焊缝质量标准和焊缝等级分类
焊缝质量标准
4.1 保证项目
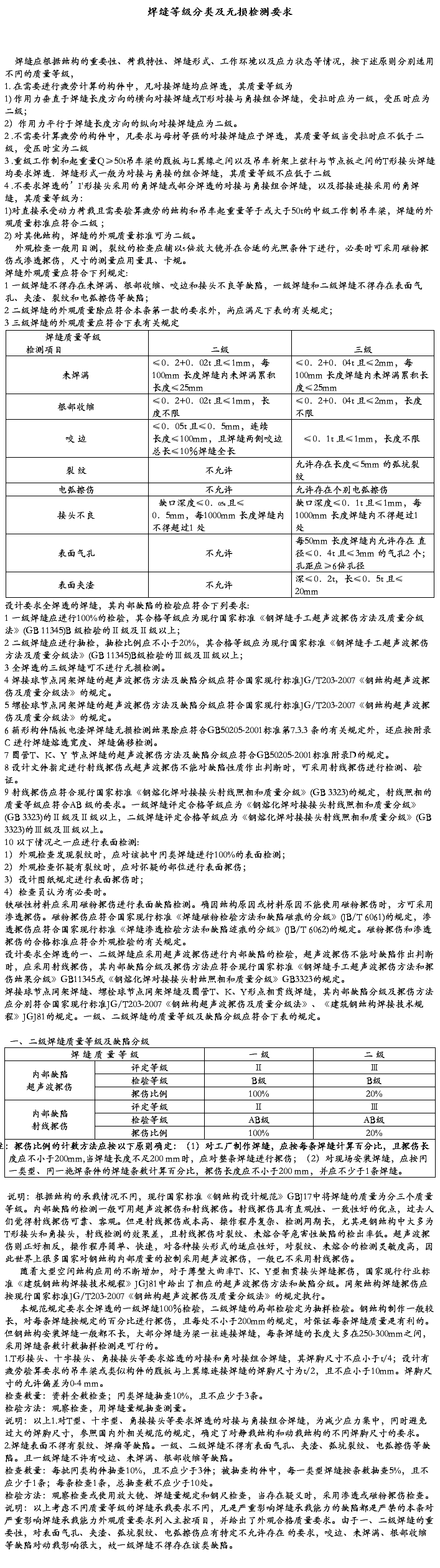
4.1.1 焊接材料应符合设计要求和有关标准的规定,应检查质量证明书及烘焙记录。4.1.2 焊工必须经考试合格,检查焊工相应施焊条件的合格证及考核日期。4.1.3 Ⅰ、Ⅱ级焊缝必须经探伤检验,并应符合设计要求和施工及验收规范的规定,检查焊缝探伤报告。4.1.4 焊缝表面Ⅰ、Ⅱ级焊缝不得有裂纹、焊瘤、烧穿、弧坑等缺陷。Ⅱ级焊缝不得有表面气孔、夹渣、弧坑、裂纹、电弧擦伤等缺陷,且Ⅰ级焊缝不得有咬边、未焊满等缺陷。
4.2 基本项目
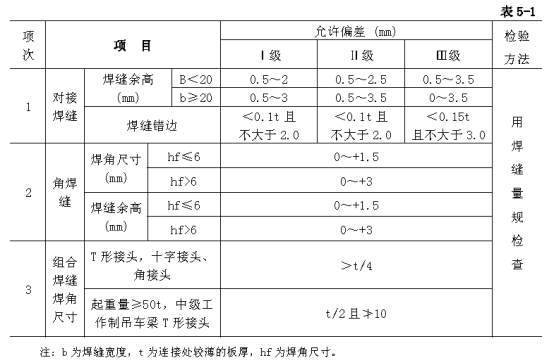
4.2.1 焊缝外观:焊缝外形均匀,焊道与焊道、焊道与基本金属之间过渡平滑,焊渣和飞溅物清除干净。4.2.2 表面气孔:Ⅰ、Ⅱ级焊缝不允许;Ⅲ级焊缝每50mm 长度焊缝内允许直径≤0.4t;且≤3mm 气孔2 个;气孔间距≤6 倍孔径。4.2.3 咬边:Ⅰ级焊缝不允许。Ⅱ级焊缝:咬边深度≤0.05t,且≤0.5mm,连续长度≤100mm,且两侧咬边总长≤10%焊缝长度。Ⅲ级焊缝:咬边深度≤0.lt,且≤lmm。注:t 为连接处较薄的板厚。4.3 允许偏差项目,见表5-1。
5 成品保护。5.1 焊后不准撞砸接头,不准往刚焊完的钢材上浇水。低温下应采取缓冷措施。5.2 不准随意在焊缝外母材上引弧。5.3 各种构件校正好之后方可施焊,并不得随意移动垫铁和卡具,以防造成构件尺寸偏差。隐蔽部位的焊缝必须办理完隐蔽验收手续后,方可进行下道隐蔽工序。5.4 低温焊接不准立即清渣,应等焊缝降温后进行。
6 应注意的质量问题
6.1 尺寸超出允许偏差:对焊缝长宽、宽度、厚度不足,中心线偏移,弯折等偏差,应严格控制焊接部位的相对位置尺寸,合格后方准焊接,焊接时精心操作。6.2 焊缝裂纹:为防止裂纹产生,应选择适合的焊接工艺参数和施焊程序,避免用大电流,不要突然熄火,焊缝接头应搭10~15mm,焊接中木允许搬动、敲击焊件。6.3 表面气孔:焊条按规定的温度和时间进行烘焙,焊接区域必须清理干净,焊接过程中选择适当的焊接电流,降低焊接速度,使熔池中的气体完全逸出。6.4 焊缝夹渣:多层施焊应层层将焊渣清除干净,操作中应运条正确,弧长适当。注意熔渣的流动方向,采用碱性焊条时,上须使熔渣留在熔渣后面。
7 质量记录。本工艺标准应具备以下质量记录:7.1 焊接材料质量证明书。7.2 焊工合格证及编号。7.3 焊接工艺试验报告。7.4 焊接质量检验报告、探伤报告。7.5 设计变更、洽商记录。7.6 隐蔽工程验收记录。7.7 其它技术文件。
第二篇:焊缝等级分类
-
凉州区发展街小学质量标兵事迹材料
凉州区发展街小学质量标兵事迹材料:把青春献给教育事业“育苗有志闲逸少,润物无声辛劳多。”从教十几年,风风雨雨,备尝各中酸甜苦辣,李…
-
质量标兵事迹材料
卷包车间质量优胜机台(甲班51#机组)事迹材料在卷包车间有很多优秀的小团队,其中甲班51#机组就是一支敢打硬仗、团结向上的队伍。机…
-
车间质量标兵
汽模车间质量标兵AAA同志热爱本职工作,认同并践行集团公司“生存勿忘质量发张必须创新”的战略价值理念,严以律己,追求完美,工作积极…
-
“优秀质量单位”和“质量标兵”评选细则
“优秀质量单位”和“质量标兵”评选细则一、目的通过实施质量月的各项活动,树立一批质量模范单位和个人学习标兵,特制定本评选规则。二、…
-
最新质量标兵推荐材料
质量标兵推荐材料廖玉萍,女,19xx年出生,19xx年参加工作,20xx年x月加入中国共产党,大专文化,东方电机有限公司发电机分厂…
-
公司五月份工作总结
五月份工作总结根据集团公司今年十一唐城景区试开园的安排,从四月下旬以来,全体员工紧紧围绕“抓建设、理关系、拓发展、迎开业”的工作思…
-
律师实习总结
屈指算来,我来所内实习已经有近一年办半年的时间了,比规定的一年实习期多了半年。如今我也将要走进律师这个我向往已久的行业,开始我的律…
-
防震工作总结
太政发[20xx]40号**镇人民政府关于上报**镇上半年防震减灾工作总结的报告县**局:今年上半年以来,我镇的防震减灾工作在县委…
-
实践部工作总结
不知不觉,20xx-20xx学年第二学期马上就要结束了,这一个学期在实践部的磨练,又让我们成熟了不少,改变了不少。首先,新学期开始…
-
校本培训个人总结
数学组校本培训总结校本培训是教师专业成长的肥沃土壤,是教师不断提升教学能力的源头活水,是教师从教书匠成长为研究型教师的阳光空气。本…