QC成果范文
开展QC活动,提高管道焊接质量
一、课题简介
淮安华尔润化工有限公司年产35万吨联碱项目是江苏省淮安市的重点工程。其工程共分为煅烧、重碱、氯化铵三个工段,其中我公司承建了该工程核心工段——重碱工段全部设备及管道施工。

重碱工段共分为碳化、滤过、蒸吸三个工序。整个生产装置中管道的规格从Φ18~Φ720,其材质有Q235、20#、304和321,总长度达6000㎞。鉴于业主同行项目管道焊接工艺的缺陷,造成近百万元的返工损失的案例,业主对我们管道安装质量要求严格。小组通过开展QC活动,完善了管道焊接工艺,提高了焊接质量,履行了对业主的承诺,管道焊缝无损检测合格率达到100%。
二、小组概况

三、选题理由
1、企业要求——淮安华尔润重碱项目是我分公司近年来第一次承建的规模化工工程,管道安装占整个工程的90%以上,解决管道焊接质量问题是整个工程质量控制的重中之重,也是企业为顾客服务的具体体现。
2、顾客需求——由于业主同行在建工程中的管道焊接出现焊接工艺遵守不严,造成试生产过程中出现气体泄漏引发爆炸事故,造成严重的经济损失和恶劣影响。因此,业主对管道焊接工艺审核严格,实施旁站监督。
3、课题选定——开展QC活动,提高管道焊接质量。
四、现状调查
现状1:淮安华尔润重碱项目是我分公司近年来第一次承建的规模较大的化工项目,其管道安装量大(占整个工程的90%以上),管道焊接又是影响管道安装质量的决定性因素。
现状2:我分公司对化工管道焊接工艺生疏,模拟焊接一次性合格率69%,合格焊工数量不足。
五、目标及可行性分析
1、活动目标:管道焊接无损检测一次性合格率96%。
2、目标值:
⑴加强焊接过程控制,管道焊接质量达到《现场设备、工业管道焊接工程施工及验收规范》GB50236——98标准的要求。
⑵焊缝无损检测一次合格率96%以上,一次返工合格率100%。
3、目标可行性分析:
a、此课题是实现合同承诺的具体措施。分公司领导重视、业主积极配合,小组开展活动环境良好。
b、我公司实施ISO9001标准多年,过程质量控制运行正常,质量保证条件良好。
c、小组有焊接经验丰富的高级技师、焊接专业大学毕业生和多年从事QC活动的管理人员,有分析、解决问题的能力。
结论:只要科学组织,加强施工过程的质量控制,目标就一定可以实现。
六、原因分析
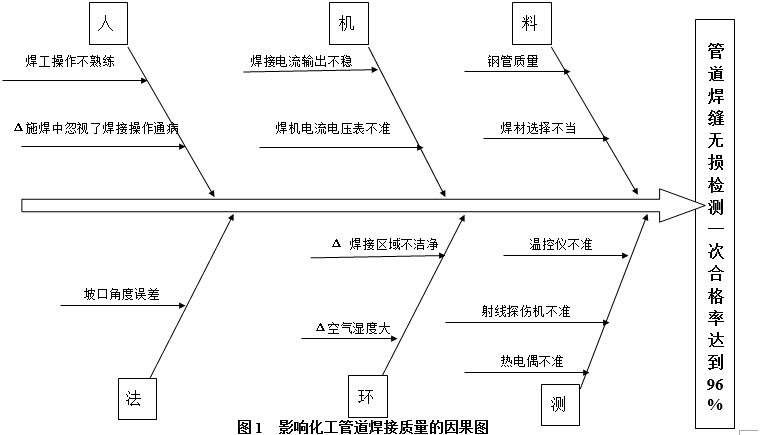
鉴于业主同行在建工程中的管道焊接事故,项目部请业主调阅了该事故管道焊接记录资料。经过小组开会讨论分析,从人、机、料、法、环、测六个方面进行分析,并采用因果分析树图找出12条原因(见图1)。
七、确定主要原因:
现在成员根据因果分析树图,对12条末端因素逐一进行分析确认,具体见表1。
管道焊接末端因素分析确认表 表1

针对上述结果,经小组人员开会讨论认为:
1、由于长期没有从事化工项目的施工,对化工管道焊接要求生疏。因此,施焊中忽视了焊接操作通病是要因。
2、通过对现场焊工模拟焊接试件的剖析,焊道上氧化皮没有清除干净,有油污或污物是导致气孔或裂纹的原因。因此,焊接区域不洁净是要因。
3、工程处于湖边,环境湿度大,不利于焊接成型。因此,空气湿度大是要因。

八、制定对策:
针对上述要因制定对策见表2.
影响管道焊接质量要因对策表 表2
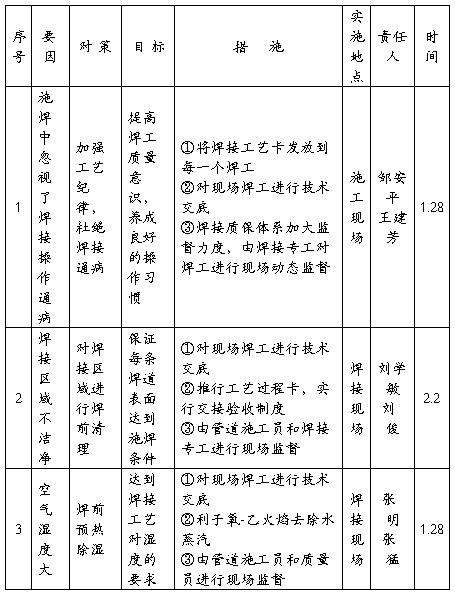
制表人:000 时间:20##年2月6日
九、实施:
实施1:加强工艺纪律,杜绝焊接通病。
1、通过各种措施,提高焊工的质量意识。同时,明确规定禁止在母材上随意引弧、点焊,对所有弧坑必须补焊,并打磨清理干净。
2、加大检查力度。每条的现场巡查、首件检查、阶段性检查、质量检查和无损检测有机结合起来,形成一个完整的焊接检查质保体系。
3、对焊工实行动态管理。
实施2:对焊接区域进行焊前清理。实行周统计、月奖励。对表面成型差、焊接质量意识差的焊工进行口头批评和经济处罚相结合。对连续三周处于评比末位的焊工,进行岗位调整。
1、对材料库保管期间的钢管进行货架堆放,并采取防尘、防油措施。
2、对运输、搬运过程进行控制,不得在地面拖拉或直接放在地面上。
3、对施焊焊工进行技术交底。对切割加工进行控制,现场火焰切割后必须用角向磨光机打磨坡口的氧化物和飞溅物。
4、焊前对坡口进行检查。清理范围是坡口两侧30㎝范围内;清理方法是使用丙酮等有机溶液清除焊接区域表面的油污,使用不含C1离子的专用砂轮清除焊接区域内表面氧化物。
实施3:焊前预热除湿。
1、去湿温度控制在150℃左右,预热范围为坡口两侧各100㎜,利用红外线测温仪进行测量,在距坡口50㎜位置进行。
2、采用氧——乙火焰去除水蒸汽,火焰不得直接对着坡口位置。
十、实施效果:
淮安华尔润重碱项目20##年12月开工,计划工期5个月。20##年1月开始预制,20##年1月开始管道安装,3月开始系统试压,通过开展QC活动,我们取得了预期效果。
效果一:焊缝探伤合格率98.7%。
1、管道焊缝无裂纹缺陷。
2、按照《现场设备、工业管道焊接工程施工及验收规范》GB50236——98标准化设计图纸的要求,本工程管道探伤比例为5%,且允许存在5%的Ⅱ级片。经过中心试验所无损检测探伤检测,业主焊接工程师复查,实际探伤比例为5%,共拍片1141张,Ⅰ级片1123张,Ⅱ级片18张,一次合格率98.4%。
合格率%

效果二:系统试压一次合格
20##年3月18日陆续进行了已完管道分段试压,试验压力为27㎏(设计工作压力为18㎏),截至4月5日所以管道分段试压完毕。20##年4月7日由建设单位组织的全厂管道系统试压一次性合格。

效果三:社会效益
由于淮安华尔润重碱工程优质、高效的完成,焊接质量优良,为华尔润集团的“一业为主、产业整合、相关经营、介入多元、持续发展”,建成一个以玻璃为主业的产业链和相关产品配套的集团型企业作出了贡献。业主按照合同的承诺奖励项目部现金10万元。为我分公司驻足化工建设市场的发展增强了后劲。
十一、巩固措施:
经过本次QC小组活动,小组负责人编写了《化工管道焊接施工技术总结》在分公司范围内推广。通过本次QC小组活动,小组成员对化工管道焊接技巧有了更多的认识,培育出了一批熟练的化工管道焊接合格的焊工,为分公司以后承接类似工程奠定了基础。
十二、遗留问题和今后的打算:
1、遗留问题:在本工程分段试压期间,部分阀门和法兰出现渗水,影响了试压的正常进行。原因是我们把精力集中在了管道的焊接,对于总包单位提供的阀门没有做更加细致的检查;对法兰的焊接也放松了监管。
2、今后的打算:在《化工管道焊接施工技术总结》中针对化工管道焊接的全过程(包括管道验收、保管、搬运、下料、组对、阀门(法兰)连接、支架使用、清洗、吹扫、试压、无损检测等)进行了总结。下一次的QC现在活动准备对其全过程进行展开。
-
QC成果编写注意事项
?“QC成果编写注意事项”讲座?QC成果分类?现场型?管理型?服务型?攻关型?创新型?现场型、管理型、服务型、攻关型又称为普通型。…
-
浅谈QC成果发布的几个要点
内容提要:QC成果发布是将一年来小组的QC活动展现给大家、推广QC成果的重要平台,发布人在此扮演着非常重要的角色。笔者从动画制作的…
-
建筑施工QC成果报告格式
格式如下:一、成果报告的编写人应掌握:小组活动的基础资料编写成果报告的要求编写成果报告的技巧二、基本要求文字要精练程序要清楚,逻辑…
-
QC成果报告诊断要点
本人在对QC成果的阅读和诊断过程中,通过分析QC成果的结构及内容,认为一篇好的QC成果常常要包含以下方面的内容及要求。一、成果报告…
-
QC成果发布会开幕词
QC成果发布会开幕词各位领导、各位代表、同志们:在新的一年即将到来之际,我们xxxxxxx年质量管理研讨会暨QC成果发布会今天开幕…
-
人工挖孔桩质量控制QC总结[1] 2
人工挖孔桩QC总结一、工程概况:本工程位于广东省XXX,占地面积XXX平方米,呈“L”型,东临XXX,北临XXX,规划总建筑面积为…