CO2气体保护焊工艺实验
CO2气体保护焊工艺实验

本实验综合了《弧焊电源》中弧焊整流器结构;《电弧焊》CO2气体保护焊焊控制电路原理、CO2气体保护焊工艺参数、熔滴过渡方式等知识。使学生综合运用以上知识对CO2气体保护焊工艺进行综合研究,提高学生的动手能力和综合分析能力。
一、实验目的和要求
1、了解XⅢ-500PS型熔化极自动CO2气体保护焊焊机及TPS-4000全数字化脉冲焊机的结构特点;熟悉焊机各控制按钮、旋纽、开关的作用及使用方法;初步掌握焊机的使用方法及其注意事项。
2、掌握焊接规范对熔滴过渡、飞溅、电弧稳定性、焊缝成型的影响。
3、对试焊焊接规范比较,找出合适规范,焊出合格的焊接接头。
二、实验设备、仪器及材料
XⅢ-500PS型熔化极自动CO2气体保护焊焊机 1台
TPS-4000全数字化脉冲焊机 1台
CO2气体 1瓶
频率计 1台
双踪示波器 1台
H08Mn2Si焊丝若干;
工具一套;腐蚀剂一小瓶、药棉若干、镊子一把。
三、实验内容及步骤
1、在教师带领下了解XⅢ-500PS型熔化极自动CO2气体保护焊焊机及TPS-4000全数字化脉冲焊机的结构特点;熟悉焊机各控制按钮、旋纽、开关的作用及使用方法;初步掌握焊机的使用方法及其注意事项。
2、选择焊接规范,分别在2㎜、2.5㎜、3㎜、8㎜钢板上试焊,得到2㎜、2.5㎜、3㎜、8㎜板厚的合适焊接规范。
3、再依据合适的焊接规范焊接2㎜、2.5㎜、3㎜、8㎜各一组对接试样。必须评价焊接规范对熔滴过渡、飞溅、电弧稳定性、焊缝尺寸和成型的影响,将结果填入附表。
4、横向切割2㎜、2.5㎜、3㎜、8㎜试件,用砂轮打磨焊缝断面,腐蚀焊缝断面,测量焊缝的熔深、焊缝宽度、余高,用以比较不同焊接规范对焊缝成型的影响,通过分析焊缝尺寸的优缺点来改善焊接工艺。
5、整理并检查实验记录,交指导教师审阅。
6、切断一切电源、水源,清理实验场地。
四、注意事项
1、对焊机的操作规程进行详细了解,对焊机接线详细检查,并经教师批准后方可合闸进行实验;
2、整机通电以后,应检查焊机的运转情况,认为一切正常后才能开始实验;
3、严防焊机输出端短路;
4、双踪示波器的接线要注意选好公共端;
5、规范参数及数据的记录要及时、准确;现象观察要仔细,记录要详尽。
五、实验预习要点
1、复习教材中CO2气体保护焊设备、规范参数对熔滴过渡影响等有关知识;
2、预习实验指导书,明确本实验的目的,掌握实验步骤和方法。
六、实验报告及其要求
1、在“实验结果”一栏中,应该用表格方式列出焊接规定参数试验的有关数据和现象;据此绘出有关特性曲线;
2、在“现象、分析与结论”一栏中,重点阐述、分析以下两个问题:
3、CO2气体焊接时,焊接工艺制定的要点;
4、分析CO2气体焊接时,规范参数对焊缝成型的影响;
5、写出实验后的心得体会与建议。
附录 规范参数试验记录表
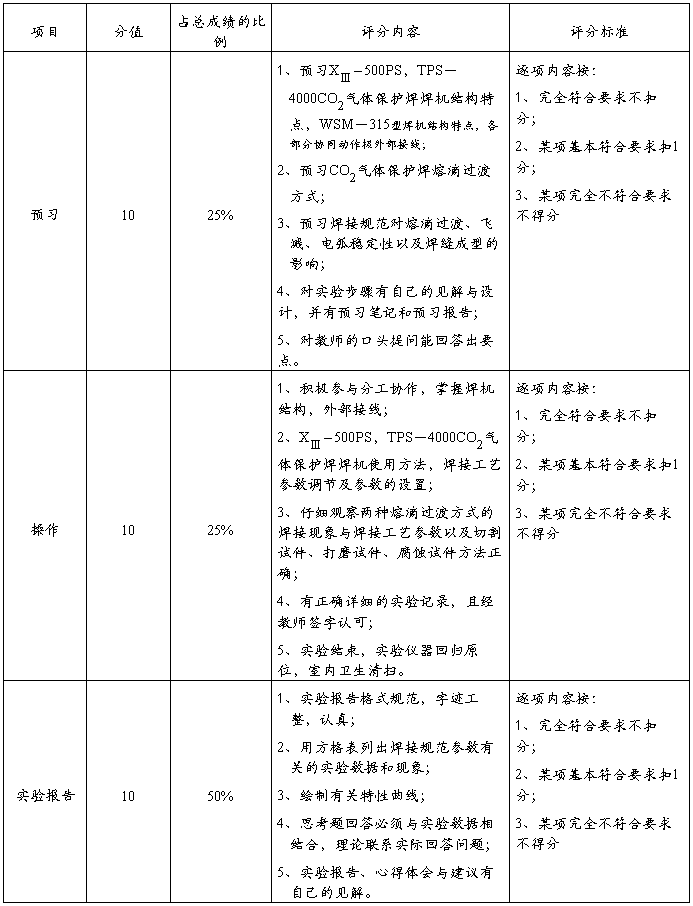
评分标准
第二篇:CO2气体保护焊工艺实验
CO2气体保护焊工艺实验
一、实验目的
通过实验,更好的认识二氧化碳气体保护焊机的组成以及调试、操作方法,并掌握这一焊接工艺。
二、实验设备
二氧化碳气体保护焊机一台(型号 )
二氧化碳气体保护焊焊丝一盘(直径 mm)
二氧化碳气体一瓶
低碳钢钢板若干(厚度 mm)
自动变光电焊面罩一个
电焊手套一副
三、实验原理
1、CO2气体保护焊是依靠焊丝与焊件之间的电弧来熔化金属的气体保护焊的方法。这种焊接法采用焊丝自动送丝,敷化金属量大、生产效率高、质量稳定,是焊接黑色金属的重要焊接方法之一。
2、操作技术
平焊:按焊枪运动方向分右焊法和左焊法二种。右焊法时熔池保护良好,热量利用充分,焊缝外形较饱满;但右焊法时不易观察焊接方向,易偏焊。左焊法时,电弧对母材有预热作用,熔宽增加,焊缝形成较平,改善焊缝形成,且能看清焊接方向,不易焊偏。因而,一般常用左焊法焊接。
立焊(喷嘴向上):气体流量比平焊要略大,此时焊缝熔深浅,成形美观。
横焊:焊接规范可与立焊相同。焊枪可作小幅度前后摆动,以防熔池温度过高,铁水下流。仰焊:仰焊时电流适当减少,气体流量适当增大。通常采用右焊法。
3、焊接步骤
启动--送气1至2秒--送丝--焊接--停焊--停丝停电--稍后停气
4、焊接参数选择
焊接电流<300A时: 焊接电压 =(0.04倍焊接电流+16±1.5)伏
焊接电流>300A时: 焊接电压 =(0.04倍焊接电流+20±2)伏

四、实验步骤
1、了解实验目地,对照要求检查实验设备是否齐全,并排除可能存在的安全隐患。
2、了解焊机各部分构造以及各个按钮的功能,掌握焊接参数的调试方法。
3、根据已有的参数(焊丝直径),对照上述规则计算需要的焊接参数,并调试于数字焊机上。数据如下:
4、根据实验材料选择焊接方法。
5、启动电源,打开气阀,按焊接步骤并结合选定的焊接方法进行焊接操作。
6、焊接结束,先停止送丝再关掉电源,最后关闭气阀,收拾装置,实验结束。
五、注意事项
1、电源、气瓶、送丝机、焊枪等连接方式参阅说明书。
2、身体与焊枪处于自然状态,手腕能灵活带动焊枪平移或转动。
3、焊接过程中软管电缆最小曲率半径应大于300m/m,焊接时可任意拖动焊枪。
4、焊接过程中尽量维持焊枪倾角不变,便于清楚方便观察熔池 。
5、根据电流大小、熔池的形状、工件熔和情况调整焊枪前移速度,力争匀速前进。
-
工艺实验报告
贵州大学实验报告微电子工艺实验报告实验课程名称微电子工艺实验日期20xx年7月14日17日姓名刘晓志学号20xx020xx9同组人…
-
电子工艺实验报告
电子工艺实习DT830B数字万用表的组装与调试实习报告课程名称实习题目专业班级二班学号10090227学生姓名张满实习成绩指导教师…
-
工艺实验报告
班级姓名学号机械制造工艺学实验报告机械与动力工程学院机械制造实验室实验一零件加工精度的统计分析一实验目的和要求1掌握加工误差统计分…
-
直螺纹连接工艺试验报告1
昆明绕城高速公路东南段C标直螺纹连接工艺试验报告承包人云南建工集团有限公司监理人湖南和天工程项目管理有限公司20xx年11月20日…
-
半导体工艺实验报告
南通大学电子信息学院实验报告册实验名称半导体专业实验班级集成091姓名杨龙龙学号09110020xx20xx20xx年第二学期MO…
-
2学校计生工作总结
夏庄完小人口与计划生育工作自查报告我校计划生育工作在上级主管部门的正确领导下,认真学习《计划生育条例》以及有关计划生育工作的指示精…
-
测量学实习总结
实习总结从20xx年x月x日到6月x日,我们进行了为期两个星期的测量实习。实习的地点位于农大东校区的主楼及周边。此时,实习已经结束…
-
南充师校教育实习小组总结报告
教育实习小组总结报告尊敬的各位领导、老师、同学们:大家好!今天,我很荣幸能够代表南充师校实习小组所有实习生在这里做实习总结!光阴似…
-
20xx-20xx学年第一学期就业指导教研室工作总结
20xx-20xx学年第一学期职业指导教研室工作总结本学期就业指导教研室工作在公共教学部的领导下,重点围绕课改的指导思想,关注课程…
-
诊所工作总结
廖敩诊所工作总结在县委、县政府及卫生局的领导下,我所发展势态良好,为群众营造了一个便利、舒适的就医环境。一年来,我所自始至终坚持以…