20xx年模具开发协议书变更版
EPS模具开发标准协议
甲方 百诺电器(苏州)有限公司 以下简称甲方
乙方: 在此填写公司名称和法定人名字 以下简称乙方
经双方同意就模具开发达成如下协议:
1. 模具名称、模具编号、规格型号、图号及物料号、单位、数量、交货期限 :见合同
2.规格及加工价格按签订模具制作合同
3. 为保证正常生产,EPS模具开模需要符合以下条件:

4. 扣款原则:
4.1 交期确保, 变更除外, 其他原因延误全部由模具厂负责。因模具厂延误造成损失,扣款原则如下:扣款金额=500*X+200*(X-1)+200*(X-2)+ …
X…是延误天数,延误一天模具扣款500元,两天扣款1200元…
4.2 保密原则, 甲方提供乙方之所有图档及资料,乙方负责有绝对保管与保密之责,如有泄露给他人或它厂,致使甲方受损害时,乙方愿无条件赔偿甲方损失,绝无异议。
4.3乙方所承制之模具如生产模具不符合甲方设计及品质要求时,乙方应赔偿甲方损失,赔偿金额以总模具款的三倍计算。
5. 模具材料要求:
5.1模具主体和模架材料使用ZL105或者满足同等要求的合金铝型材。
5.2所有模具连接零件使用符合EPS发泡行业规定的标准零部件。
6.模具标准要求:
6.1 标准为整体型模具,固移模具高度必须与图纸相同,安装固定必须与设备固定框架相符,模板与模腔安装基准一致。模板侧边、底部成直角,外部棱角打磨光滑。
6.2背板厚度为合金铝板,移模不小于10mm,固模不小于14mm;型腔/型芯壁厚8-10mm(模芯表面砂眼≤¢0.2mm,100*100mm范围≤10个),汽室壁厚不小20mm。汽室需满足产品喷淋空间需求,喷头与模芯表面高度不低于60mm),使模具冷却水路高效喷淋头能100%覆盖模具成型表面。
6.3采用¢10MM汽塞,布置密度至20mm×20mm。汽塞要求安装牢固可靠,产品较厚额外增加汽塞密度,较小较窄处可以采用小汽塞或针孔。成型面转角等处必须有汽眼等。
注:汽塞孔径不小于1MM,适用范围:0.8-1.00mm;另每副模具额外配置100个汽塞。
6.4固、移模冷却水管铜制,排列环行。(材料:紫铜、内腔水管¢25 mm、支流水管¢16mm、支流分水管¢6mm、管路壁厚:0.8-1.2 mm范围)水管多点固定,牢固可靠,无堵塞;冷却喷头平均间距为120mm。模腔内水管喷淋盲区必须有分支路,特别是深腔、窄缝、产品较厚等处必须有支路水管。确保成型时模具在0.35MPA水压情况下5-8秒喷雾冷却时产品表面冷却均匀。

6.5 模具型芯、型腔采用全数控加工或翻砂精加工;产品各转角、直角部位按图纸要求设计;未注倒圆角R3,未注拔模角度为1°。模具型芯表面光滑,涂铁氟龙涂层(注意汽塞孔);回收标志必须安装牢固,不得采用铆接,在模芯表面位置镶嵌应符合图纸要求。
6.6 模具封板材料使用5052-T国标合金铝;必须有加强筋,支撑棒要合理布置,连接处不得漏汽,满足机械强度。模具必须具有较高抗疲劳强度和机械强度,满足最小节拍为50秒/模的快速成型机。
6.7料枪孔,顶针孔同心度为±0.20 ;顶杆要做凸台,并且大模具要做加强筋,并有支柱凸台,顶杆套材料要求为:铜件。
6.8料枪、顶杆位置分布合理,便于入料快速填充和脱模顺利不变形,同时要求控制料枪、顶杆数量合理优化。对特殊、狭长形状可以采取模具顶部向下或侧面注料方式设计模具,尽可能多的布置上工件。
6.9模具固、 移模蒸汽进口DN25 *4个,进水口DN25.*2个,排水口DN40*3个。
6.10密封条为8毫米优质白色透明硅胶条,形状为腰半圆形,安装后露出模具面2-3MM,松紧适中不掉落不断裂,要求合模后在0.5MPA蒸汽条件下密封良好不漏汽,额外配置每模10米白色透明硅胶条。
6.11模具型芯壁到水箱边缘距离不少于120mm,边缘压板位置不少于50mm;
6.12模具型芯壁之间的距离不少于60mm;背板到模芯之间距离不少于100mm;
6.13乙方保证所承制模具在正常使用的状况下,至少应可使用10万模,在此期间异常乙方应无条件免费维护。
7. 模具入库办理:
7.1 模具报价单及平面排列图
7.2 模具合同及模具送货单
7.3 模具承认书
7.4 模具验收单及模具入库单
7.5模具保管卡
8.模具付款方式:
8.1甲方和乙方及时办理模具对帐,发票入帐月后60天付款。
8.2甲方委托乙方加工模具,模具所有权属于甲方.
8.3本合约一式两份,甲乙双方各执一份。
8.4 双方没有达成新协议前,本协议持续有效.
甲方:百诺电器(苏州)有限公司 乙方:
代表人: 代表人:
日期: 日期:
附件1
EPS模具合同
甲方:
乙方:
甲乙双方就模具开发达成如下协议:
一 甲方委托乙方为甲方开发模具;
二 甲方提供乙方图纸1份(电子邮件),实样0件 ,乙方应按甲方提供的图纸要求按时、保质完成模具加工;
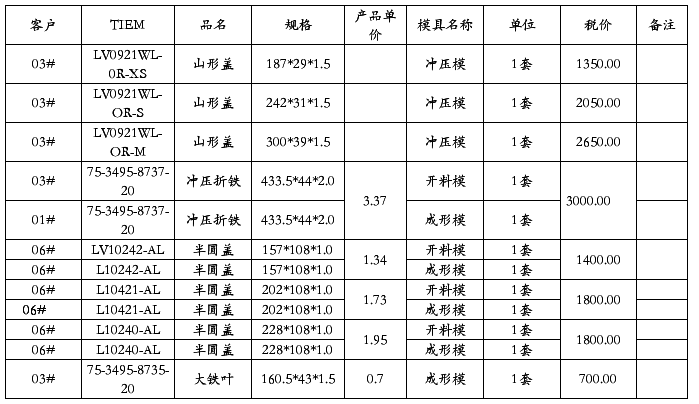
三 模具加工价格表如下: 人民币含税价格,税率17%。

四 签订交期:
扣款金额=500*X+200*(X-1)+200*(X-2)+ …
X…是延误天数,延误一天模具扣款500元,两天扣款1200元…
五 质量要求、技术标准:
按照<EPS开发标准协议>保证合格使用一年。
六 交货地点:乙方负责把模具运往甲方工厂。
七 验收标准、方法及提出异议期限:根据甲方提供的产品图纸验收。
八 配备模具所需的配件:配置100个汽塞,10米白色透明硅胶条。
九 付款方式:模具合格发票入帐月后60天。
十 本协议一式两份,双方各执一份,有效期为一年(自签字之日算起)。
甲方签字: 乙方签字:
日 期: 日 期:
附件2
JEC模具验收单

第二篇:产品开模协议书


产品开模协议书
甲方:利维公司 乙方:普利尔五金厂
经甲乙双方友好协商,由甲方委托乙方开模及生产,甲方指定的产品。
 一.甲方提供产品标准图纸或样品,乙方在 2 日内作开模费用报价、产品报价。(注:如
一.甲方提供产品标准图纸或样品,乙方在 2 日内作开模费用报价、产品报价。(注:如
因某些产品特殊,双方协商,待模具制造完毕,再定产品价格。)
二.甲乙双方对开模具报价及产品单价作出确认后,乙方必须按照甲方提供的图纸或样品的产品规格及型状开模,待甲方对样品确认后,一次性支付模具费给乙方,该模具所有权属于甲方。但甲方可租借给乙方继续使用。
三.乙方必须按照双方定好的时间交样板及交货。
四.甲方委托乙方开的模具及甲方提供模具给乙方生产的模具均属甲方所有,乙方不得用甲方同类型(包括同效果、同外型)产品为其他人开模、生产。更不能拿甲方的模具或产品给其他人提供样品或生产。
如乙方违返以上条款,自愿支付开模费用两倍的违约金给甲方,甲方有权立即取回模具及取消订单,并向乙方追究因此造成甲方所有损失。
五.乙方在生产甲方的订单产品时,如属乙方推交货、产品不合格等配合不到位,甲方有权调回模具。如因开模后,甲方暂无订单给乙方生产的,而甲方又付清模具费给乙方,甲方有权将模具暂时取回保管, 乙方不得以任何理由拒还模具。如乙方不返还,甲方有权要求乙方承担违约责任。
六.在乙方完成甲方订单任务时,甲方有权将模具取回保管。
七.甲方委托乙方开模的模具图纸属于的商业秘密,乙方应严格保密不得外传和泄漏。
八.以上未尽事宜,甲乙双方另行协商解决。
九.在贵司所开模的产品共用一份产品《开模协议书》合同书
甲方:广州利维灯饰有限公司 乙方:普利尔五金厂 签名: 签名:
日期: 20##-12-28 日期:
-
协议书模板
合伙协议书甲方身份证号码乙方身份证号码经双方友好协商本着相互理解相互信任利益共享风险共担的原则签订本合伙协议并自愿就合伙协议的内容…
-
协议书模板大全
合作协议书模板合作协议书模板甲方姓名乙方姓名双方经反复协商一致就下列事宜达成协议并自愿签订本协议书一甲乙双方在平等互利的条件下同意…
-
协议书模板
圆梦培训假期家教辅导协议书圆梦培训班以下简称甲方受先生女士以下简称客户乙方的委托承担客户子女的假期家教服务辅导服务方式为暑假假期收…
-
业务合作协议书(模版)
业务合作协议书甲方乙方为了发展外向型经济合作经营进出口业务在自愿平等互利基础上经过友好协商达成如下协议一合作方式1乙方同意甲方以自…
-
模板安装施工协议书
模板安装施工协议书发包方以下简称甲方承包方以下简称乙方甲方承建的防城港北部湾地王国际项目需要具有建筑专业水平的劳务队伍经考察同意乙…
-
模具保管协议-范本 中英文版
合同号ContractNo甲方hereinafterPartyA乙方hereinafterPartyBIndividuallyca…
-
模具保管协议书
模具保管协议合同号甲方深圳市绿豹电器设备有限公司乙方深圳市创想塑胶精密有限公司经友好协商和在公正平等的原则基础上双方约定如下一保管…
-
模具保管协议
模具保管协议编号甲乙双方经过友好协商达成如下协议一甲方现有用于生产的模具套共件交给乙方保管并用于生产模具编号模具名称配套模具模具规…
-
模具保管协议
模具保管协议书甲方电话乙方电话甲乙双方经过友好协商达成如下协议一甲方现将模具交给乙方保管以便于生产模具数量及名称规格以本协议附件为…
-
模具保管协议书
模具保管协议书甲方乙方兹甲方委托以下简称乙方加工橡胶类产品根据双方签署的加工合同约定甲方提供产品加工的模具为明确模具保管的相关事务…