̼����������ھ��缯�ۣ����ӽ�ͷ�����Ժ����Զ��ܵ͡��ڲ�����ĸ�Ļ�ѧ�ɷ����Ƶĺ����Ҿ����ȴ�ʱ�����ײ������ơ�Ϊ�˷�ֹ���ƣ����ƽ�ͷ���Ժ���ʴ�ԣ��Ժ����绡��Ϊ�������Բ�ȡ���й��մ�ʩ�� �� Ԥ��100 ~ 150�����ң�ʹ�����ڸ������Ե�״̬�º��ӡ�����Խ�ߣ�Ԥ���¶�ӦԽ�ߡ� �� ����С�������������ڶ����ӡ���㺸ʱ��Ӧ���Ʋ���¶Ȳ�����150�棬��������ʩ�����Լ�С���´��475�����Ӱ�졣
3.2.2�����岻��ֺ����ȴ���
���ں�����ѭ�������ã�һ�������岻�������Ӱ�����ĸ�����������������ijЩ�����в������丯ʴ������700~850���˻�����ʹ�����Ȼ����ɻָ�����ʴ�ԡ�����̼�������ֲ����ȣ��ɻָ���ʴ�ԣ������ƽ�ͷ���ԡ��˻��Ӧ���䣬��ֹ���֦��༰475����ԡ�
3.3. �����岻��ֵĺ��Ӽ������ȴ���
����Cr13�������岻��֣�������ͬ���ʺ������к���ʱ��Ϊ�˽��������������ԣ�ȷ�����ӽ�ͷ�ܡ����ԣ�Ӧѡ�õ����ͺ�����ͬʱ��ȡ���д�ʩ��
�� Ԥ�ȡ�Ԥ���¶���ֲĺ�̼�������Ӷ���ߣ�һ����100�� ~ 350�淶Χ�ڡ�
�� ���ȡ����ں�̼���ϸ�����ȴ�ĺ��ӽ�ͷ�������ȡ���ȴ�ʩ���Է�ֹ�����������ơ�
�� �����ȴ�����Ϊ���ƺ��ӽ�ͷ�ܡ����Ժ���ʴ�ԣ������ȴ����¶�һ��Ϊ650�� ~ 750�棬����ʱ�䰴1h / 25mm�ơ�
���ڳ�������̼�����岻��֣�һ��ɲ���ȡԤ�ȴ�ʩ���������ȴ���к������ϸ�ʱ����ȡԤ�ȼ����ȴ�ʩ��Ԥ���¶�һ��Ϊ100�� ~ 150�棬�����ȴ����¶�Ϊ590 ~ 620�档
���ں�̼���ϸߵ�������֡����ں�ǰԤ�ȡ������ȴ�������ʵʩ���Լ���ͷ�����Ƚϴ������£�������Ҳ���ð������͵ĺ��ģ�����ߺ��ӽ�ͷ���ܡ����ԣ���ֹ�������ơ�����ʱ�������Ϊ��������֯��������Ϊ������֯ʱ����ĸ��ǿ�����ʵΪ��ǿƥ�䣬��
9
�Ͼ��°����װ����������˾
�Һ��������ĸ���ڻ�ѧ�ɷ֡�������֯�����������ܡ���ѧ���ܲ��ܴ��Ӳ���Ӧ�����ɱ��⣬��������Ӧ����ʴ���������ƻ���
3.4. ˫���ֵĺ���
3.4.1. �����ȹ��̵Ŀ���
����������������¶ȡ�Ԥ�ȼ����Ϻ�ȵȶ���Ӱ�캸��ʱ����ȴ�ٶȣ��Ӷ�Ӱ�쵽�������Ӱ��������֯�����ܡ���ȴ�ٶ�̫���̫������Ӱ�쵽˫��ֺ��ӽ�ͷ�����Ժ���ʴ���ܡ���ȴ�ٶ�̫��ʱ���������Ħ��ຬ���Լ�Cr2N���������ӡ���������ȴ�ٶȻ����������شִ������п�������һЩ���ԵĽ����仯�������ࡣ��3�г���һЩ�Ƽ��ĺ����������Ͳ���¶ȵķ�Χ����ѡ��������ʱ��Ӧ���ǵ�����IJ��Ϻ�ȣ������������������ʺ��ں�壬�����ʺ��ڱ��塣�ں��ӺϽ����ߵĦ�(Cr)Ϊ25 % ��˫��ֺͳ��������ʱ��Ϊ�����ѵĺ���������ܣ�������߲���¶ȿ�����100�档������Ҫ���ȴ���ʱ���Բ����Ʋ���¶ȡ� ��3 �Ƽ�ѡ�õ�˫����������Ͳ���¶�
�ֲ�����
Cr23 %��Mo˫���
Cr22 %˫���
Cr25 %(Cu0 ~ 2.5 %)˫���
Cr25 %����˫���
3.4.2.˫���ֺ����ȴ��� ������/ (kJ/cm) 5 ~ 25 5 ~ 25 2 ~ 15 2 ~ 15 ��߲���¶�/�� 150 ~ 200 125 ~ 200 100 ~ 150 100 ~ 150
˫���ֺ�����ò������ȴ�����������̬�¦��ຬ��������Ҫ����������к��࣬�����ʱ���ɲ��ú����ȴ��������ơ����õ��ȴ���������ˮ�㡣�ȴ���ʱ����Ӧ�����ܿ죬���ȴ����¶��µı���ʱ��Ϊ5 ~ 30min��Ӧ�����Իָ����ƽ�⡣���ȴ���ʱ�����������dz����أ�Ӧ���Dz��ö������屣�������ڦ�(Cr)Ϊ22 % ��˫���Ӧ��1050�� ~ 1100���¶��½����ȴ���������(Cr)Ϊ25 % ��˫��ֺͳ���˫���Ҫ����1070�� ~ 1120���¶��½����ȴ�����
10
-
����ּӹ���ͬ 2
����ֹ�����ͬ��ͬ���HB20xx022801�跽���³Ƽ�ǩ������20xx�����չ������³��ҷ���ɽ���Ϻ���Խ�����������˾ǩ����
-
����ּӹ���ͬ
����ּӹ���ͬ��ͬ���HB20xx022801�跽���³Ƽ�ǩ�����������չ������³��ҷ�ǩ���ص�����л�������ͬ��������˫����
- ����ּӹ�����װ��ͬ
- ������żӹ���ͬ
-
�������Ʒ�ӹ���װ��ͬ
��ͬ��Ų������Ʒרҵί�мӹ���װ��ͬ��Ŀ���Ʋ������Ʒרҵί�мӹ���װί��������ʮһ������˹��Ƽ���չ����˾�н����̴���ǩ����
- ���꼶��ѧ�²��ѧ�����ܽ�
-
Сѧ��ѧ�����鹤���ܽ�
ʱ�����ţ�һѧ�ڼ���������һѧ������������ѧ�������ȫ���ʦ�������ƽ����ʽ���ΪĿ�꣬�Կγ̸ĸ�Ϊ���ģ��Կ��ý�ѧ�ĸ�Ϊ�ص㣬���桭
-
20xx��20xxѧ��ȵ�һѧ�ڰ��꼶Ӣ���ѧ�����ܽ�
20xx��20xxѧ��ȵ�һѧ�ڰ��꼶Ӣ���ѧ�����ܽ᱾ѧ�ڣ��ҵ��ΰ��꼶�����İ��Ӣ���ѧ��������Ϊһ����ʦ�����˽��һЩ��ѧ��
- 20xx����꼶�²���ѧ��ѧ�����ܽ�
-
���꼶�²���ѧ��ѧ�����ܽ�
������ʦʱ����ĺܿ�,ת�۽��������꼶�Ľ�ѧ���������ڵ���ѧ��ѧ�������ڽ���æµ��,Ҳ��������ջ����꼶��ѧ��Сѧ�ε�һ�����ȡ�