篇一 :线切割实训心得体会
经过一周的线切割实训,让我对线切割有了更清楚的了解,以前对线切割的认识是通过书本中的介绍和专业课老师的讲解,平时到校实训工厂也有所见到线切割机床,但都是很模糊、很大概的一个模式罢了,此次有机会自己动手操作机床,这是很开心的,也让我对这类机床有个清楚的认识。
我是数控技术专业的,平时学习数控机床时,老师也会偶尔提及到线切割机床以及线切割的优点及缺点,但都是很模糊的了解。刚开始时,老师给大伙介绍线切割机床的一些基本情况,介绍我们学校的线切割机床的种类,有快走丝、中走丝及慢走丝等,加工过程中遇见的问题,然后教我们认识并且操作机床。最后老师还介绍了如何运用Auto CAD画图,然后通过软件出图,然后读入机床,让机床自动生成程序代码,这让我们免了手动编程的繁琐,虽说我们也学过线切割的编程,但面对软件的自动编程,我们都放弃了手动编程的操作。老师教完我们操作后,就给我们制定了个任务,就是让每位同学都自己画个图,然后加工出图形,下面是我设计的图形,并且加工了出来:
因为设计时只考虑到图形的好看及创意,所以做出的图形的线条稍微多了些,但比起上届学长学姐们的还是差远了,看了他们的作品,我才有做个复杂点并且好看点的图形,但我还是忽略了计算加工时间,我把图形缩小到长39,宽为22的图形,可就那么小一个图形,都加工了将近两个小时,这完全出乎我的意料,不过最后还是加工出来了,当拿到自己设计,自己亲自动手加工的工件时,内心有种非常满足的成就感,有种“天生我才必有用”的自信。工件虽然很小,但很开心,原来线切割加工也没我想象中的那么难。
…… …… 余下全文
篇二 :电火花线切割项目报告实训总结
《电火花线切割项目报告实训总结》
在2个周中我们迎来了特种加工操作实训,虽然在这一周中我们操作线切割和电火花分别只有两天半的时间,但在这短暂的时间在我感觉收获还是蛮多的。
在第一天老师跟我们说这次的实训不要求我们熟悉掌握特种加工中机床的操作,作简单了解就行,但在实际操作之前指导老师还是非常详细、认真的向我们讲解了有关线切割和电火花机床的用法及相关原理和实训要求及注意事项,我们也是听得津津有味。
老师用单、双号将我们分为线切割组和电火花组,两天半后再对调过来,因为我是单号,所以先被安排在线切割组。
在学习线切割中,通过老师的讲解,我了解到,线切割的基本工作原理是:利用连续移动的细金属丝(称为电极丝)作电极,对工件进行脉冲火花放电蚀除金属、切割成型。它的主要用法是:利用脉冲电源加在工件与电极丝之间(一般工件接正极,电极丝接负极),通过控制系统根据预先输入的工作程序输出相应的信息,使工作台作相应的移动,工件与电极丝靠近,当两者接近到适当距离时(一般为0.01~0.04毫米)便产生火花放电,蚀除金属,金属被蚀除后工件与电极丝之间的距离加大,控制系统根据这一距离的大小和预先输入的程序,不断地发出进给信号,使加工过程持续进行,在整个操作过程中工件与电极丝之间用喷嘴喷入冷却液。它的走丝方式有两种:(1)高速走丝,速度为9~10米/秒,采用钼丝作电极丝,可循环反复使用;(2)低速走丝,速度小于10米/分,电极丝采用铜丝,只使用一次。通常第一种用得比较多。
…… …… 余下全文
篇三 :线切割实训报告
一、 实验目的
学习线切割工艺知识,增强实践能力,提高综合素质,培养创新意识和创新能力、
二、 实验内容
1、 熟悉数控线切割机床的注意事项及基本操作;
2、 学习3B编程,编制并加工工件;
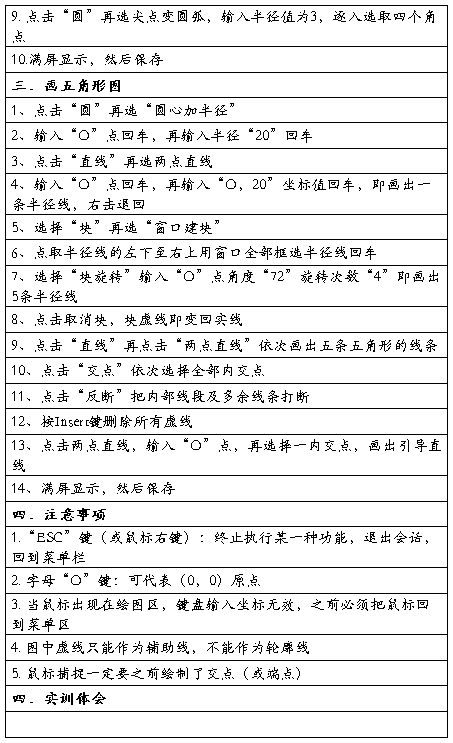
3、 根据图纸,绘图并加工工件;
三、 简述线切割机床的加工工作原理,及线切割机床加工特点,可以加工哪些形状的工件?
加工原理:利用细金属丝(钼丝)作工具电极,按预定的轨迹进行加工
加工特点及范围:线切割时电极丝是不断运动的,点击损耗极小,加工精度较高,尺寸精度可达0.02~0.01mm,表面粗糙度Ra可达1.6um或更小。线切割广泛用于加工各种冲孔和落料模具、样板及各种形状复杂的型孔、直线形型孔和窄缝等。
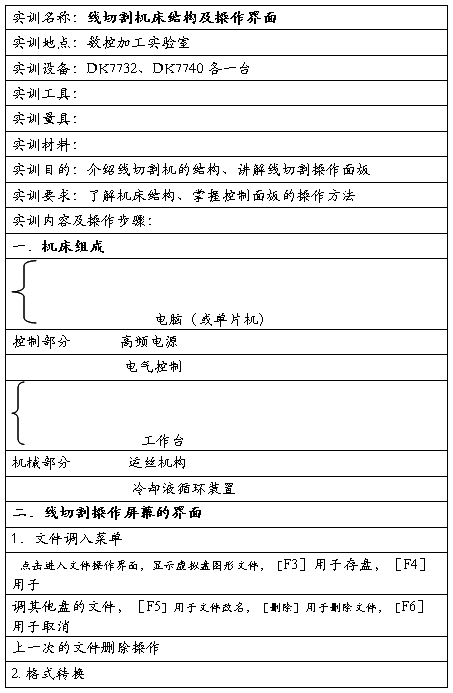
四、 简述线切割机床的构成及其完成的主要功能
数控电火花线切割机床包括机床﹑脉冲电源和数控装置三大部分。脉冲电源是电火花线切割加工的工作能源;数控装置是数控机床的核心,它接受输入装置送来的脉冲信号,经过数控装置的系统软件或逻辑电路进行编译、运算和逻辑处理后,输出各种信号和指令,控制机床的各个部分进行有序的动作。
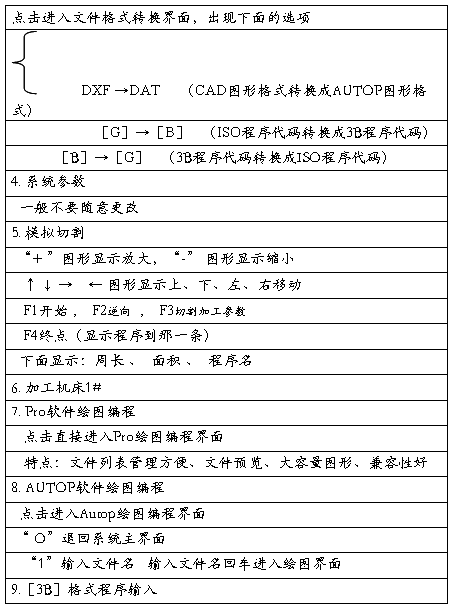
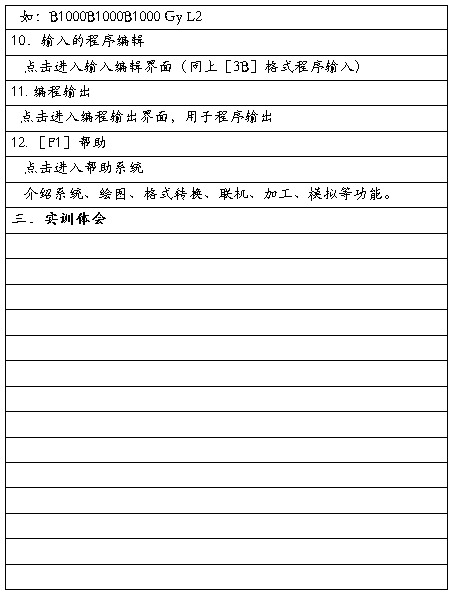
五、 简述控制机控制软件有哪几个主界面,主要完成哪些功能 文件、编译、转加工、退出
…… …… 余下全文
篇四 :线切割实训总结
实习内容:1、进一步复习巩固上学期学习线切割的各项相关要求。包括[(1).熟悉线切割机床的安全操作规程。
(2.)了解线切割机床的种类、用途及加工范围。
(3.)掌握钼丝的种类、材料、及用途。
(4.)掌握线切割机床基本加工方法及主要运动特点。
(5.)了解线切割机床的主要附件的种类及作用。
(6.)掌握电加工特点]
2、了解机床的结构工作原理以及软件作图方法包括:[(1)了解线切割机床的加工原理;
(2).了解线切割机床的结构及各部分的作用
(3.)加工范围
(4.)电规准,放电加工中的极性效应和电极丝损耗关系
(5.)加工工艺
(6.)二维实体造型]
3、学习工件的装夹测量以及切割加工的方法
4、练习加工一块40*30的矩形工件
工艺步骤:1、先在工作之前检查机床是否完全可以正常使用。
2、对机床进行穿丝,并同时检查所穿丝的各个地方是否完全正确。
3、然后开始测量毛胚各个边的长度并记录下来。
4、接着装夹工件,并选着好一个基准角,开始用千分表对工件进行校正,基本保证毛胚侧边与机床的X轴或Y轴平行。
5、然后对已经穿在机床上的钼丝进行校正,保证钼丝与工件毛胚的边能够相互垂直。
…… …… 余下全文
篇五 :模具线切割实习报告
苏州市职业大学
实训报告
名称 五金模具线切割技术员报告
20##年 11 月 28 日至 20## 年 1 月 10 日共 6 周
院 系 机电工程系
班 级 09模具设计与制造(2)
姓 名
系 主 任
…… …… 余下全文
篇六 :线切割实习报告(一)
8月x日
星期一
今天是实习第一天,早上李老师给我们大概讲了一下需要注意的安全事项和
实习的重要意义。。争取更好的把理论运用于实践。以前一直学的理论没有好好
的实践,所以我们都非常珍惜这次实习的机会。我被安排到中直机械加工公司。
先熟悉了一下工作环境和加工零件,以及掌握了我们所要加工的零件的基本结
构。。
这一周我要实践的是线切割,学会线切割的使用、画图(用YH画图软件和
CAXA画图软件两种),公司共有四台线切割机器,两台电脑控制,所用软件不同。
下午我将公司将要生产的这一批汽车配件的图纸打印了,认真看了一下。
分析了一下,与我们所学的CAD不同的是,工厂在实际生产中为了方便,会
把二维三维放在一张图纸上,而我们为了严格都是分开画的。。还有就是明细栏
也比我们的明细更加简洁,我想这都是为了方便工人师傅吧。。。
8月x日星期二
首先理解电火花加工的加工原理及工艺技术:
(一)数控电火花线切割机床加工原理:
电火花线切割是通过线状工具电极,对工件进行脉冲性放电加工的。工作时
脉冲电源的正极接工件,负极接电极丝。
1
(二) 数控电火花线切割机床加工特点:
…… …… 余下全文
篇七 :线切割实训报告
线切割实训报告
班级:________________
姓名:________________
学号:________________
指导教师:________________
实训时间:________________

分析零件表面加工质量
实训总结
…… …… 余下全文
篇八 :线切割实训报告(10-11上)
线切割实训报告(1)
线切割实训报告(1)
线切割实训报告(1)
线切割实训报告(2)

线切割实训报告(2)
线切割实训报告(3)

线切割实训报告(3)
线切割实训报告(4)
线切割实训报告(4)
线切割实训报告(5)
线切割实训报告(5)
线切割实训报告(6)
线切割实训报告(6)
…… …… 余下全文