篇一 :冲压车间实习报告
冲压车间实习报告
今年八月开始,我在车辆公司冲压车间进行了为期两个月的实习工作。在实习中,我在车间有37年工龄的孙海超孙师傅的热心指导下,积极参与车间日常管理相关工作,注意把书本上学到的汽车与机械等理论知识对照实际工作,用理论知识加深对实际工作的认识,用实践验证所学的汽车与机械理论,探求车间冲压机械工作的原理与冲压技术。简短的实习生活,既紧张,又新奇,收获也很多。通过实习,使我对冲压车间的工作有了深层次的感性和理性的认识。 我所实习的冲压二组是车间的主要生产线之一,有6台千吨级德国进口液压四柱式冲压机。车间现有正式职工400余名,先进的工程技术装备近百台。该线主要冲压本厂的冲压件、中华轿车车及金客的冲压件,生产任务重,工作条件艰苦,噪音大,工人三班倒,周六周日经常加班,去年有段时间2个月没有放假。车间去年赢利XX万不能不说我们的工人和干部是多么的辛苦。
回顾我的实习生活,感触是很深的,收获是丰硕的。实习中,我采用了学、看、问,想等方式,对车间的日常工作的和技术知识有了进一步的了解,协助了孙师傅写完中体车的模具设计任务书,和相关工序的cad画图再线设备检测,还帮助库房搬运零件,帮工人去毛刺修零件等工作。同时还积极向办公室其他师哥师姐请教学习。同时,对车间的服务品牌以及文化精神都有了初步了解,有一句话我记忆尤深“成功者找方法,失败者找理由”。车间徐主任的管理艺术和平易近人的为人给我很大的感染,车间开展文明教育座谈会,会上徐主任的讲话极具教育意义。每一名冲压车间的员工都自觉站队进食堂,厂内走路走人行横道,为厂内其他员工作出积极表率,使车间在精神文明也走在全长的前面,同时无形中也使每名员工在文明素养得到提高。
…… …… 余下全文
篇二 :冲压实习报告
…… …… 余下全文
篇三 :冲压厂实习总结
来到冲压厂,我们要做的第一件事还是学习冲压相关的理论知识以及安全知识,经过前面涂装厂和焊装厂的实习之后,我觉得这些对我们来说是很必要的。通过培训,我了解了冲压厂的分布,冲压的工艺流程,冲压设备的结构、原理等。
昌北基地有两个冲压车间,中小冲车间和大冲车间,汽车上有很多冲压件,其中大部分都是由这两个冲压车间提供的。我们在师傅的带领下参观了中小冲车间和大冲车间,途中师傅给我们讲了很多冲压方面的知识,而且详细回答了我们提的问题,这中间我学到了很多。车间里面摆放着很多模具,我知道这些模具是适用于不同车型机器零部件的,走到一排新模具前时,我问师傅这是公司哪款车型的模具,当听到师傅说这是公司新产品E31的模具时,我心里顿时有点小激动,我相信公司上下对这款车都有不小的期待啊。经过师傅的详细讲解,我了解了冲压厂的基本工序,1.分离工序,包括:落料、冲孔、切边、剖切等;2.成形工序,包括:弯曲、拉延、翻边、翻孔、胀形等。
质量是一个品牌的立足之本,一个企业要想在激烈的市场竞争中取得成功,首先要确保企业自身产品的质量。冲压是四大工艺的源头,因此冲压件的质量必须做到最好。冲压件的检查要求做到非常精确,而且会经常反复修改和调试模具以确保冲压件的质量。我相信公司的每个员工都会为之努力。
…… …… 余下全文
篇四 :冲压实习
冲压实习.txt丶︶ ̄喜欢的歌,静静的听,喜欢的人,远远的看我笑了当初你不挺傲的吗现在您这是又玩哪出呢?冲压加工是借助于常规或专用冲压设备的动力,使板料在模具里直接受到变形力并进行变形,从而获得一定形状,尺寸和性能的产品零件的生产技术。板料,模具和设备是冲压加工的三要素。冲压加工是一种金属冷变形加工方法。所以,被称之为冷冲压或板料冲压,简称冲压。它是金属塑性加工(或压力加工)的主要方法之一,也隶属于材料成型工程技术。
生产流程: 产品设计——冲压成型设计——模具设计——冲模制造——产品生产
卷板料进场--开卷---剪切下料---落料/下形状料(无须形状料的可跳过)---拉延/压形/压弯(通常会出现在冲压工序的第一步)----(通常出现在后继冲压工序)切边/冲孔/整形/翻边/翻孔/冲翻孔/切断/切口/冲缺/缩口/扩口/半冲孔(敲落孔/冲凸台、非精冲中有时也会见到)/包边/内外缘整修/校平等---以上为冲压中一般会出现的工序---接下来是后期了如表面处理:电镀、发蓝、抛丸、抛光、喷涂 和一些热处理等等,不属于冲压就不多说了。
-----------------------------------
…… …… 余下全文
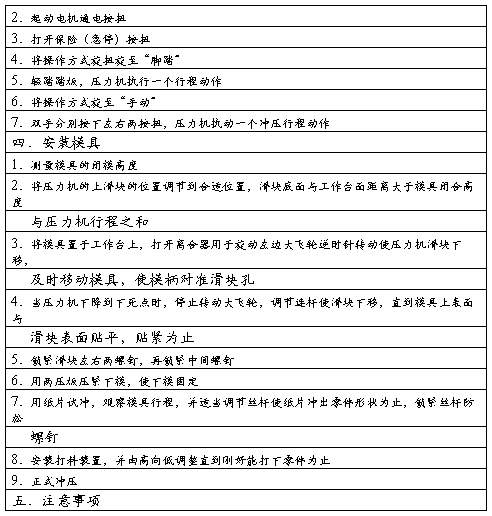
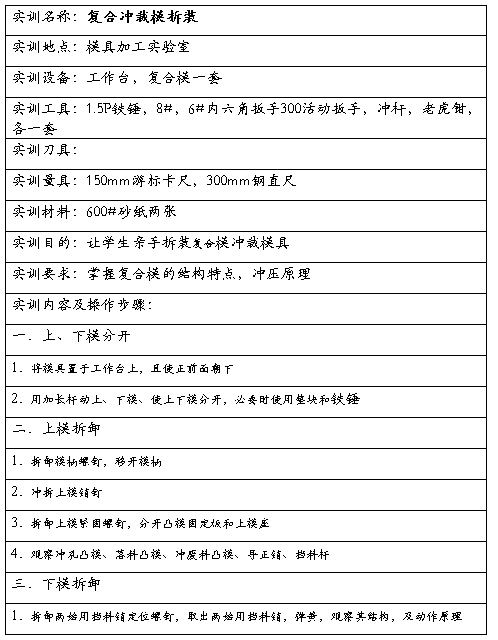
篇五 :冲压模具实训报告
冲压实验实习报告
课程 班级 姓名 学号 成绩
第一步:
组长:潘剑辉
组员:钱建斌;方麒鹏;张雨;林学流;何孟达;林建山;
输入记录:张雨; 资料查询:钱建斌,潘建辉。
1:工艺性分析:由何孟达;林学流;潘建辉完成。
其中:潘建辉负责材料与形状的分析 独立完成。
林学流负责尺寸的分析查表 独立完成。
何孟达负责精度的分析查询 独立完成。
…… …… 余下全文
篇六 :洛阳冲压实习报告
三辊卷板机有机械式和液压式:机械式三辊卷板机分为对称和非对称。可将金属板材卷成圆形、弧形和一定范围内的锥形工件。引进意大利105×4000的三辊卷板机
该机属于三辊对称式卷板机,用于常温状态下将低碳钢,低合金钢卷成圆筒形。上辊可以垂直升降。滚圆时通过电机、减速机带动两下辊进行。由于下辊标高不变,所以便于进料和操作。锅炉、造船、石油化工、水泥、电机以及其他制造等行业的必备设备。本机结构紧凑,操作方便,是我国目前广泛应用的中小型卷板设备。该机构形式为三辊对称式,上辊在两下辊中央对称位置作垂直升降运动,通过丝杆丝母蜗杆传动而获得,两下辊作旋转运动,通过减速机的输出齿轮与下辊齿轮啮合,为卷制板材提供扭矩。


图1.1 三辊卷板机工作原理图
由图1.1:主运动指上辊绕O1,下辊分别绕O2、O3作顺时针或逆时针旋转。辅运动指上辊的上升或下降运动。它是以两个下辊为主动轮 ,由主动机、联轴器、减速器及开式齿轮副驱动。上辊工作时,由于钢板间的摩擦力带动。同时作为从动轴,起调整挤压的作用。由单独的传动系统控制,主要组成是:上辊升降电动机、减速器、蜗轮副、螺母。工作时,由蜗轮副转动蜗轮内螺母,使螺杆及上辊轴承座作升降运动。两个下辊可以正反两个方向转动,在上辊的压力下下辊经过反复的滚动,使板料达到所需要的曲率,形成预计的形状。
…… …… 余下全文
篇七 :关于 冲压的实习报告论文
论文(设计)题目
毕业设计(论文) : 关于冲压岗位实习报告
I
摘 要
冲压技术是一种具有悠久历史的加工方法和生产制造技术。根据文献记载和考古文物证明,我国古代的冲压加工技术走在世界之前,对人类早期文明社会的进步发挥了重要的作用,作出重要贡献。汽车覆盖件是质量要求最严格的汽车冲压件,鉴于此质量检测应得到人们高度重视。但纵观现代汽车业的发展状况,因汽车覆盖件质量问题而产生的经济损失较为严重。这也是在汽车生产过程中所遇到的问题,后面为汽车覆盖件的加工工艺及质量要求的分析研究,及对汽车覆盖件工业过程的常用质量检测技术的比较,并结合个人的社会实践经验,从而得出覆盖件工艺过程的质量检测。下面包括人工表面的检测,表面无损探伤和内部的探伤。汽车又是现代社会的主要交通工具,衡量一个国家的发展程度,汽车加工就是其中的一个标准。作为一个学习汽车技术服务与营销的学生,对汽车制造的掌握与熟练程度直接能表现出你对当代汽车的了解程度。所以,一个这样的学生就应该知道一辆汽车生产的工艺和该汽车的性能。
关键词 :冲压;覆盖件;质量检测;了解汽车
II

目 录
摘 要............................................................. II 目 录............................................................ III
…… …… 余下全文