技术协议书
安顺供电局20xx年第一批线路材料招标
(35KV及以上非标金具)
技 术 协 议 书
20xx年3月
安顺供电局20xx年第一批线路材料招标
(35KV及以上非标金具)技术协议书
安顺供电局(以下简称甲方)和邵阳市大通电力设备制造有限公司(以下简称乙方)同意授权各自代表按下列条款签订本技术协议书,订货合同的技术标准和要求按本技术协议书执行。
甲方:安顺供电局 乙方:邵阳市大通电力设备制造有限公司 代表: 代表:
地址: 地址:邵东县两市镇梅岭工业园区 传真: 传真:0739-2710315
电话: 电话:07392725969
签订日期:
签订地点:贵州省安顺市
1
1.总则
1.1本技术协议适用于非标准金具部分,它提出材料本体的功能设计、结构、性能、安装和试验等方面的技术要求。
1.2本设备技术协议提出的是最低限度的技术要求。凡本技术协议中未规定,但在相关设备的国家标准或IEC标准中有规定的规范条文,乙方按相应标准的条文进行材料设计、制造、试验。
1.3本协议所建议使用的标准如与乙方所执行的标准不一致的,乙方可按较高标准的条文执行或按双方商定的标准(补充协议)执行。
1.4本设备技术协议未尽事宜,由买、卖双方协商确定。
2、供货范围及供货时间
2.1供货范围
见订货合同
供货时间
见供货时间表
2.2服务界限
2.2.1从生产厂家至甲方仓库或指定地点的运输全部由乙方完成。
2.2.2现场安装和试验在乙方的技术指导和监督下由甲方完成,乙方协助甲方按标准检查安装质量,处理调试投运过程中出现的问题,乙方选派有经验的技术人员,对安装和运行人员免费培训。
2.3技术文件
2.3.1乙方在订货前向甲方提供一般性资料,如鉴定证书、材料来源及质量合格证明、典型说明书、总装图和主要技术参数等。
2.3.2在合同签订2天内,甲方向乙方提供材料加工图纸资料,拷贝磁盘2份(AutoCAD 2004平台)。乙方提供额定铭牌图:包括主要额定数据等。
2.3.3设备供货时提供下列资料:原材料合格证、产品试验报告、产品合格证等一式8份。
3、技术要求
3.1 产品应遵循的以下标准及其引用的其他标准
2
除技术规范书和图样另有规定外,承包人必须执行下列标准的最新版本(如果各标准要求有差异时,应执行要求最高的标准),采用标准与下列标准不同时,应将所采用的标准报GPGC批准方可执行。
(1)型钢验收、包装、标志及质量证明书的一般规定;
(2)钢板和钢带验收、包装、标志及质量证明书的一般规定;
(3)钢材力学及工艺性能试验取样规定;
(4)焊接接头机械性能试验取样方法;
(5)除上述要求外,用于制造铁塔的角钢、钢板、焊条、螺栓及铁塔制作尚应符合以下标准:

3.1.1 热镀锌铁附件采用钢材符合GB700-88《碳素结构钢》Q235钢号标准
3.1.2 铁附件热浸镀锌符合GB/T 13912—93《金属覆盖层,钢铁制品热镀锌层技术要求》
3.2 使用环境条件
3.3.1 周围空气温度:最高平均温度40℃,最低平均温度-10℃
3
3.3.2 海拔高度: 海拔200米——2200米。 3.3.3 最大风速: 35m/s
3.3.4 环境相对湿度(在25℃时)日平均值:95%,月平均值:90% 3.3.5 地震烈度:8度 3.2.6 污秽等级:III级
3.2.7 覆冰厚度:10 mm(风速不大于15 m/s时)
3.3.8 使用范围:10千伏以下架空配电线路工程、315kVA及以下配电变压器安装工程 4、基本要求
4.1铁塔制造应符合现行标准及按规定程序批准的技术要求进行。
4.2 钢材应符合设计文件,并应符合现行标准规定的技术要求;其尺寸、外形、重量及允许偏差应符合相应标准规定,并附有质量合格证明书。
4.3钢材在剪切和冲孔、冷矫正和冷弯曲时,其工作地点环境温度按下表2-1规定。
表2-1

4.4制造和检验用的量具、量仪均应具有相同的精度,并应定期送计量部门检定。 4.5 切断技术要求
4.5.1钢材的切断(机械剪切和火焰切割的统称) ,应优先采用机械剪切,其次应采用自动、半自动和手工火焰切割;切断后,其零件应按工程代号、塔型、零件号三个部分的顺序,以钢字模压印进行标记。各部分之间应留一字空位。
印记深度和位置应为镀锌后清楚易见;压印处的钢材表面不得产生凹面或凸面。需以焊接连接组装的零件,应避免组装、焊接后印记被覆盖。
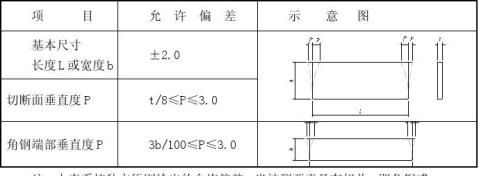
4.5.2钢材切断后,其断口处不得有裂纹和大于1.0mm的缺棱,并应清除剪切的毛刺或切割的溶瘤、飞溅物等。切割的断口的表面粗糙度不得大于1.0mm。 4.5.3
钢
材
的
切
断
允
许
偏
差
按
表
2-2
规
定
表2-2 单位:mm
。
4
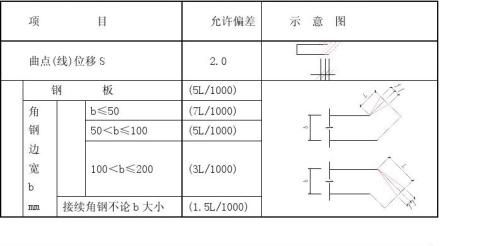
平面形状为矩形的钢板在同一平面的两端,或角钢在同一端的两个平面,各自的垂直度偏差数值虽未超过上表规定,但按相关原则尚需符合下列要求:对在同一平面的两端上的偏差符号应相反;在同一端的两个平面上的偏差符号应相同。
4.6制弯技术要求
4.6.1零件的制弯,应根据设计文件和施工图规定采用冷弯(宜在室温下) 或热弯(加热温度为900—1000℃);但不得以氧—乙炔割炬、割咀烘烤制弯。
4.6.2零件制弯后,钢材的边缘应圆滑过渡,表面不应有明显的折皱、凹面和损伤,表面划痕深度不宜大于0.5mm。
4.6.3零件制弯的允许偏差按下表2-3规定。
表2-3 单位:mm
5
4.7制孔技术要求
4.7.1除非设计文件和图纸注明孔的制作方法,一般可采用冲孔工艺。但当材质Q235厚度为16毫米及以上,材质Q345厚度为14毫米及以上的构件制孔时,必须采用钻孔或先冲小于规定孔径3毫米的小孔,再钻扩孔至规定孔径。
4.7.2孔壁与零件表面的边界交接处,不得有大于0.5mm的缺棱或塌角;冲件表面不得有外观可以看出的凹面。大于0.1mm的毛刺须清除。
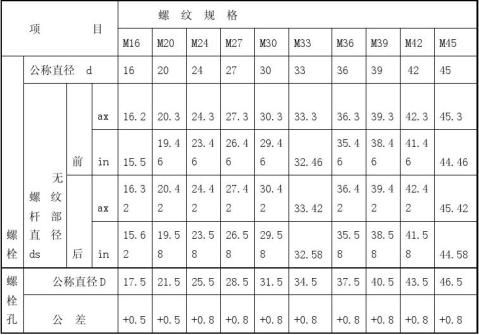
4.7.3螺栓及螺栓孔的直径按下表2-4规定;其它要求按表2-5规定。
表2-4 单位:mm
6
2-5 单位:mm
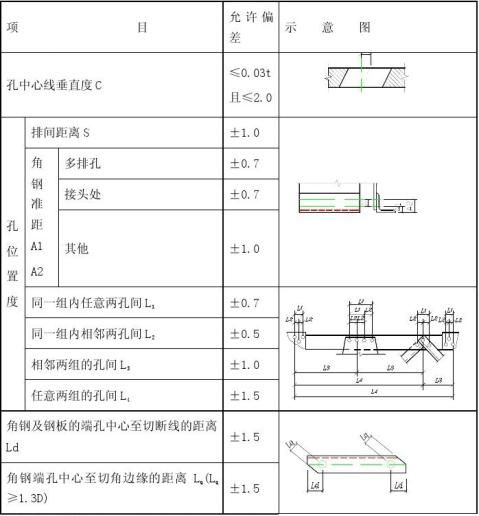
注:(1) 表2-5中“任意??..”是“相邻??.”的相对词,即前者不包含后者。
(2) 对于冲制孔的测量均应在其小径的面上进行。
7
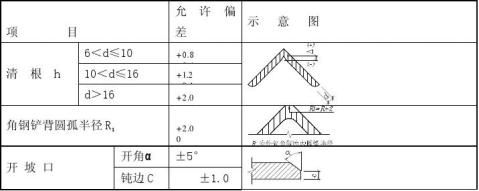
4.8 清根、铲背和开坡口技术要求
清根、铲背和开坡口的允许偏差按下表2-6规定。
表2-6 单位:mm
4.9焊接连接组装技术要求
4.9.1组装前,连接表面及沿焊缝每边30~50mm铁锈、毛刺和油污等必须清除干净。
4.9.2定位点焊用的焊条的型号应与正式焊接要求相同,点焊高度不宜超过设计焊缝高度的2/3,并应由有合格证的工人担任。
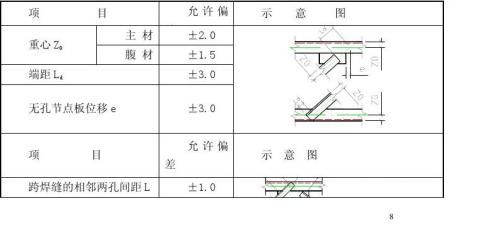
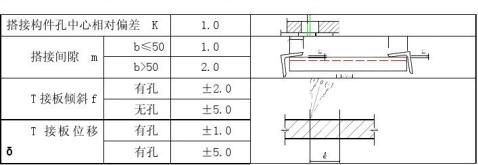
4.9.3 焊接连接组装的允许偏差,按下表2-7规定。
表2-7 单位:mm
4.10焊接技术要求
焊缝连接的结构,应按设计图纸中注明所要求的焊缝质量级别,其技术要求和检验质量标准,应符合现行《钢结构工程施工质量验收规范》(GB50205-2001)和《建筑钢结构焊接规程》(JGJ81-2002) 中“焊接”部分的有关规定。 4.11成品矫正技术要求
4.11.1矫正后的部件外观不应有明显的凸凹面和损伤,表面划痕深度不宜超过钢材厚度的允许偏差值。
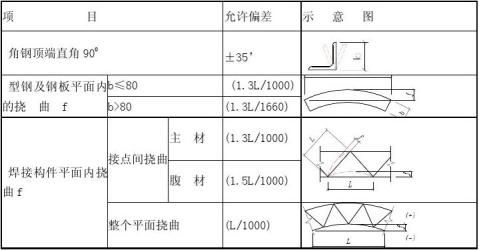
4.11.2成品矫正允许偏差,按下表2-8规定。
表2-8
9
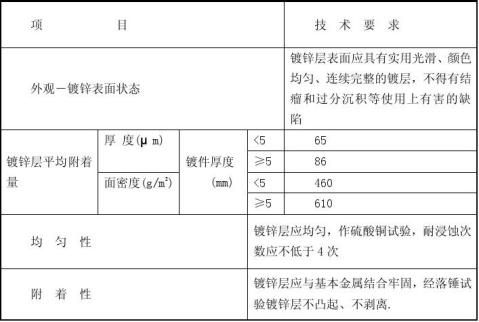
4.12 热浸镀锌要求按表2-9规定
4.12.1 镀锌层平均附着量即厚度和面密度,通常以金属涂镀层测厚仪直接测量锌层厚度。发生争议时,以脱层试验方法测试面密度作为仲裁。
4.12.2镀锌层要求钝化,其方法及效果须满足相关标准。
表2-9
4.13试并与试装检查技术要求
4.13.1零件、部件加工后,应按施工图进行试并与试装检查。试并检查是将束件各层所有的零件合并一起,检查孔的位置正确性;试装检查是将一定单元(整塔或其分段) 的零件、部件组装一起,检查其控制尺寸和安装适宜性。
试并、试装中,当检查束件上孔的位置正确性时,应用量规进行。采用比螺栓公称直径大0.3或0.4mm(前者适用于镀后检查,后者适用于镀前检查)的量规检查时,束件上所有的孔应全部通过。
4.13.2 用于试装的零件、部件,应从具有互换性的产品中提取;用于试装的螺栓,其直径尺寸宜从大于公称直径的螺栓中选取。
10
4.13.3铁塔的试装,应保证每一种塔型都应经过试组装,经检验合格后方可投入批量生产。铁塔试组装时应有需方的代表及有关单位人员参加。组装时各零件均应按施工图要求进行就位。安装不适应查明原因,不得强行组装。试装时,所使用的螺栓数目应不少于连接杆件端螺栓总数的60%,并应进行紧固。
4.13.4 铁塔试组装检验应包括以下项目
a) 塔型控制尺寸检查;
b) 铁塔根开、基础根开检查;
c) 挂线点尺寸及位置检查;
d) 构件规格与设计图或经批准的设计转换图的校对;
e) 构件偏差的抽查;
f) 构件几何断面尺寸偏差的抽查;
g) 挂线点构件几何断面尺寸的检查。
对每一种塔型在试组装后需修改原设计的部位,应由承包人提出清单报需方,经设计单位修改、需方批准后,承包人再按批准的图纸、文件进行加工。如承包人未按上述程序加工,其后果由承包人承担。
4.13.5试装中发现的问题应做好记录并应及时处理,对修改的部位在加工后,仍需进行试组装。
4.14 塔脚板制作
1)塔脚板四周应平整、光滑、无毛刺和裂纹。
2)塔脚板上的靴板倾角应保证其精度,在与塔身主材、斜材连接 时不得有空隙。
3)塔脚板上的底脚螺栓孔制孔时,应先引孔,并逐次达到设计所规定的孔径。
4)塔脚板在矫正后应平整,不得有凹凸出现,以致影响与基础的连接。
4.15 插入角钢制作
插入角钢坡度与所用铁塔的主材坡度一致,插入角钢棱与基础顶面的交点处应有明确的标记。
2.4产品质量合格证
产品出厂应由供方技术监督部门检查和验收,签发质量证明书并标注产品生产许可证编号。
11
2.5标志、包装、运输、贮存
承包人应对货物的标识、包装和运输到合同交货地负责。
4.16标 志
(1)铁塔零部件标记的钢印,宜排列整齐,字形不得有残缺,钢印深度根据钢材厚度可在0.5~1.0mm以内。焊接部件的钢印不得被覆盖,零部件标记的钢印清楚可不盖油印;为了明显,制造厂应在钢印附近加盖制造厂厂标或盖明显符号的油印。
(2)所有构件应标记每个工程的明显的标记符号。
(3)全部包装标识应标记清楚和正确,以保证安全地到达目的地,并避免产品丢失或包装错误的可能性。
(3)外包装标记应标明供方名称和需方名称、项目名称、合同号、商品的品种和数量、净重及毛重、到达的目的地以及其它必须的资料。
4.17包 装
1)(供方应以任何运输过程中都能保护货物不受到损坏的方式而设计和准备包装。
(2)铁塔应单基包装并保证螺栓、垫片等的同步与配套:
a)根据塔材编号、角钢规格大小包装若干捆,每捆重量限于2~3吨。 b)每捆包装塔材,必须做到包捆整齐、牢固不松动,并应防止锌层损坏。 c)每捆塔材应注明塔位号、塔型、塔高。
d)包装应有足够的强度能在短途搬运、货物储存和装车、装船中承受较大冲击而不能散包。
e)在货物交付时应有单基包装清单。
f)包装要求应根据供需双方协议进行。但不论采用何种包装材料或何种包装方法,在其正常运输条件下应保证产品不受损坏。
4.18 运 输
1)铁塔发运构件的凸出部分在装车、运输和装卸时,应将其妥善固定,以免发生变形。
2)铁塔的发运应按交通部门的规章办理。
3)运输中应注意装、卸,不能损坏包装或使产品变形、损坏。
12
5 铁塔加工统一说明
除图中注明者外,必须遵照下列统一要求进行加工和组装。
1铁塔加工应符合《输电线路铁塔制造技术条件》(GB/T2694-2003)、《输变电钢管结构制造技术条件》(DL/T 646-2006)、《钢结构工程施工质量验收规范》(GB50205-2001)、《建筑钢结构焊接规程》(JGJ81-2002)的要求。
铁塔加工用钢材、焊条必须符合现行国家标准的各项技术条件要求。对每批材料除具备厂家技术文件外,还应抽样检查其化学成份、物理机械性能及断面尺寸。
所有零、部件除注明“HP”、“HL”为Q345钢外,其余均为Q235钢。采用的螺栓为M16、M20、M24及以上,级别:M16为4.8级、M20、M24为6.8级、M24以上为8.8级(均为热镀锌后的强度级)。
2铁塔使用的钢管、角钢、钢板及其它材料的规格、材质均按设计图纸的要求使用,如有材料代用需征得设计方同意。
3材料代用时,需注意发生的相关影响(如螺栓通过厚度、主材接头操平内垫片的增减等),并由加工厂书面通知施工单位,以便施工安装。
4铁塔构件所有构件不宜接长,如有接长需征得设计方同意。
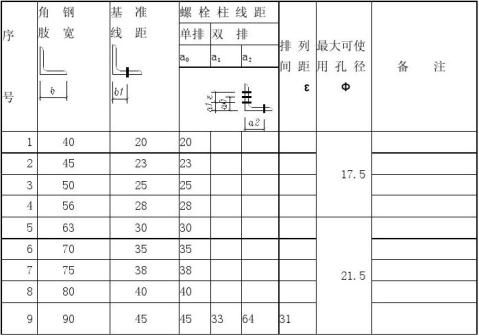
5角钢螺栓准线除图中特殊注明外,一般按DLGJ136-1997制图规定执行。 表2-10 钢基准线和螺栓准线 (单位mm)
13
注:铁塔心线以铁塔结构图为准。
6铁塔构件制孔时,一般可采用冲孔工艺。但当材质Q235厚度为16毫米及以上,材质Q345厚度为14毫米及以上的构件制孔时,必须采用钻孔或先冲小于规定孔径3毫米的小孔,再钻扩孔至规定孔径。
7结构图中图面内的图例、代号等在说明中未提及者一般按DLGJ136-1997制图规定执行。
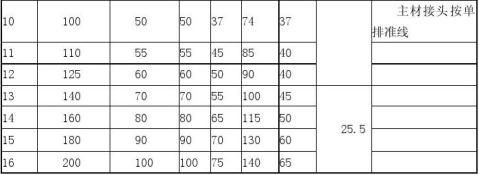
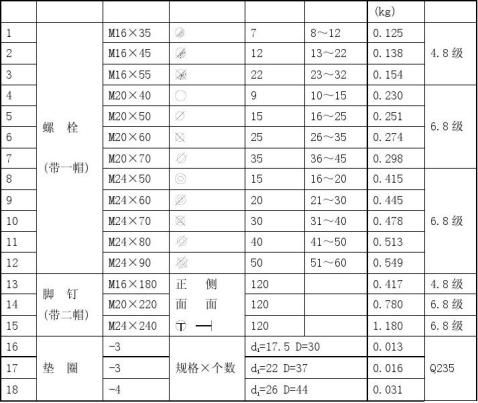
8角钢及钢板的螺栓间距、边距除图中特殊注明外,应按表2-11采用。 9各种螺栓、脚钉、垫圈规格及适用范围应按表2-12采用。 表2-11角
钢
及
钢
板
之
螺
栓
间
距
、
边
距
(单位mm)
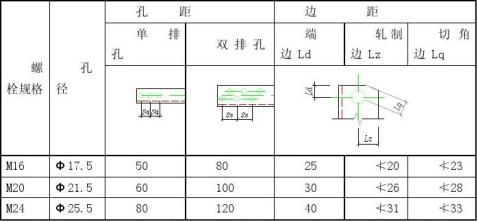

注:角钢的切肢边也应满足上表要求。 表2-12 螺栓、脚钉、垫圈规格表 14
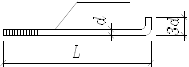
附图:脚钉型式示意图
10脚钉与螺栓级别相同。直线塔塔身脚钉排列在D腿,头部(曲臂及以上) D、B腿侧均装脚钉;干字型转角塔边横担以下的脚钉装在内角侧的D腿(右转)或B腿(左转)上,以上部位的脚钉装在外角侧的A腿(右转)或C腿(左转)上,酒杯型转角塔(含直线转角) 的脚钉装在内角侧的D腿(右转)或B腿(左转)上,头部(曲臂及以上) D、B腿侧均装脚钉。双回路转角塔脚钉都装在转角内侧的D腿(右转)或B腿(左转)上。00转角时除非电气专业有明确要求,一般均视为右转。加工时,脚钉间距按400~450mm距离,左右相间统一排列。脚钉采用弯钩型式,见表2-12附图。
15

11各结构图构件明细表中的构件长度供备料用,需进行1∶1放样后再下料,节点板的外形尺寸须根据放样确定。
12角钢接头处,各角钢一律采用对接,两角钢接头处的间隙为10mm。内包钢连接时,采取铲内包钢背的方法;外包钢连接时,采取铲外包钢弧的方法。角钢对接外贴连接钢板的螺孔边距至少取2.0d(d—螺栓直径)。
13铁塔所有外露部分均需热浸镀锌防腐。
14当采用双螺帽时,应确保装好螺帽后螺杆平扣或出扣。
15各型铁塔先下料加工一基,经试组装验收合格后方可大批下料加工。 16所有铁塔螺栓,防卸螺栓按在最短腿地面以上9米(若采用铁塔长短腿的以短腿为准)的铁塔螺栓数量统计。除安装防卸螺栓(具有防松功能)外的其它单螺帽螺栓均带一防松扣紧螺母。
17承受拉力的螺栓、连接挂线角钢或挂线板的螺栓均采用双帽螺栓。
18导、地线挂线角钢间距是保证导、地线挂线金具灵活转动的关键,在加工时必须保证其间距不出现负误差,其正误差亦不得大于2mm。在铁塔出厂前须逐基进行检测。
19考虑螺栓无扣长的加工误差影响,除铁塔结构图中统计的垫片数量外,需另按总图中垫片总数的30%增加垫片,以供安装铁塔紧固螺栓(垫在螺帽一侧)之用。
20铁塔加工完毕,经试组装检查合格后方可出厂。
2.7 工 艺
铁塔制造技术条件及工艺应符合现行有关标准、规程,满足本技术文本,并应符合需方对本工程发布的有关考核标准。
规范书和图样所包含的材料的工艺和精加工应符合国内最先进的制造和装配实践。提供的所有货物应是全新的和第一流的,其设计和加工应根据需方批准的图样、计划日期和文件。
不能因图样和技术规范的遗漏、疏忽和不明确而解脱供方提供最高等级原料和工作质量的责任。倘若发现不正确之处,供方必须及时通知需方,在差异问题未纠正之前仍进行的任何工作,应由供方负责。
注:对制作、加工、工艺、验收中对设计及《制造规范书》中无明确要求的,应参照《钢结构工程施工质量验收规范》(GB50205-2001)执行。
3、热镀锌铁附件
1.遵照国家及行业相关标准和生产工艺,使用Q235A钢材,进行热镀锌加工。 16
第二章 其他技术要求
6. 质量保证
6.1 订购的新型产品除应满足本规范外, 投标方还应提供该产品的鉴定证书。
6.2 投标方应保证制造过程中的所有工艺、材料试验等(包括投标方的外购件在内)均应符合本规范的规定。若招标方根据运行经验指定投标方提供某种外购零部件, 投标方应积极配合。
6.3 附属及配套设备必须满足本规范的有关规定的厂标和行业标准的要求, 并提供试验报告和产品合格证。
6.4 投标方应有遵守本规范中各条款和工作项目的ISO9000–GB/T19000质量保证体系, 该质量保证体系已经通过国家认证和正常运转。
6.5铁附件产品严格按照工艺要求加工,对铁附件进行浸锌,锌层厚度均匀能保证在野外20年内不锈蚀。
6.6 铁附件所采用的主要原材料应具有原材料保证书。
7 试验及验收
按GB700-88《碳素结构钢》Q235B钢号标准、GB/T 13912—93《金属覆盖层,钢铁制品热镀锌层技术要求》有关规定执行。
8. 包装、运输和储存
8.1设备制造完成并通过试验后应及时包装, 否则应得到切实的保护。其包装应符合铁路、公路和海运部门的有关规定。
8.2所有部件经妥善包装或装箱后,在运输过程中尚应采取其它防护措施,以免散失损坏或被盗。
8.3包装箱外应标明招标方的订货号、发货号。
8.4各种包装应能确保各零部件在运输过程中不致遭到损坏、丢失、变形、受潮和腐蚀。
8.5包装箱上应有明显的包装储运图示标志。
8.6整体产品或分别运输的部件都要适合运输和装载的要求。
8.7随产品提供的技术资料应完整无缺。
8.8线材检疫运输许可有关手续。
17
18
-
技术入股协议书范本
技术入股协议书范本1技术入股协议书甲方乙方甲乙双方在平等自愿互惠互利协商一致的基础上就乙方以其持有的产品技术出资的形式入股甲方一事…
-
协议书格式范本
协议书格式范本协议书概念协议协议是指当事人双方就某一事情问题经过协商后订立的一种具有经济关系或其他关系的契约协议书与合同同属一大类…
-
个人合伙协议书范本
个人合作协议甲方姓名陈思超身份证号51302319xx03018018乙方姓名刘俊身份证号经甲乙双方友好协商达成以下合作协议第一条…
-
个人合伙协议书范本(1)
瑞林实木门厂合作协议甲方姓名身份证号乙方姓名身份证号经甲乙双方友好协商达成以下合作协议第一条合作项目名称瑞林实木门厂合作经营地湖南…
-
用工协议书范本
用工协议书范本1用工协议书现下流动人口增多劳资纠纷时有发生吃亏的往往是身处弱势群体的临时用工为避免受伤害临时工一旦受顾可参照临时用…
-
设备技术协议范本
技术协议有限公司项目设备技术协议协议编号买方有限公司卖方有限责任公司二零一一年四月二十八日技术协议一总则有限公司以下简称买方与公司…
-
购买设备技术协议范本
XXXXXX设备技术协议甲方乙方甲方委托乙方按交钥匙工程方式设计制造XXXXXXXXXXXXX设备经过甲乙双方协商达成如下技术协议…
-
设备技术协议范本
************有限公司双梁桥式起重机技术协议协议编号:*******买方:*******有限公司卖方:*******有限…
-
设备采购技术协议范本
公司供货技术协议合同编号附件需方供方业主20xx年月日1一需方设备采购技术要求填写要求至少满足招标文件专业技术要求之要求二选型承诺…
-
设备采购合同及设备技术协议(模板)
设备采购及服务合同甲方(购买方):_____________________地址:开户行:账号:税号:电话:乙方(供货方):___…
-
20xx技术合作协议书范本
20xx技术合作协议书范本第1篇技术入股合作办厂协议甲方xxx身份证号乙方xxx身份证号甲乙双方在平等自愿的基础上经充分协商amp…