篇一 :产品改进报告模板
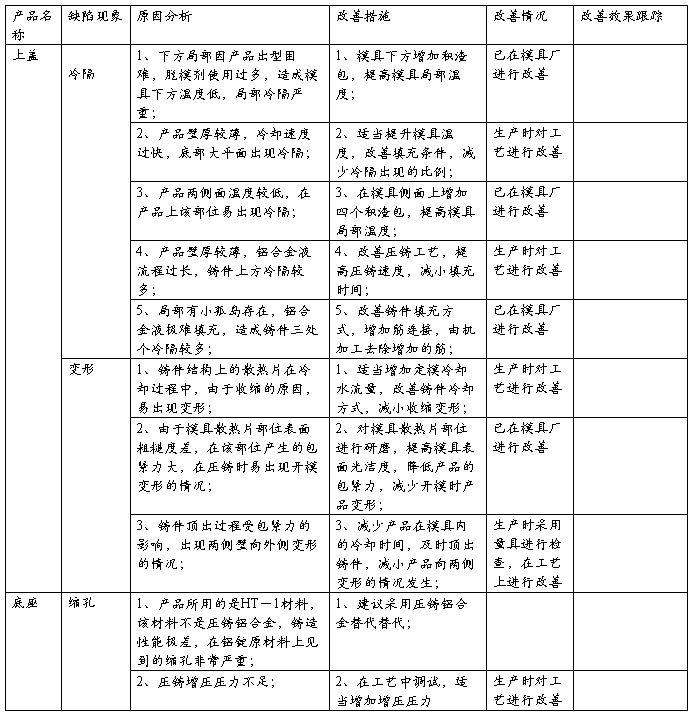
 表号:LT/QP011-11 产品改进报告模板
表号:LT/QP011-11 产品改进报告模板
…… …… 余下全文
篇三 :品质改善报告
企业如何提高产品质量
众所周知“质量是企业的生命”。有一流的质量,才会有广阔的市场。那企业如何才能提高产品质量,将是每个企业永恒的话题。
首先须从原材料把关,严格杜绝不良品入库,并进入生产线。那如何才能把好这第一关呢?(责任部门:采购、品管)
采购人员需挑选有资质的供货商,确保所购买的物料,质量达到要求。品管人员协助采购督促供货商提高质量。物料到货后,品管需严加把关。合格品方可入库。 第二关:物料的储存(责任部门:仓储部门)
物料的储存在质量管理中同样很重要,因搬运、储存不当而造成物料的不良时有发生。所有仓管人员一定须按照重下轻上的原则,注意轻拿轻放。还要做些“防尘、防潮、防晒、防锈等”工作。不定期对物料进行查看。确保物料储存的质量。
第三关:制造生产(责任部门:制造生产部门)
物料进入生产线后,首先须避免因为操作或使用不当,而造成物料作业不良。每工段及相互工段需进行自检、互检、及抽检。成品需品管进行检查,合格品才可以入库,进行销售。
第四关:产品的运输(责任部门:物流)
为什么把产品的运输也放在质量管理当中?因为运输不当,同样会造成产品的损坏。所以物流部。。。
(另外有的企业,把售后服务同样放在质量管理的范围当中)。
…… …… 余下全文
篇四 :电子品质改善报告(1)
、、电子厂 关于浩宁达公司产品品质改善报告
为了提升公司的品质,我司内部进行改善,将从人力、设备、材料、工艺、工作环境方面进行改善,使其达到贵司的品质标准要求。
我司前段时间所出现的问题点做如下不良原因分析及改善对策:
1、 CPU反向:
主要原因:SMT多功能机在贴装CPU时,作业员对托盘内放置的IC方向未仔细确认,检查,炉前QC疏忽检验,流至成品区。 改善对策:后续作业员对所有方向的托盘物料,上机前全检方向是否一致,写好上料记录,并经品管确认方可上线贴片,炉前QC对贴片OK的PCBA按品质标准进行检验,IPQC加大巡检力度,对换料后的第一片板进行首件确认,跟踪全制程的品质,发现异常即时反馈ME部门,分析问题发生的原因及实施有效的改正方案,让问题点第一时间解决;
2、 电容错件:
主要原因: 维修员维修补料使用散料造成,维修作业时未按【散料使用规范】作业,没有对散料进行测试和经品管确认,私自将物料补上。
改善对策: 使用散料生产线自测OK标示好后,送检品管确认OK后,方可使用,参照BOM表把原件焊接到PCB上的相应位置,做好散料使用记录,外观OK的PCBA,送检品管确认,全
…… …… 余下全文

篇六 :改善报告书
批性不良/报废预防改善报告书
报告主旨:近期批性不良/报废所造成原因分析与预防改善方案
报告内容如下:
近期公司连续出现品质重大异常,从而造成产品直接报废,给公司无论是在经济上还是在信誉上都造成重大不良影响,做为公司品保课主要负责人的我难绺其责,连续出现重大品质缺失不能不说是我对工作的一种失职。所以,在此向各位领导表示歉意与自责!请各位领导谅解! 鉴于公司近期品质上所出现的缺失,为能吸取失败经验与教训,总结缺失原因,预防类似事件再发生,职作出下述预防改善报告书,请领导指正!谢谢!
一、批性重大异常品质问题发生原因与责任回顾:
1. 3/14日元茂料号:2A044002尺寸偏移超差报废336SPNL 21#机生产 生产者:宋乐恒 检验者:张大燕 班别:白班 不良原因:PIN钉打偏,未制作全轴首件,直接捞槽将板捞偏,造成尺寸不符,全数报废;
2. 4/8日旭发料号:H024E007多捞露铜报废150SPNL 22#机生产 生产者:张顶峰 检验者:周圆 班别:白班 不良原因:机台故障,操作员及品保未认真检查成型板外观,未及时发现,生产3趟板后品检发现,造成150SPNL报废;
…… …… 余下全文
篇七 :车间改善措施报告
车间改善措施报告
经过一月的车间生产实践及日常对产品作业流程的观察,我本人初步总结出现在生产车间的问题点以及对车间后续规范化管理提出几点见解。
一 问题点:
1. 产品生产过程中有工艺规范但无作业标准。
2. 作业人员大部分技术技能欠缺或技能单一,无工艺规范化常识。
3. 人员流失时无法有效的及时补充,品质和产能不能很好地保证。
4. 设备日常故障较多,较大影响生产作业效率,没有使整个现有车间的人员配置效率达到较理想化。
5. 车间缺乏有效管理措施,未建立基本的人员管理办法及考核制度,工作人员岗位职责概念模糊不清。
6. 各岗位之间数据对接不太完善,有漏写标示卡现象。
7. 车间环境急待整理整顿,成品、半成品、零配件以及废次品的摆放杂乱,清除不必要的废弃物品,保持整个车间和生产线的清洁,有利于保障产品的品质和提升生产效率。
8. 模具的领取和归还记录不完善,有漏写现象,模具不及时归还,模具无 日常维护。
9. 使用工具乱放,导致设备的维修、调试不方便。
10. 生产现场罗列杂乱,尤其是穿线人员,造成车间拥堵现象。
11. 生产工程中产品堆积现象严重,导致产品氧化,严重影响产品品质和后 续的清尾结单工作,影响生产率、增加工时、提高加工成本、造成公司
…… …… 余下全文
篇八 :品质改善报告
星晨通科技有限公司
整改报告

尊敬飞天鹰各位领导:
您们好!
首先代表公司衷心感谢各位领导们长期以来对我司的帮助与包容,并为我司品质异常给贵司带来的不便与困扰深感歉意,在几年来与贵司合作的阶段,我司也深深明白了产品质量才是公司立足的根本,才是发展的硬道理,为了更好地配合贵司的生产及适应市场需求,品质改善也是迫在眉睫的事,有了各位领导们对我司的帮助与指导,我司在产品质量上也有一个全新的认识。现将我司常见的品质问题进行汇总,原因分析并出具相应的改善措施,请领导们指正与监督,尚有许多不足之处,还请各位领导们多多海涵,再次感谢各位领导对我司一如既往的支持。
谢谢!
祝:商祺!
星晨通科技有限公司
20##-7.12
常见问题汇总不良原因分析与整改措施
1:电性NIT现象
原因分析:
(1) 焊接熔温及冷确时间不够。
(2) DC头不上锡。(打磨过度及材质所致)
…… …… 余下全文