Future is now演讲稿
Future is now(20xx年CCTV杯全国英语演讲比赛稿)
I could never forget the conversation with my close friend several years ago. When I was thinking how we can reward our parents in the future, she came up with “Let’s do it right now”.
Let’s do it right now. I was deeply touched by this simple but
profound sentence. And I suddenly realized how much we focus on the future rather than right now. I do hear people say “I will do this in the future” and “I will be happy in the future”. But the truth is , there’s no better time than right now. If not now, when? “Future”, how abstract the word is! What is future? When is future? As Forest Gump said “Life was like a box of chocolate, we’ll never know what we are going to get.” In fact, no one has a guarantee that he or she will be here tomorrow .Now is the only time we have , and the only time that we have any control over. So, treasure every moment that you have. And remember that time waits for no one.
My dear friends, life is a journey, not a destination. Don’t wait until tomorrow .Don’t let life slip though our fingers by living in the future. Future is now. Future depends on what we think and do now. Rather than rewarding our parents in the future, why don’t we love them from this moment. Instead of planning many things in the future, why don’t we do it right now. Rather than being happy tomorrow, why not be happy today.
Tomorrow is a mystery, and today is a gift .That’s why we give it another name---“The Present”.
第二篇:aromatics design-the future is now
Aromatics Design – The Future is Now!
Presented at the 27th Annual
2002 PETROCHEMICAL REVIEW
J.W.Marriot Hotel
Houston, Texas
March 20-21, 2002
By
Joseph C. Gentry and Sam Kumar
GTC Technology Corporation
Houston, Texas
INTRODUCTION
During an earlier Petrochemical Review Meeting, GTC introduced a newgeneration of aromatics recovery technology, that promised to lower the capitalcost of a new unit construction, reduce production costs, and give greaterflexibility to this process operation. These promises are now realized. GT-BTXsmprocess technology is installed in a large petrochemical plant in Korea.Innovative process applications are unconventional and challenge acceptedpractice. This technology is no exception. By challenging the conformity aboutBTX plant designs, real improvements are made for the future of these criticalplants.
AROMATICS RECOVERY
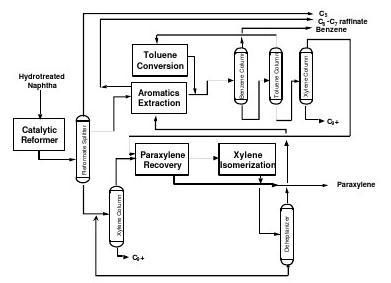
The BTX recovery and purification unit is at the center of the aromaticsproduction plant. Figure 1 shows the relationship among the units in a typicalplant.
Figure 1. Typical aromatics complex
The aromatic components come from the catalytic reformer or steam crackerpyrolysis gasoline and are found with other close-boiling hydrocarbons, some ofwhich form azeotropes with the BTX. This makes it impossible to separate purearomatics by classical distillation.
Aromatics can be purified using selective solvents that have a differentialattraction to the aromatic ringed compounds. This can be done using liquid-liquidextraction (LLE) or by extractive distillation (ED).
Figure 2 below (left side) shows the effect of solvents first by hydrocarbonspecies; and second by molecule size. Equilibrium with the solvent in the liquidphase always has some impurities, which must be removed by other means,usually extractive stripping and water washing.
Figure 2. Relative Effect of Solvent on HC Species
Multi-ring aromatics
C5C6C7C8C9
K-Value
Mono-aromatics
NaPaphtrafhenfins
es/ Olefins
Aromatics
Olefins/ NaphthenesParaffins
5
6
789
Carbon Number
2
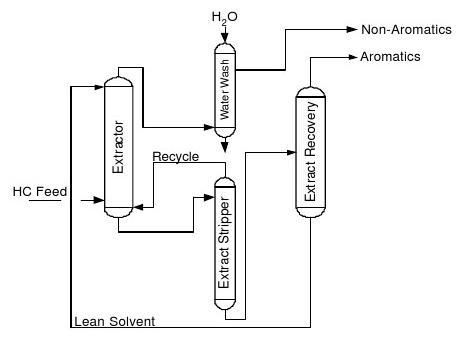
LLE requires four major unit operations, a fairly complicated process control, andis subject to solvent contamination by lighter hydrocarbons. Figure 3 shows thetypical configuration of the Sulfolane process.
Figure 3. Typical LLE system for Aromatics Recovery
The design calls for the removal of co-extracted light impurities in the stripper. Inreality, the solvent builds up both light and heavy hydrocarbons and non-aromaticimpurities in a substantial recycle. Feeds rich in naphthenes or olefins can furtherexacerbate the effect, increasing energy consumption significantly.
EXTRACTIVE DISTILLATION FOR AROMATICS
The working principle of extractive distillation (ED) is the alteration of the relativevolatility of components in the presence of a highly selective solvent, as in theright side of Figure 2. Conventional wisdom says that ED can only work withsingle carbon systems. This is true for many of the ED processes in use today.However, with the proper solvent choice and extractive distillation design, it ispossible to cleanly separate BTX from a wide boiling range of feed components.This technology has been commercially applied and proven in continuousoperation since 2000.
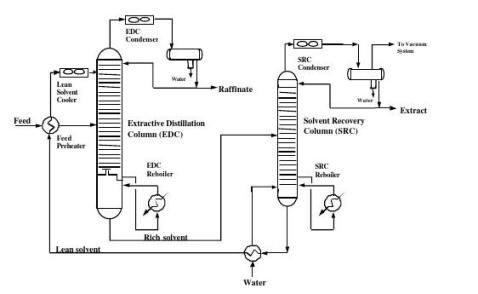
BTX recovery via extractive distillation is accomplished in two distillation towers,as shown in Figure 4. The first is an extractive distillation column, where theseparation of the feed components occurs; and the second is a solvent recoverycolumn, where the solvent is separated from the desired product. The extractivedistillation column cleanly removes the non-aromatics from the aromatics and
3
removes the aromatics and solvent from the raffinate in a single operation.Therefore, this design requires fewer pieces of equipment and a much lowercapital cost than a LLE system.
Figure 4. Extractive Distillation Process
The operation of the unit is very simple and intuitive because the separation inthe ED technology is achieved by distillation, a process familiar to engineers andoperators alike. Control of the main process parameters is very similar to that fora regular distillation column.
The type of extractive distillation solvent determines the solvent circulation rateand the number of theoretical stages required in the extraction operation. GTChas formulated a special blend of components, Techtiv-100tm, to give asynergistic effect with better solvency and selectivity than any single component.Techtiv solvents also give improved secondary properties, which overcome manyof the objections to earlier generation designs.
Table 1 below shows a comparison of some of the common commercial solventsused for aromatics recovery, in a standard vapor-liquid equilibrium experimentusing benzene and n-C7. In the pure component system (no solvent), thebenzene is more volatile than the heptane. However, when the selective solventis added, the heptane becomes more volatile. The greater the relative volatility(α), the easier the separation.
4
Table 1. Comparison of Different Solvent Systems For Aromatics Recovery
Solvent
Techtiv-100 (GT-BTXSM)Sulfolane
N-methyl pyrrolidoneN-formyl morpholineTri-ethylene glycolTetra-ethylene glycolGlycol blends (CAROM)No solvent
S/F3.03.03.03.03.03.03.00
Relative Volatility (α)
n-C7/benzene
2.442.001.951.891.441.391.350.57
The higher numbers for α indicate an easier separation of components, whichresults in fewer EDC stages, higher aromatics recovery, higher product purities,and lower solvent circulation. The less efficient solvents can only practicallyoperate with narrow-cut feeds, which excludes them from consideration for BT orBTX recovery.
Again conventional wisdom is in error when considering solvents with very highselectivity. It is commonly thought that solvents with very high selectivity couldnot be used in an extractive distillation system, because of the tendency to form2 liquid phases within the distillation column. Highly selective single-componentsolvents and other factors do tend to inhibit mixing and equilibrium of the liquidphases; and could distort normal characteristics of a traditional distillationoperation. However, the issue of two liquid phases is addressed and overcomewith an appropriate combination of solvent technology and tower internalsdesigns.
GTC addresses the issue of solvent selectivity with a proprietary blend of co-solvents, known as TechtivTM. The blended solvent has a synergistic effect. Thissystem exhibits increased selectivity and superior hydrocarbon solvency oversingle component solvents such as sulfolane, NFM, or glycols. Techtiv solventshave higher extraction efficiency than any other solvent system in commercialuse.
The next critical factor with ED using highly selective solvents is the masstransfer efficiency within the extractive distillation column. GTC uses aproprietary design for the tower internals, which promotes active contacting anddiscourages undesirable phase separation. The result is a stable operation withvery high stage efficiency.
5
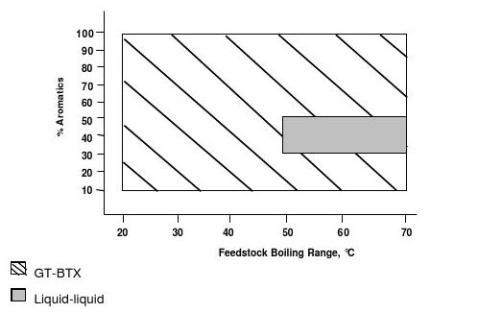
Range of Operation
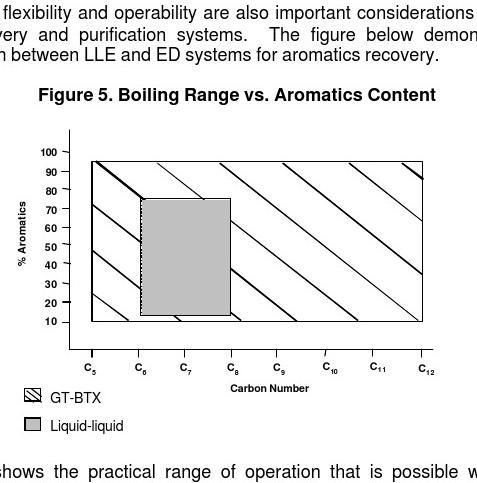
carbon number on the low side, due to the objectionable buildup of C5components in the stripper recycle stream. LLE is limited on the high side by theinefficiency of the solvent to cleanly extract the heavier aromatics in the liquidphase. The GT-BTX process does not have these limitations. Light componentseasily go to the raffinate stream without internal recycle, because of their naturallower volatility. The heavier aromatics are completely recovered despite thelower attractiveness into the solvent, because of their higher boiling point.
In terms of feedstock aromatics content, the LLE system cannot directly processthe rich feeds, because the solvent will not phase separate with hydrocarbonscontaining more than 75-80% aromatics. With the very low aromatics content,the solvent circulation rate in LLE systems becomes too high to be economical.The GT-BTX process does not require a phase separation; and it can efficientlyoperate across practically the entire range of feedstock aromatics content.
Figure 6 shows the region, where the each process has a relative advantage interms of operating cost. Only in limited cases with an unusual type of feed,would the LLE-based process be more energy efficient than the GT-BTXprocess.
6
Figure 6. Operating Cost vs. Aromatics Content
Table 2 shows a general comparison of the GT-BTX process compared to thetypical LLE process for a typical reformate feedstock.
Table 2. GT-BTXsm compared to LLE SystemsItem
Major unit operations
Capital cost
Aromatics recovery
Aromatics purity
Energy consumption
Feed flexibility
Process control
Solvent inventory
Plot sizeGT-BTX2Base99.9%99.99%BaseC5-C9Easy, directBaseBaseLiquid-Liquid Extraction4Base plus 30-40%<98%<99.9%Base plus 20-30%C6-C7(8)Multiple recyclesBase + 60%Base + 50%
Comparison Among ED Processes
Other ED processes do have the same advantage that the GT-BTX process hasover LLE systems. The systems using the traditional solvents listed in Table 1,fall short of the GT-BTX process in these areas:
Poor solvent selectivity. This leads to more stages, higher solvent circulation,lower product purity or recovery, feedstock boiling range limitations, andlarger equipment sizes.
? Secondary solvent properties. Other extraction solvents have a lower boiling
point than Techtiv-100, which makes it more difficult to separate the solvent?
7
from the product streams. Techtiv-100 has a 10% higher density, whichpermits a corresponding lower volumetric flow rate of the solvent for a givenmass rate. System inventory and equipment sizes in the GT-BTX processare lower.
? Some of the other ED processes use solvents having basic nitrogencomponents. These are fatal to many downstream applications, in very lowconcentrations. Techtiv-100 solvent is free of these objectionablecomponents.
? Competing processes require higher energy consumption to produceacceptable product quality, free of solvent contamination.
? Many of the earlier generation ED designs exhibit poor separation efficiency,due to ineffective contacting with immiscible liquid phases, poor equipmentdesign, or otherwise.The table below summarizes some of the basic points of comparison
Table 3. GT-BTXsm compared to other ED Systems
Item
Major unit operationsCapital cost
Aromatics recoveryAromatics purityEnergy consumptionSolvent system
Product contaminationFeed flexibilitySolvent inventoryPlot size
GT-BTX2Base99.9%99.99%Base
TechtivTM-100NegligibleC5-C9BaseBase
Other ED Systems2 – 3
Base plus 30%<98%<99.9%
Base plus 20-30%NFM, NMP – inferiorBasic nitrogen, catalystpoisonC6(7) onlyBase + 30%Base + 30%
CASE STUDY
The most recent startup of a grassroots GT-BTX unit is a good example of theprocess advantages of this technology. This unit at LG-Caltex Oil Corporation isthe largest and unarguably, best performing unit in the world using EDtechnology. Plant capacity is 900,000 tpa aromatics.
The unit performance has been excellent since the very beginning of startup.Here are some highlights from the initial test run.
8
Table 4: Process Performance after Initial StartupParameter
EDC Feed Rate, bpdBenzene Purity, wt.%Toluene Purity, wt.%Benzene RecoveryToluene RecoveryXylene Recovery
Solvent in Raffinate, ppmSolvent in Extract, ppm
Aromatics in Raffinate, wt.%
Energy consumption, kcal/kg feed
Ongoing Operations
The GT-BTX unit has demonstrated excellent operability over an extended periodof time. There is virtually no solvent degradation or purges required; and the unitis very responsive to emergency shutdown situations. LG-Caltex operators havemastered the operation to bring the unit online and obtain on-spec productionwithin approximately 4 hours of feed into the unit. This compares to 24 hoursrequired with the LLE system, which is more complicated with the multiplerecycle loops.
Additional runs confirmed that full-range BTX material from a semi-regenerativetype naphtha reformer could be fed to the unit, producing high purity benzene,toluene and xylene, while maintaining essentially complete aromatics recovery.REVAMP POSSIBILITIES
GT-BTX process technology is excellent for grassroots designs, but finds its bestapplication in revamps of LLE or other ED units. The revamps can either be ahybrid design, using parts of the liquid-liquid extraction equipment and process;or a complete conversion over to GT-BTX technology.
Hybrid designs
Actual26,42099.99599.9999.9%99.99%100%<1<1< 0.01190
There are many opportunities to revamp aromatics extraction units, because ofchanged feedstocks or product requirements; or because of poor original designsof these units. An example of such a situation is the mismatch in effectivecapacity between the extractor/stripper/water-wash operations, and the solventrecovery operation in a typical LLE unit. The majority of these units throughoutthe industry have (or could easily have) a larger capacity in the solvent recoverytower than in the first 3 towers. Noting the similarities with the GT-BTX process,GTC has developed a proprietary design, which uses a single extractive
9
distillation operation in parallel with the first 3 towers, and feeds together into thecommon solvent recovery column. The Techtiv solvent system is modified towork effectively in both the liquid-liquid extraction and extractive distillationoperations.
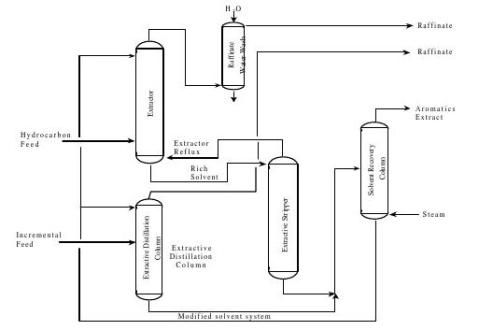
Figure 7. Hybrid Design
Figure 7 shows this hybrid design, which takes part of the feed into the newstandalone ED column, while the remainder of the feed is routed to the liquid-liquid extractor and extractive stripper columns. The rich solvents from bothextraction operations are combined into the existing solvent recovery column.The typical capacity increase with this design will be in the range of 30%-70%,with the addition of a single distillation column.
One particular advantage to this scheme is that the revamp can be implementedvery easily. Conventional liquid-liquid extraction units can be retrofitted to usethis hybrid process, without requiring extensive modifications, investment, orshutdown time. The primary changes are to modify the solvent and make theappropriate tie-ins to the new ED column.
Another advantage to the hybrid design is that the raffinate streams can besegregated for optimal disposition, in case the feed source or boiling range isdifferent. For example, a naphthenic-rich pygas stock may be fed to the EDC,and its raffinate recycled to a naphtha reformer for increased aromaticsproduction; while a paraffinic-rich reformate stock could be fed to the LLE, and itsraffinate recycled to a steam cracker for increased ethylene production.
10
Another proprietary revamp technique can be used to at least double theextraction unit capacity with the addition of only 1 new distillation tower. Thismethod shown in Figure 8 takes the fresh feed into the new, reduced height EDcolumn and uses the already existing main extractor in the liquid-liquid design asa raffinate extractor. Solvent is divided between the ED column and the raffinateextractor. The original extractive stripper column is converted into a secondsolvent recovery column operating in parallel with the existing column.
GTC can conveniently utilize the equipment in LLE or ED systems based onNMP, NFM, sulfolane, or glycols to gain significant improvements in capacity, orreductions in energy consumption. Retrofit designs such as these can createsignificant profit improvement projects in the aromatics complex throughincreased flexibility, purity, recovery, or capacity.
Figure 8. Revamp Option with One Additional Tower
CONCLUSIONS
Aromatics recovery involves non-ideal systems that are not always clearlyunderstood. GTC Technology has re-examined the approach to BTX recoveryand has developed and proven process technology based on extractivedistillation that reduces capital cost, has revamp superiorities, and providesreliable performance over a range of feedstocks. GT-BTX process technology,with its optimized solvent systems, fills an important gap in technology for thesecritical units.

11
Extractive distillation technology can be used to overcome the disadvantages ofthe conventional aromatics LLE processes. Solvent contamination is eliminated,process control is simplified, and unit operations are more flexible and reliable.Extractive distillation reduces additional stripping equipment as the componentseparation is complete, in contrast to the LLE approach.
GTC Technology Corporation has a long and successful history in distillationdesign now brought to bear on these aromatics systems. Revamp studies areunderway at several large petrochemical producers and grassroots plants arealso under consideration.
As producers move forward, only the most effective methods will remaincompetitive. Extractive distillation is the future of aromatics recovery. GT-BTX isthe state of the ED arts.
NOTES
? Techtiv and GT-BTX are registered service and trademarks of GTCTechnology Corporation.
? Hybrid process technology discussed have patent work pending.
? GTC Technology and the authors wish to acknowledge and thank theengineers and operators at LG Caltex/Yosu plant for their assistance inassembling data for this presentation. Photo used with permission.
12
-
Better late than never
BetterlatethanneverGoodmorningdearprofessorsItsmyhonourtohaveaspeechhereWel…
-
Better late than never
ThemeBetterlatethanneverTopicasimplefactInChinathereisanoldstorycalledbette…
-
better late than never
BetterlatethanneverThereisastorythatwasapersonhadraisedalotofsheepOnedayAwo…
-
Better Late than Never
Unit3passage1BetterLatethanNever1Hewaslyingthereinthegrasshidingandthinking…
-
Better late than never
1Betterlatethannever迟做总比不做好2Whateverisworthdoingatallisworthdoing…
-
关于科技的英语演讲稿—TechnologyandFuture
thepresenceofstudentsladiesandteacherseveryoneiwaspreparedintervalsofcloudt…
-
学生演讲稿my future career plan
MyFutureCareerPlanGoodeveningLadiesandGentlemenImverygladtomakeaspeechhereM…
-
life in the future 演讲稿,未来的生活
英语演讲稿MaybeinthefutureweareabletoseeandusethetimemachineScientists…
-
英语演讲稿-关于未来How to say future-
优尼全能英语免费体验纯英式课程报名网址318岁纯英式素质教育领航者纯英式资深外教纯英式国际领先教材纯英式学习环境优尼全能英语英语演…
-
Future is now演讲稿
Futureisnow演讲稿AweekagoinadeepmidnightmybestfriendStellagavemeacal…
-
英语演讲稿My Future is my top concern
OurFutureismytopconcernwhatdoesourcollegelifemeanGoodeveningeveryoneItisagr…