篇一 :产能评估分析报告
产能评估分析报告
(目前现有资源配置下生产基本状况)
主旨:产能评估及思考
Ⅰ目的:清晰目前“现有资源”下产能能力,为相关决策者提供决策参考,对企业订单形成良性有序的生产作出基础依据。
Ⅱ针对范围:裁床、一、二车缝车间
Ⅲ依据:根据20##年4月至今(有资料可查)裁床、车缝产量及20##年20##年(截止09年12月27日)品检统计车班入检总数量。
Ⅳ背景现状:现有已下订单待生产总单量约56万(90%为新款)、其中已下裁片至车间部分约30万(299682件)、待安排部分约26万。
Ⅶ生产状况:
1:裁床部分
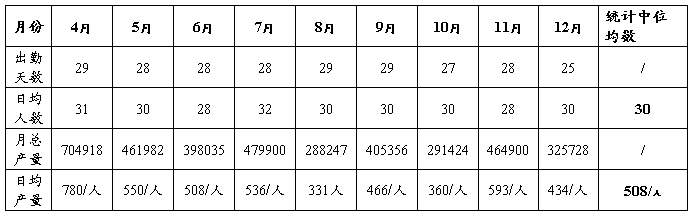
1.2:根据此表结合目前现状可得出如下基本信息及思考。
1.2.1:在近30万裁片周转的现状下,在人员流动较频繁的现行状态下,基本保持30人的日人员出勤率能基本保持现有生产的需求。
1.2.2:在流动性的保持30万裁片连续状态下,现有人员配置数量是有能力维持明年生产700万的目标。
1.2.3:裁床日人均产量510件是个基本常量数值。是维续良性运转最基本的产量要求。
1.2.4:同时需检讨本工序本月产量为何比基本常量下降15%.原何?1:新款熟练度不够?2:新款工序部位繁多?3:人员进出频繁操作技能下降?4:管理无定位,整天处于无序忙碌中。对基本产能无数据性的准确性了解,凭经验大其概?5:物料供应,单量不足?何应对?!
…… …… 余下全文
篇二 :公司产能分析报告
厦门奥特乐电子有限公司
Xiamen Aottler Electronics CO.,LTD
产能分析报告
一、主要产品信息


二、现有设备产能核算
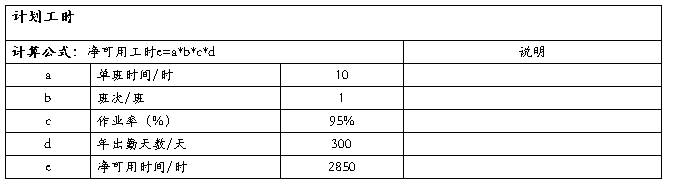
1、预订工作时间标准
2、生产线能力计算

3、毛产能核算

3、有效产能

三、产能提升策略
1)人力资源:
A)增加班次,采取两班制或三班制(1小时-1星期)
B)加班,适当延长工作时间(1小时-1星期)
C)内部支援,其他线暂时借调(1小时-1星期) ;
2)设备资源
内部调配或快速购买(<1个月);
机器增加设备台数、开机时间(<1个月)。
…… …… 余下全文
篇三 :产能评估、订单评审
广州精弘益企业管理咨询有限公司
Guangzhou HLEAN SYSTEM Consulting Co., Ltd WWW.HLEAN.COM
PMC一周导读
周一:生产与物料控制概论
周二:产能评估、订单评审 ★
周三:生产计划
周四:物料计划
周五:出货计划
1.0产能评估
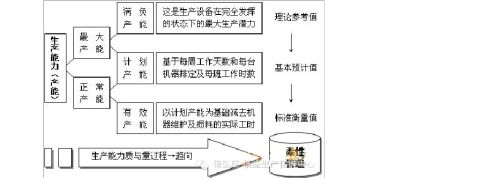
作为制造型企业,如何进行自身的生产能力评估,即'产能'有一个充分而客观的认识;以利于在制订实际生产计划中和人、物、机的配合。若以超出'产能'的工作量承载,情形会是有量而不能保质,难以满足顾客对质量和功能的要求;也会造成在制品与库存增加。如太少的'产能'又不能满足顾客的订单需求,同时也会造成成本浪费。因此,生产能力是需要根据当期现实情况加以分析和平衡的。见以下解读图示。
1.2应用描述
生产能力衡量,简单地说是生产设备在一定时间内(通常是每周或月)所能生产的产品数量。正常产能是过往生产设备的平均使用量,最大产能是生产设备所能最大程度产量,这是满负荷产量。它是一个理论参考值,是作为计划产能的参考。而作为计划产能是未有把相关主客观因素考虑在内工时计算。因此,标准衡量值也就是有效产能。它是使用机器和设备生产中,把维修、待料和生产过程返修的不良品等因素都考虑在内,从而作为考核生产部门的标准(业绩指标)基准。
…… …… 余下全文
篇四 :XX公司产能分析报告(模板)
产能跟踪分析报告
一、现有设备产能核算
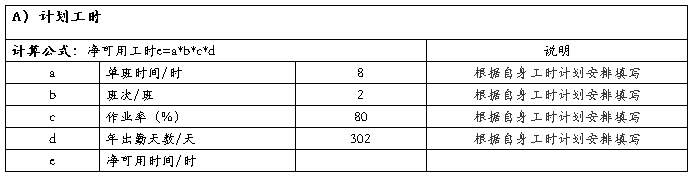
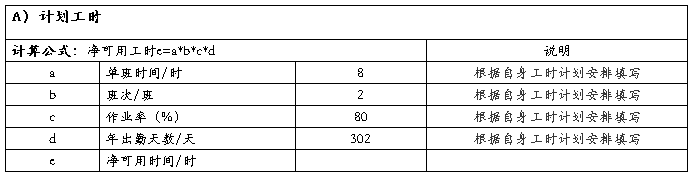
1、预订工作时间标准

注:
1)单班时间:每班总时间-每班的总计可用小时数。
2)班次:表示的是每天每个工艺操作的班次数。
3)作业率:(总工时-无效工时)/总工时。
人员休息-如果在人员休息的时候,机器也停止运转,则输入每班中机器不运转的时间长度。
计划的维修时间-这是计划的每班中机器停机用于维护的时间长度。
4)年出勤时间:年出勤天数-表示的是每年的工艺运作的天数(扣除法定节假日、双休日)。
5)计算举例:每班8小时、每天2班次、作业率80%、年出勤302天, 净可用时间=8*2*80%*302=3865.6时。
2、代表产品制程/线能力计算
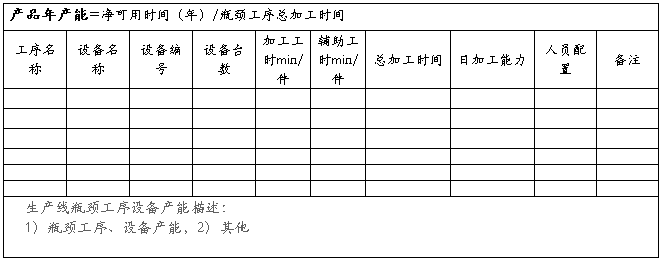
注:
1)代表产品:所谓代表产品指产品制程包含其他所有产品制造过程包含的所有工艺过程;如存在两种以上产品包含不同工艺过程、需分别取各类型产品代表产品制程并进行线能力分析。
2)评价瓶颈工序应排除可用外协、其他生产线可用设备借代等因素影响。
3)每条生产线选取一种或2种产品作为代表说明制程及瓶颈工序即可,其他产品可直接计算毛产能。
3、毛产能核算
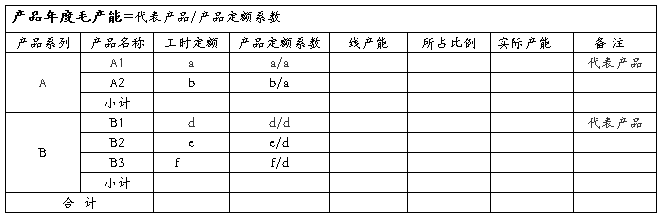
注:
…… …… 余下全文
篇五 :产能分析报告模板及指标明细
产能分析报告模板及指标明细
一、产能修改记录及主要产品信息

注:产能分析报告——修改记录
1)产能发生变化时以便及时追踪。如进行增产以达到完全生产能力,此时生产线通过一系列步骤可以达到完全生产能力,则应记录下这些变化。填写论证产能时也应同时填写日期。
2)此次产能分析报告均记作初次提交。
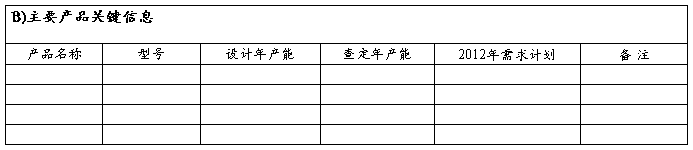
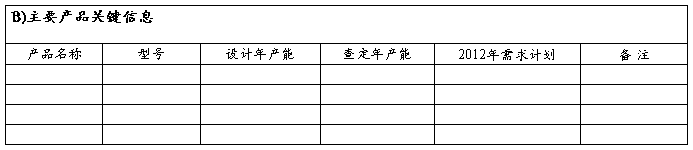
注:产品信息
1)完成产能分析报告的首先要明确需要分析的产品的详细信息。包括产品名称、型号、产能概况、客户需求信息等。
2)必要时应完善产品主要零部件供应商信息,以便及时掌握配套商供货情况,平衡零部件供货影响系数。
二、现有设备产能核算
1、预订工作时间标准
注:
1)单班时间:每班总时间-每班的总计可用小时数。
2)班次:表示的是每天每个工艺操作的班次数。
3)作业率:(总工时-无效工时)/总工时。
人员休息-如果在人员休息的时候,机器也停止运转,则输入每班中机器不运转的时间长度。
计划的维修时间-这是计划的每班中机器停机用于维护的时间长度。
4)年出勤时间:年出勤天数-表示的是每年的工艺运作的天数(扣除法定节假日、双休日)。
5)计算举例:每班8小时、每天2班次、作业率80%、年出勤302天, 净可用时间=8*2*80%*302=3865.6时。
…… …… 余下全文
篇六 :20xx公司产能分析报告模板
20##公司产能分析报告模板
一、产能修改记录及主要产品信息

注:产能分析报告——修改记录
1)产能发生变化时以便及时追踪。如进行增产以达到完全生产能力,此时生产线通过一系列步骤可以达到完全生产能力,则应记录下这些变化。填写论证产能时也应同时填写日期。
2)此次产能分析报告均记作初次提交。
注:产品信息
1)完成产能分析报告的首先要明确需要分析的产品的详细信息。包括产品名称、型号、产能概况、客户需求信息等。
2)必要时应完善产品主要零部件供应商信息,以便及时掌握配套商供货情况,平衡零部件供货影响系数。
二、现有设备产能核算
1、预订工作时间标准
注:
1)单班时间:每班总时间-每班的总计可用小时数。
2)班次:表示的是每天每个工艺操作的班次数。
3)作业率:(总工时-无效工时)/总工时。
人员休息-如果在人员休息的时候,机器也停止运转,则输入每班中机器不运转的时间长度。
计划的维修时间-这是计划的每班中机器停机用于维护的时间长度。
4)年出勤时间:年出勤天数-表示的是每年的工艺运作的天数(扣除法定节假日、双休日)。
5)计算举例:每班8小时、每天2班次、作业率80%、年出勤302天, 净可用时间=8*2*80%*302=3865.6时。
…… …… 余下全文
篇七 :公司产能分析报告
变压器产能分析报告
巨邦电气集团有限公司
1 10kV油浸式配电变压器 1.1 主要产品信息
产品名称:10kV油浸式配电变压器 1.2 现有设备产能核算 1.2.1 工作时间标准

1.2.2 生产能力计算
1.3 结论:
平均每个月能生产10kV油浸式配电变压器600多台,平均每年能生产10kV油浸式配电变压器6600多台。

2 10kV干式变压器 2.1 主要产品信息
产品名称:10kV干式变压器 2.2 现有设备产能核算 2.2.1 工作时间标准

2.2.2 生产能力计算
2.3 结论:
平均每个月能生产10kV干式变压器80多台,平均每年能生产10kV干式变压器800多台。 3 产能提升策略 3.1 人力资源:
A)增加班次,采取两班制或三班制 B)加班,适当延长工作时间

C)内部支援,其他工序暂时借调
3.2 设备资源
内部调配或快速购买
机器增加设备台数、开机时间
…… …… 余下全文
篇八 :产能分析报告
·14·第一部分货仓管理篇有以下各项优点:1.集中储存或集中管理,较易节省仓位,同时仓库及其办公室或附带设备所占的面积比例减少。2.物料集中储存或集中管理使呆料情形减少,由于存料可互济有无,可减少安全存量,因而提高物料的周转率。3.物料集中储存或集中管理对仓储管理工作较易指挥与监督。4.物料集中储存或集中管理,对于物料编号统一有莫大帮助,而且对料账处理工作之管理较易进行。5.物料集中储存或集中管理对仓库之盘点较易推行。6.物料集中储存或集中管理易发挥仓储管理的功能,容易引进先进的搬运或储存设备。7.物料集中储存或集中管理对物料品质与安全维护较易收到效果。8.物料集中储存或集中管理对物料计划较能顺利推行,并可实施批量采购而获得大量采购之利益。●物料堆放有哪些原则?物料堆放时,必须考虑下列原则:1.多利用货仓空间,尽量采取立堆放方式,提高货仓实用率。2.利用机器装卸,如使用加高机等以增加物料堆放的空间。3.通路应有适当的宽度,并保持装卸空间,则可保持物料搬运的顺畅,同时不影响物料装卸工作效率。4.不同的物料应依物料本身形状、性质、价值等而考虑不同的堆放方式。
5.物料之仓储要考虑先进先出的原则。6.物料的堆放,要考虑存储数量读取容易。
…… …… 余下全文