综合实习实践报告 鱼类学部分
综合实习实践报告
鱼类学实习
院系:生命科学与技术学院
班级:养殖07
姓名:XXX
学号:XXXXX
指导教师:XX
实习地点 黑石礁海域
XX年X月XX日至XX年X月XX日
提纲
实验一 鱼类的形态学测定及种类鉴定
实验二 鱼类的性腺发育和繁殖能力
实验三 鱼类的年龄测定和生长速度的计算
实验四 鱼类的食性和摄食强度
实验一 鱼类的形态学测定及种类鉴定
一、实验目的
熟悉并掌握沿海常见鱼类标本的固定、保存及种类的鉴定、分类方法。
二、实验器材和材料
1.器材:直尺、圆规、镊子、解剖盘等
2.材料:大头鳕、黄条鰤、黑鲷、斑尾复鰕虎鱼、许氏平鮋、大泷六线鱼、大菱鲆
三、实验结果
(一)待测鱼的分类地位及其特征
1.大头鳕Gadus macrocephalus
1) 分类地位
硬骨鱼纲
鳕形目
鳕科
鳕属
大头鳕
2) 特征
① 背鳍3个
② 具颏须
③ 腹鳍胸位,无鳍棘
2.黄条鰤Seriola aureovittata
1) 分类地位
硬骨鱼纲
鲈形目
鲹科
鰤属
黄条鰤
2) 特征
① 背鳍有2个
② 第二背鳍与臀鳍同形
③ 腹鳍黄色
3.黑鲷Acanthopagrus schlegel
1) 分类地位
硬骨鱼纲
鲈形目
鲷科
鲷属
黑鲷
2) 特征
① 体被弱栉鳞
② 背鳍2个且分离
③ 左右腹鳍愈合成吸盘状
4.斑尾复鰕虎鱼Synechogobius ommturus
1) 分类地位
硬骨鱼纲
鲈形目
鰕虎鱼科
复鰕虎鱼属
斑尾复鰕虎鱼
2) 特征
① 背鳍2个
② 体被弱栉鳞或栉鳞
③ 左右腹鳍愈合成吸盘状
5.许氏平鮋Sebastes schlegel
1) 分类地位
硬骨鱼纲
鮋形目
鮋科
平鮋属
许氏平鮋
2) 特征
① 舌短、前端尖圆、游离
② 体黑色
③ 头部具棘棱
6.大泷六线鱼Hexagrammos otakii
1) 分类地位
硬骨鱼纲
鮋形目
六线鱼科
六线鱼属
大泷六线鱼
2) 特征
① 体侧每侧有5条侧线
② 背鳍连续、较长
③ 体黄褐色
7.大菱鲆Scophthalmus maximus
1) 分类地位
硬骨鱼类
鲽形目
鲽亚目
鲆科
菱鲆属
大菱鲆
2) 特征
① 体不对称、侧扁
② 两眼位于头的左侧
③ 背鳍、臀鳍延长
(二)检索表
1(12)体对称
2(3)具颏须 …………………………………………………………………………大头鳕
3(2)无颏须
4(11)体侧无侧线或侧线小于5条
5(10)头部无棘棱
6(9)腹部不愈合成吸盘状
7(8)腹鳍呈黄色………………………………………………………………………黄条鰤
8(7)腹鳍不呈黄色………………………………………………………………………黑鲷
9(6)腹部愈合成吸盘状………………………………………………………斑尾复鰕虎鱼
10(5)头部有棘棱…………………………………………………………………许氏平鮋
11(4)有5条侧线………………………………………………………………大泷六线鱼
12(1)体侧扁…………………………………………………………………………大菱鲆
实验二 鱼类的性腺发育和繁殖能力
一、实验目的
熟悉并掌握鱼类繁殖的的测定、研究方法。
二、实验器材和材料
1.器材:解剖盘、培养皿、吸管、显微镜(单筒)、镊子等
2.材料:高眼鲽
三、结果与分析
1.高眼鲽的形态学测定(见附录2)
2.高眼鲽的卵径大小
表1 高眼鲽的卵径分布


图2 高眼鲽的卵径分布
3.高眼鲽的性腺发育和繁殖能力
表2 高眼鲽的性腺发育和繁殖力情况表
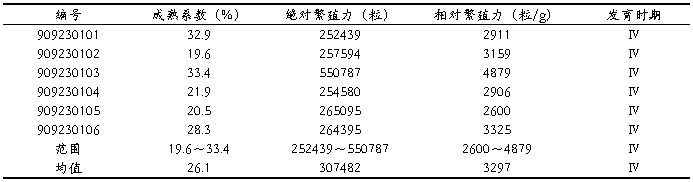
分析:由表1、图2、表2可知本次试验用的高眼鲽均处于发育Ⅳ期,即成熟期,但成熟系数却不尽相同。成熟系数是指性腺重量和鱼体重量(或去内脏后的体重)的百分比,是衡量性腺发育的主要指标。成熟系数的不同,说明本次试验使用的鱼,因个体的不同,性腺发育程度也不同。绝对繁殖力和相对繁殖力与成熟系数的关系不明显,编号为909230101和编号为909230103的两条鱼,成熟系数都在30%以上,但繁殖力却不同;但编号为909230103的鱼与其他4条相比,便可以看出成熟系数与繁殖力之间的关系。
实验三 鱼类的年龄测定和生长速度的计算
一、实验目的
熟悉并掌握用鳞片鉴定鱼类年龄,根据鳞片判断鱼类的生长速度、生长常数等生长指标的方法。
二、实验器材和材料
1.器材:镊子、剪刀、培养皿、显微镜、载玻片、坐标纸等
2.材料:鳞片
三、结果与分析
1.鱼类的年龄鉴定
表1 Aristichthys mobilis的年龄鉴定情况
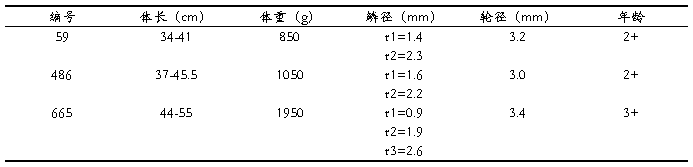
由表1可知,鱼类的年龄与体长、体重成正比。
2.按体长组距为1cm对鳞径、平均体长、平均鱼体统计
表2 平均体长、体重及鳞径 (按体长组距为1cm统计)
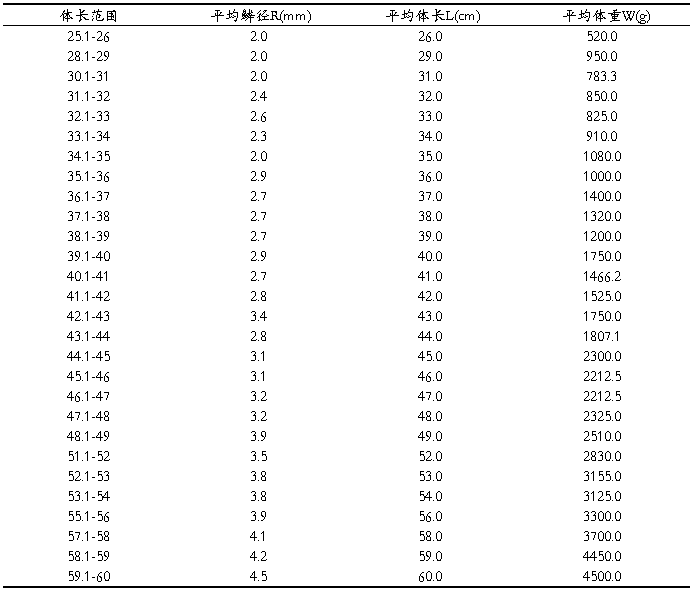
由表2可知,鳞径与体长、体重的关系(图1、图2)。

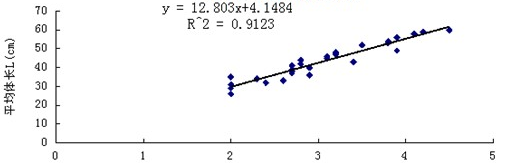
图1 体长与鳞径的关系

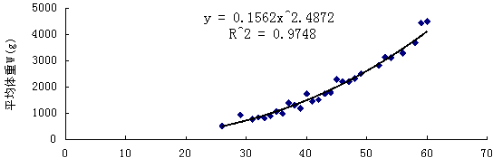
图2 体重与体长的关系
3.鱼体长退算表
表3 各龄鱼体长退算表

由表3可知,我们可以根据鱼的年龄推算鱼的体长。
实验四 鱼类的食性和摄食强度
一、实验目的
通过解剖观察鱼消化系统及对其消化道内食物的组成分析,了解鱼类食性分析和摄食强度划分的方法、步骤。
二、实验器材和材料
1.器材:剪刀、镊子、解剖盘、天平等
2.材料:斑纹狮子鱼
三、结果与讨论
1.小组内测量结果(见附录2)
2.斑纹狮子鱼常见生物学测定和摄食情况
表1 斑纹狮子鱼常见生物学测定和摄食情况分析表
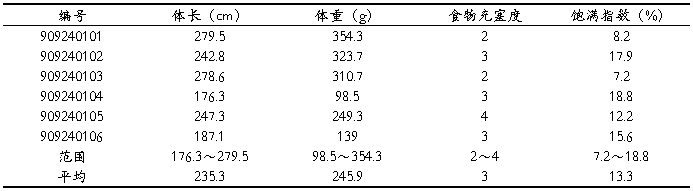
由表1可知,不同的鱼食物充塞度不同,饱满指数也就不同。个体大的鱼,体重大,饱满指数就大,对食物的摄取力就强。
3.斑纹狮子鱼食物组成
表2 斑纹狮子鱼食物组成分析表
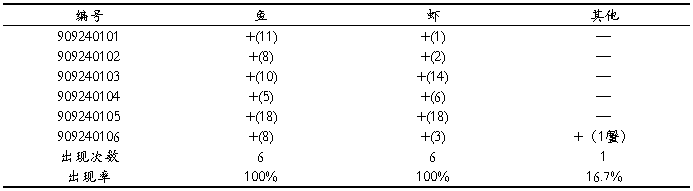
由表2可知,斑纹狮子鱼为肉食性鱼类,以小鱼、小虾为主要食物,偶尔也食些小的蟹类。
第二篇:专业综合实践实习报告书

机械工程系
实习报告书
指导老师签名:
2014 年 3 月 9 日
目 录
0 前言
0.1 实践目的
0.2 实践内容
0.3 实践要求
1. 供料单元的实训
1.1 供料单元功能简介
1.2 供料单元结构组成
1.3观察了解供料单元的气动控制回路
1.4观察了解供料单元的PLC的I/O接口情况
1.5 供料单元的PLC控制程序的流程
2. 检测单元的实训
2.1 检测单元功能简介
2.2 检测单元结构组成
2.3观察了解检测单元的气动控制回路
2.4观察了解检测单元的PLC的I/O接口情况
2.5 检测单元的PLC控制程序的流程
3. 加工单元的实训
3.1 加工单元功能简介
3.2 加工单元结构组成
3.3观察了解加工单元的气动控制回路
3.4观察了解加工单元的PLC的I/O接口情况
3.5 加工单元的PLC控制程序的流程
4. 机械手单元的实训
4.1 机械手单元功能简介
4.2 机械手单元结构组成
4.3观察了解机械手单元的气动控制回路
4.4观察了解机械手单元的PLC的I/O接口情况
4.5 机械手单元的PLC控制程序的流程
5. 分拣单元的实训
5.1 分拣单元功能简介
5.2 分拣单元结构组成
5.3观察了解分拣单元的气动控制回路
5.4观察了解分拣单元的PLC的I/O接口情况
5.5 分拣单元的PLC控制程序的流程
0 前言
不知不觉中,充实的大学生活结束了,四年专业基础知识的学习,让我们更深刻地理解里机械自动化技术在当今社会中的重要性。学校为我们安排的这次毕业前的重要的实践性教学,一方面是为了满足多门专业课程教学相配套的综合应用教学需要,另一方面是更好地巩固所学的理论知识,让我们真正地在实践中得到很好的锻炼。现代工业领域中的自动化生产设备是多种多样的,几乎都是机电气一体化的设备。机电气综合训练是将我们先前学习过的机械技术、气动技术、电气技术、计算机技术、传感测试技术、接口技术、信号变换技术等多种技术进行有机地结合,并在能实际生产中综合应用。
0.1 实践目的:
通过综合实训使我们增强感性认识,更好地理解和掌握MPS模块化生产系统的基本概念、有关的知识理论和工作原理。加强对工厂自动化生产中机电控制综合应用的认识,同时掌握一定的系统设计和培养动手安装调试等能力。
0.2 实践内容:
(1)熟悉MPS 的供料、检测、加工、转运和分拣五个单元的结构组成;
(2)了解MPS 的供料、检测、加工、转运和分拣五个单元的气动组件(CP阀岛,特殊气缸,真空组件等的结构和工作原理);
(3)了解MPS 的供料、检测、加工、转运和分拣五个单元的工作原理、传感器技术及其应用;
(4)查明MPS 的供料、检测、加工、转运和分拣五个单元中PLC 的I / O接口地址,与输入输出组件的对应关系;
(5)参照已有MPS 的供料、检测、加工、转运和分拣五个单元数据,设计各单元控制的气动控制回路,PLC的控制工艺流程图等。
0.3 实践要求:
(1)记录单元中出现的气动组件,电气组件,传感器组件的名称,型号,用表格列出;
(2)根据观察的结果,画出各单元中装置的结构简图,标注出各组件的位置,运动件的运动方向等;
(3)根据观察的结果,设计并画出各单元的气动控制回路图,设定执行机构的初始位置。
(4)查明各单元中的PLC 的I / O 的接口地址使用情况;各地址所对应的输入/输出设备的符号及名称和用途;各地址的信号状态与设备的工作状态之间的关系。PLC 的 I / O 接口情况用I / O 接口图表示,其它内容用表格列出;
(5)根据观察的结果,设计并画出各单元控制过程中手动单循环控制模式和自动连续循环控制模式的控制工艺流程图。
通过这三周的综合实践,我们把自己所学的部分基础理论知识很好地应用在工作中的同时,也积累了宝贵的实践经验。本文通过观察与实践,根据本次综合实训要求撰写。在此感谢罗志伟、黄晶老师的悉心指导以及组员、同学的帮助。
杨玉龙
20##-02-21
1. 供料单元的实训
1.1 供料单元功能简介
供料单元是MPS中的起始单元,在整个系统中,起着向系统中的其它单元提供原料的作用。相当于实际生产加工系统(生产线)中的自动上料系统。供料单元的具体功能是:按照需要将放置在料仓中的待加工工件(原料)自动地取出,并将其传送到第二个工作单元—检测单元。
1.2 供料单元结构组成
供料单元的主要结构组成为:I/O接线端口,真空发生器,真空检测传感器,对射式光电传感器,簧片式接近传感器,CP阀组,消声器,气源处理组件,进料模块,转运模块,走线槽,铝合金板等。
1.3观察了解供料单元的气动控制回路
气动控制系统是该工作单元的执行机构,该执行机构的控制逻辑功能是由PLC实现的。供料单元的气动控制回路图如图1.1所示。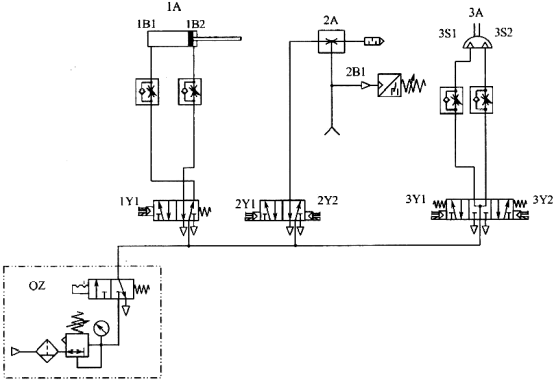
图1.1 供料单元的气动控制回路
1.4观察了解供料单元的PLC的I/O接口情况
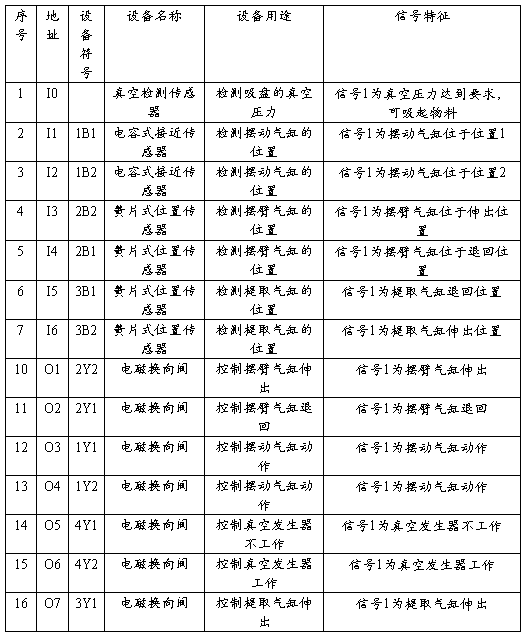
MPS中的所有单元都是用PLC 控制的,每个单元与PLC之间的通信电路连接是通过上面所介绍的I/O接线端口实现的。在MPS系统中,各单元中的需要与PLC进行通信连接的线路(包括各个传感器的线路、各个电磁阀的控制线路及电源线路)都已连接到了各自的I/O接线端口上,这样,当用通信电缆与PLC连接好时,这些器件在PLC模板上的地址就固定了。表1.1为供料单元的PLC的I/O接口情况。
表1.1 供料单元的PLC的I/O接口地址与设备之间的关系
1.5 供料单元的PLC控制程序的流程
MPS 设备的特点是,各组成单元既可以各自独立成为一个自动化系统,又可以连接起来组成一条自动化生产线。各组成单元无论是作为独立设备还是作为生产线的一部分,都需要通过一个核心控制设备PLC 来控制。
1)供料单元手动单循环控制模式的生产工艺流程如图1.2:
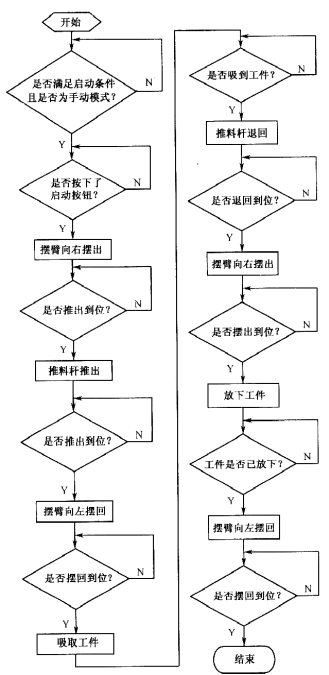
图1.2 供料单元的手动单循环控制模式PLC控制程序流程图
2)供料单元自动连续循环控制模式下的工艺流程如图1.3:
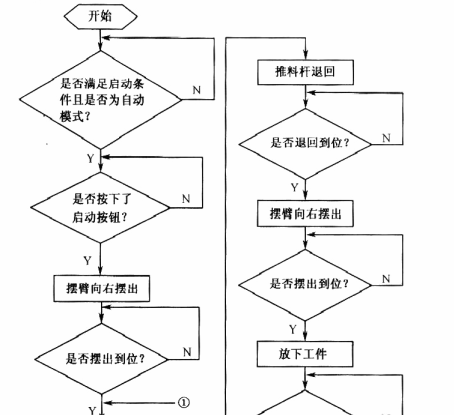

图1.3 供料单元的自动连续循环控制模式PLC控制程序流程图
2. 检测单元的实训
2.1 检测单元功能简介
检测单元将供料单元提供的工件进行材料识别(颜色、材质)和工件的高度尺寸检测。根据高度尺寸检测结果将满足高度尺寸要求的工件通过滑槽送到下一个工作单元,对于不符合要求的工件在本单元中剔除。该单元将工件材料识别(颜色、材质)结果通过PLC通讯传送到分拣单元,供其使用。该单元模拟了实际生产中对原材料的检测情况。
该单元可以对两种材质(金属、非金属)三种颜色(银白、红、黑)进行识别,可以测量工件的高度尺寸(模拟量)。
2.2 检测单元结构组成
检测单元的主要结构组成为:I/O接线端口,识别模块,升降模块,测量模块,滑槽模块,CP阀组,消声器,气源处理组件,走线槽,铝合金板等。
2.3观察了解检测单元的气动控制回路
图2.1 检测单元的气动控制回路
2.4观察了解检测单元的PLC的I/O接口情况
表2.1 检测单元的PLC的I/O接口地址与设备之间的关系

2.5 检测单元的PLC控制程序的流程
1)检测单元手动单循环控制模式的生产工艺流程如图2.2:
在设计执行机构的初始位置时,应该重点从保证功能的实现、保证安全生产的角度考虑。因此,根据检测单元的结构及功能,可以将检测单元的初始状态设计为:
Ø 升降气缸(工作平台)在下端位置;
Ø 推料气缸处于退回位置;
Ø 检测气缸处于上端;
Ø 工作平台上有工件。
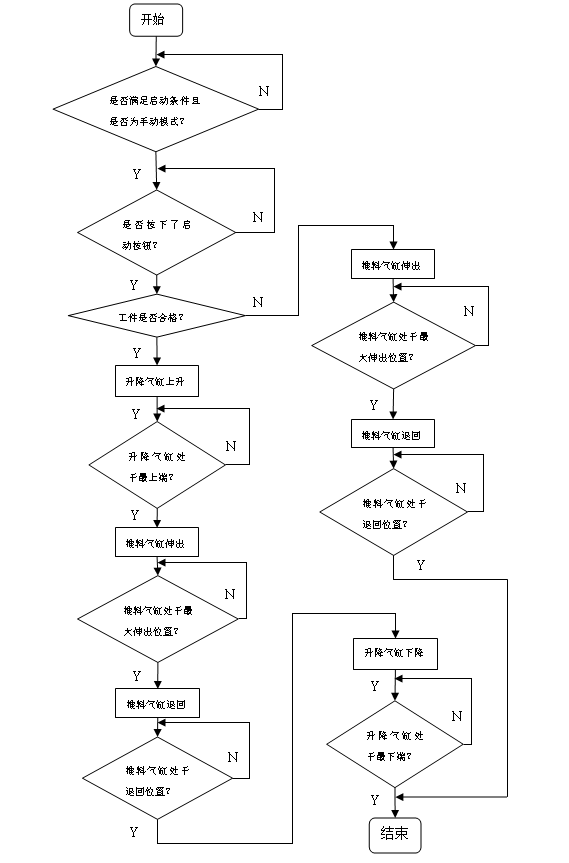
图2.2 检测单元手动单循环控制模式PLC控制程序流程图
2)检测单元的自动连续循环控制模式的生产工艺流程如图2.3:
自动模式下执行机构的初始位置与手动模式下是一样的,但工作台上是否有工件,并不影响自动控制模式的启动,因此,该因素不作为设备的启动条件。
检测单元的开始状态如下:
Ø 升降气缸(工作平台)在下端位置;
Ø 推料气缸处于退回位置;
Ø 检测气缸处于上端。
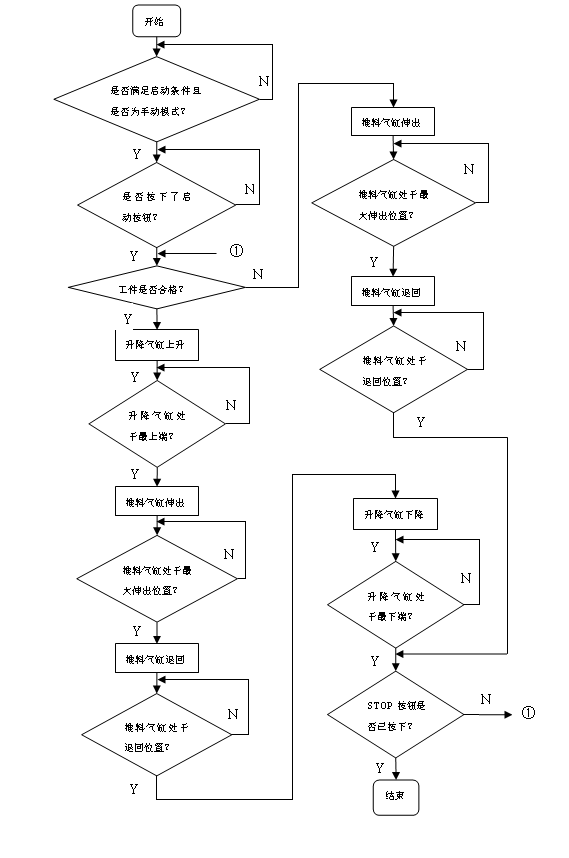
图2.3 检测单元自动循环控制模式PLC控制程序流程图
3. 加工单元的实训
3.1 加工单元功能简介
加工单元可以模拟钻孔加工及钻孔质量检测的过程,并通过旋转工作台模拟物流传送的过程。
3.2 加工单元结构组成
加工单元主要由旋转工作台模块、钻孔模块、钻孔检测模块等组成。
3.3观察了解加工单元的气动控制回路
图3.1 加工单元的气动控制回路
3.4观察了解加工单元的PLC的I/O接口情况

3.5 加工单元的PLC控制程序的流程
1)加工单元手动单循环控制模式的生产工艺流程如图3.2:
在考虑了安全、功能的基础上,根据加工单元的结构,将加工单元的初始状态设计为:
? 钻孔气缸处于上端位置;
? 旋转工作台工位正确;
? 夹紧气缸处于伸出位置(由气路决定的);
? 检测气缸处于上端位置;
? 旋转工作台的 1 号工位上有工件。
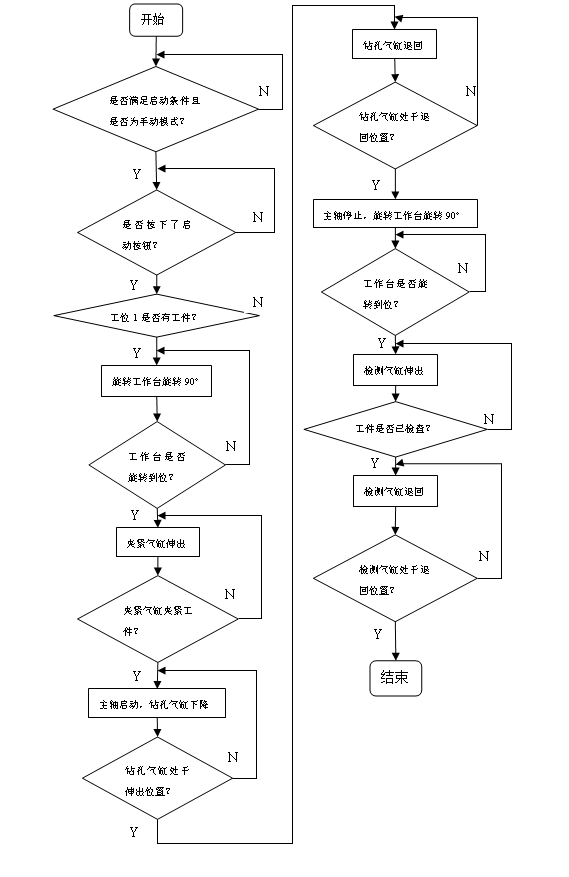
图3.2 加工单元手动单循环控制模式PLC控制程序流程图
2)加工单元自动循环控制模式的生产工艺流程如图3.3:
自动模式下加工单元中各执行机构的初始位置如下:
? 钻孔气缸处于上端位置;
? 旋转工作台工位正确;
? 夹紧气缸处于伸出位置(由气路决定的);
? 检测气缸处于上端位置。
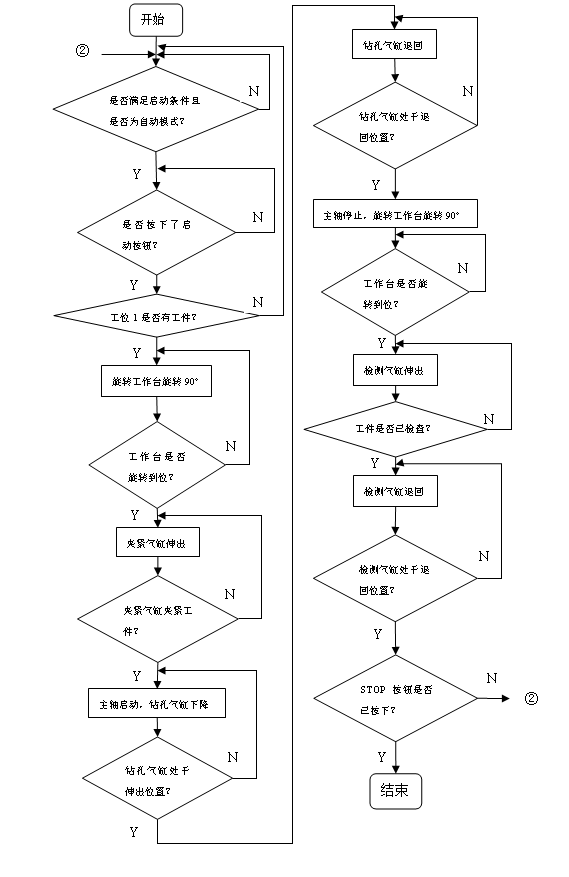
图3.3 加工单元自动循环控制模式PLC控制程序流程图
4. 机械手单元的实训
4.1 机械手单元功能简介
机械手单元可以模拟提取工件、按照要求将工件分流的过程。
4.2 机械手单元结构组成
机械手单元的结构由提取模块、滑槽模块、气源处理组件、I / O 接线端口、
CP 阀组、真空发生器、真空检测传感器等组成。
4.3观察了解机械手单元的气动控制回路
图4.1 机械手单元的气动控制回路
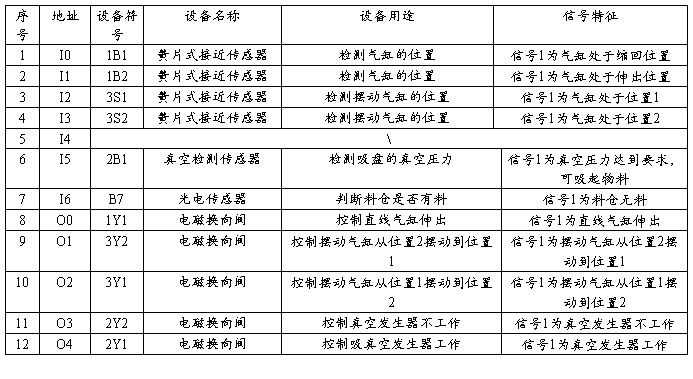
4.4观察了解机械手单元的PLC的I/O接口情况
4.5 机械手单元的PLC控制程序的流程
在 MPS 中,机械手单元实现的基本任务是将工件从加工单元中取走,然后根据工件的加工结果(是否合格)将工件送到下一个单元或者放在本单元的滑槽中将其剔除。
1)机械手单元手动单循环控制模式的生产工艺流程如图4.2:
在考虑了安全、功能的基础上,根据机械手单元的结构,将机械手单元的初
始状态设计为:
? 摆臂(由摆动气缸控制)处于右端位置,
? 摆臂气缸处于缩回位置,
? 捉取气缸处于上端位置,
? 真空发生器处于关断状态。
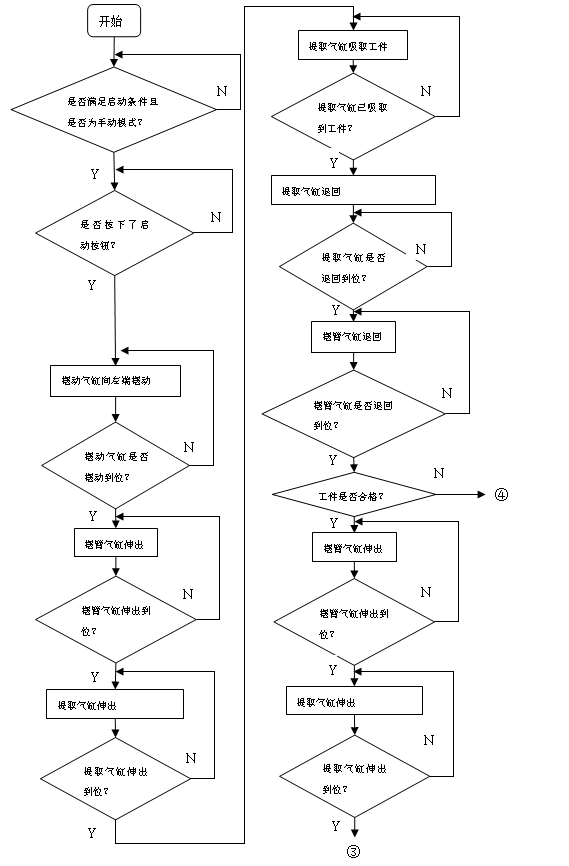


图4.2 机械手单元手动单循环控制模式PLC控制程序流程图
2)机械手单元自动循环控制模式的生产工艺流程如图4.3:
自动模式下机械手单元中各执行机构的初始位置与手动模式相同,具体如
下:
? 摆臂(由摆动气缸控制)处于右端位置;
? 摆臂气缸处于缩回位置;
? 提取气缸处于上端位置;
? 真空发生器处于关断状态。
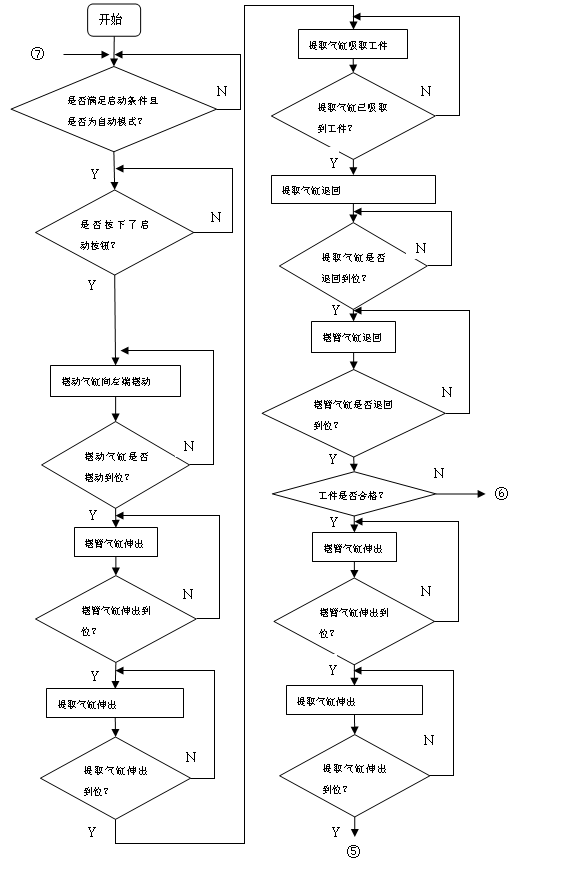
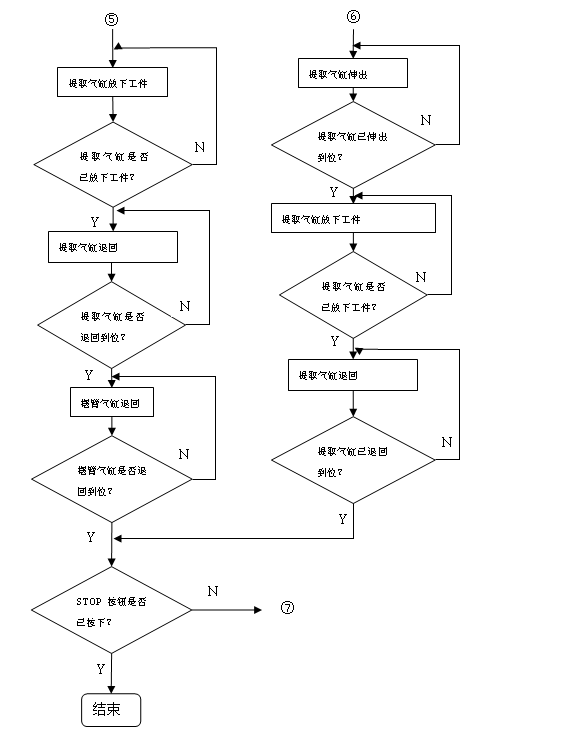
图4.3 机械手单元自动循环控制模式PLC控制程序流程图
5. 分拣单元的实训
5.1 分拣单元功能简介
分拣单元可以实现对工件按照材质或颜色分拣的过程。可将工件按照颜色分拣到3 个滑槽中。
5.2 分拣单元结构组成
分拣单元主要由分拣模块、滑槽模块、气源处理组件、I / O 接线端口、CP 阀组、继电器、对射式光电传感器和反射式光电传感器等组成。
5.3观察了解分拣单元的气动控制回路
图5.1 分拣单元的气动控制回路
5.4观察了解分拣单元的PLC的I/O接口情况
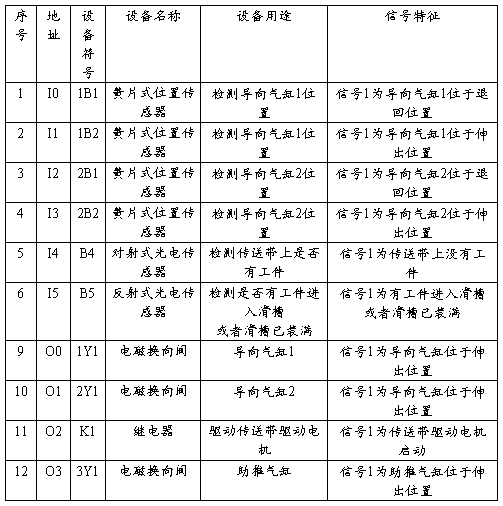
5.5 分拣单元的PLC控制程序的流程
在 MPS 中,分拣单元是构成该系统的第五个环节,实现的任务是把第四个
单元送来的工件按照一定的规律进行分拣。
1)分拣单元手动单循环控制模式的生产工艺流程如图5.2:
根据分拣单元的结构及控制任务的要求,将分拣单元的初始状态设计为:
? 导向气缸 1 处于退回的位置;
? 导向气缸 2 处于退回的位置;
? 传送带处于停止状态。

图5.2 分拣单元手动单循环控制模式PLC控制程序流程图
2)分拣单元自动循环控制模式的生产工艺流程如图5.3:
自动模式下分拣单元中各执行机构的初始位置与手动模式相同,具体如下:
? 导向气缸 1 处于退回的位置:
? 导向气缸 2 处于退回的位置:
? 传送带处于停止状态。
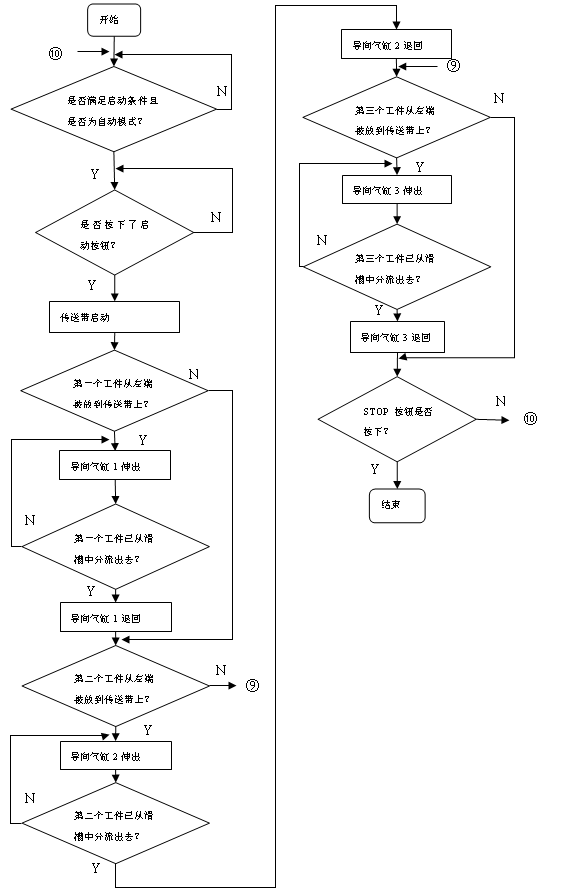
图5.3 机械手单元自动循环控制模式PLC控制程序流程图
-
毕业综合实践报告范文
毕业综合实践报告范文引言节能减排是当前我国十分关注的问题。随着社会的发展和人们生活水平的提高,用电量逐年增加,在能源消耗和环境污染…
-
综合实践报告范文
04商务一班04411001号刘旺宝一标题浅谈客户关系管理理论在旅行社中的运用以上海学联旅行社为例二摘要三关键词四引言五实习岗位概…
-
毕业综合实践报告范文模版
题系专班学指导教师李X二目录摘要2一前言3二不同色彩模式对印刷品的影响3一RGB模式3二CMYK颜色模式344参考文献51XX印刷…
-
农村综合实践报告 范文1
农村综合实践报告姓名:林朝润报考专业:农村经济管理准考证号:000512453037联系电话:152xxxxxxxx农村综合实践报…
-
毕业综合实践报告范文1(调研类)
毕业综合实践报告题目首都交通拥堵原因调查姓名学号学院专业实习单位校内指导教师企业指导教师应用科技学院20xx年4月15日高职毕业实…
-
教科版三年级上册科学学生实验报告(全册)
新华小学科学实验报告单新华小学科学实验报告单新华小学科学实验报告单新华小学科学实验报告单新华小学科学实验报告单新华小学科学实验报告…
-
小学科学实验报告(新版的符合教学实验目录1)
三上1实验名称拓印树皮实验目的学会拓印树皮的方法观察树干实验器材铅笔白纸树皮实验步骤找一块干净的树皮把白纸放在上面用铅笔进行拓印实…
-
教科版三年级下册科学实验报告单
大理市喜洲镇科学实验报告单大理市喜洲镇科学实验报告单大理市喜洲镇科学实验报告单大理市喜洲镇科学实验报告单大理市喜洲镇科学实验报告单…
-
鱼鳔功能实验报告
鱼鳔功能实验报告实验目的了解鱼鳔的功能实验材料活鱼解剖器注射器实验操作取四条鱼放入已装好水的鱼缸里观察鱼的沉浮情况用带有号针头的注…
-
04-实验四-鱼类的呼吸与循环系统-鱼类学实验
实验四鱼类的呼吸与循环系统一实验目的通过对尖头斜齿鲨鲤呼吸系统和循环系统的解剖和观察了解鱼类呼吸系统循环系统的基本构造了解鳓和乌鳢…