数控车削实习报告
数控车削实习报告
一. 术语名词解释。(每题8分)
1. NC、CNC、MC——NC数控(Numerical Control)、CNC计算机数控
(Computer Numerical )、 MC加工中心(Machining Center)。
2. 闭环控制——有位置测量和信息反馈装置的控制系统称为闭环控制。
3. 开环控制——没有位置测量和信息反馈装置的控制系统称为开环控制。
4. 直线插补——以折线拟合斜线的运动轨迹。
5. 圆弧插补——以折线拟合曲线的运动轨迹。
二.问答题(每题12分)
1.写出本人使用的数控机床的型号与主要组成部分。
使用机床:TK40A。T——TY系列,K——数控,40——机床最大回旋直径的十分之一, A——厂家改型型号。
主要组成部分:1,控制系统(工业用控制计算机)
2,伺服驱动系统(交流伺服电机)
3,机床本体 (床身、卡盘、刀架、尾架等)
2.数控机床与普通车床相比,结构与操作上有哪些主要优点?
结构:数控车床受微机控制,传动系统与普通车床相比大为简化,
重复定位精度大为提高。
操作:操作简便灵活,安全性高。降低了劳动强度,提高了工作效率。人工参与少,质量稳定性好。
3.写出本人所使用数控机床的控制系统名称,该系统程序的主要功能代码及含义。
控制系统:FANUC。
主要功能代码及含义
G——准备功能代码。G00:快速进给,G01:直线插补, G02:顺时针圆弧加工, G99:转进给。
F——进给功能代码。F0.2:进给量
M——辅助功能代码。 M03:主轴正转,M30:程序结束并回到文件名的开始,M43:主轴高速运行。
T——刀具功能代码。T11:调用1号刀位上的刀具。
S——主轴功能代码。S600:主轴以每分钟600转的转速运行。
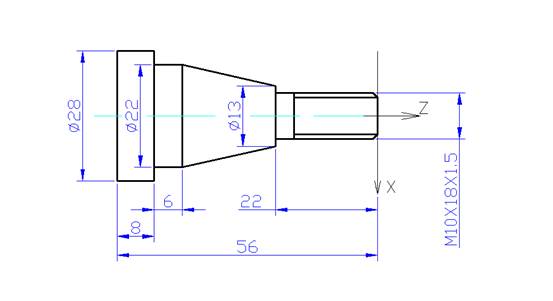
4.写出数控车削实习中本人完成的零件名称,并按图纸排出工艺、编出加工程序。
零件名称:微调轴。
程序
O9527
N10 M43 M03 S600;
N20 G99 T11;
N30 G00 X40 Z0;
N40 G01 X0 F0.15;
N50 G00 X28 Z1;
N60 G01 Z-60;
N70 G00 X29 Z1;
N80 G00 X22;
N90 G01 Z-48;
N100 G00 X23 Z1;
N110 G00 X9.8;
N120 G01 Z-22;
N130 G01 X13 ;
N140 G01 X22 Z-42;
N150 G00 X80 Z150;
N160 T22;
N170 G00 X12 Z5;
N180 G92 X8.5 Z-18 F1.5;
N190 G00 X80 Z150;
N200 T33;
N210 G00 X40 Z-56;
N220 G01 X0;
N230 G00 X80 Z150;
N240 M30;
5.数控加工编程方法有哪几种?
编程方法有两种:手工编程、自动编程。
手工编程:是由用户根据加工要求,使用该机床的指令代码手工书写数控程序,再通过手工方式将程序输入到NC中。
自动编程:是由用户运行编程软件,输入零件图纸和加工参数(如进刀量、背吃刀量、切削速度,工件材料、毛坯尺寸等),由编程软件自动生成数控程序。
第二篇:数控车实习报告
工程训练实习报告
实习内容:数控车学生姓名:郭铃学 号:专业班级:车辆实习单位:南昌大学工程训练中心
5902410008 101班
%
N0010 O7008
N0020 M03S500T0808 N0090 X14 N0100 G01X18Z-3 N0105 G00Z1 N0107 X11 N0108 G01Z0 N0109 X16Z-1 N0110 G00X25 N0120 G00X20Z-33 N0130 G01X16Z-50 N0140 Z-60 N0150 G00X18Z-44 N0160 G01X12Z-50 N0170 Z-60 N0180 G00X14 N0190 Z-50
N0200 G01X8Z-52 N0210 Z-54 N0220 X10 N0230 Z-60 N0240 X20
N0280 G00X22Z1 N0290 X10Z1 N0300 G01Z0
N0310 G03X19Z-5R5F0.1 N0320 G01Z-8.4
N0330 G01X17.8Z-9.5 N0340 G02Z-13.9X17.8R4 N0350 G01X18.5Z-15 N0360 Z-16.4
N0370 X17.8Z-17.5
N0380 G02X17.8Z-21.9R4 N0390 G01X18.5Z-23 N0400 Z-24.4
N0410 X17.6Z-25.5
N0420 G02X17.6Z-29.9R4 N0430 G01X18.5Z-31 N0440 Z-33
N0450 G03X12.3Z-46.3R30 N0460 G01X6.5Z-52.2 N0470 Z-54.8 N0480 X9.5 N0490 Z-59
N0500 G03X7.9Z-60R1 N0505 G00X23 N0507 Z1 N0508 X9 N0510 G01Z0
N0310 G03X18.5Z-5R5F0.1 N0320 G01Z-8.4
N0330 G01X17.3Z-9.5 N0340 G02Z-13.9X17.3R4 N0350 G01X18Z-15 N0360 Z-16.4
N0370 X17.3Z-17.5
N0380 G02X17.3Z-21.9R4 N0390 G01X18Z-23 N0400 Z-24.4
N0410 X17.3Z-25.5
N0420 G02X17.3Z-29.9R4 N0430 G01X18Z-31 N0440 Z-33
N0450 G03X11.8Z-46.3R30 N0460 G01X5.9Z-52.2 N0470 Z-55
N0480 X8.9 N0490 Z-59
N0500 G03X7.9Z-60R1 N0530 T0404S200 N0540 G01X0S200F0.03 G00X22 X100Z100 T0800 M05 M02
%
O6668
N0010 M3S500T0808 N0012 G00X16Z1F0.1 N0013 G01Z-15 N0014 X21Z-18 N0014 G00Z1 N0014 X12 N0014 G01Z-14 N0014 X21Z-15 N0014 G00Z1 N0014 X10 N0014 G01Z-11 N0014 X9Z-12 N0014 X10Z-13.5 N0014 X20Z-17 N0014 G00Z1 N0014 X6 N0014 G01Z-6 N0014 X11Z-7 N0014 Z1G00 N0014 X3.5 N0014 G01Z-5 N0014 X8 N0014 G00Z1 N0014 X22 N0014 Z-21 N0014 G01X17Z-23 N0014 Z-42 N0014 X21 N0014 G00Z-23 N0014 G01X13Z-25 N0014 Z-34 N0014 X21Z-42 N0014 G00Z-25 N0014 X15 N0014 G01X10Z-26 N0014 Z-31 N0014 X15Z-35 N0014 G00X21 N0014 Z1 N0015 G00X0Z1F0.1 N0030 G01Z0
N0050 X9.5Z-8 N0060 Z-10
N0070 G02X9.8Z-14R3.5 N0080 G03X10.8Z-25R6 N0090 G02X8.5Z-30R6 N0100 G01X15.5Z-40 N0110 G03X12Z-42R1.5 N0120 G00X20 N0130 Z1
N0020 G00G42X0Z1F0.1 N0030 G01Z0 N0040 X2Z-5 N0050 X9Z-8 N0060 Z-10
N0070 G02X9Z-14R3.5 N0080 G03X10Z-25R6 N0090 G02X8Z-30R6 N0100 G01X15Z-40 N0110 G03X12Z-42R1.5 N0115 G00X25 N0117 G40Z100X100 N0118 T0404S300 N0119 G00X21Z-42 N0120 G01X0F0.03 N0130 G00X22 N0140 X100Z100 N0150 M05 N0160 M02 %
%
O7118
M3S500T0808
G00X17.6Z2.191F0.1 G01Z-40.113 X22.Z-60. G00X22.Z2.191 X13.2 G01Z-26.629 X17.6Z-33.371 G00Z2.191 X8.8
G01Z-17.865 X13.2Z-24.438 G00Z2.191 X4.4
G01Z-8.933 X8.8Z-15.506 G00Z2.191 X1.7 G01Z-2.191 X4.4Z-6.742 G00Z2.191 X8.3
Z-13.315
G01X6.6Z-18.876 X12.1Z-21.405 Z-26.629X11. X15.4Z-28.989 Z-32.191
X14.3Z-33.708 Z-41.124
X18.7Z-42.304 Z-46.686 X16.Z-50.056 X19.8Z-55.618 Z-62.36X18.5 X20.4Z-64.551 Z-66.742 G00X22. Z-20.056 X11.
Z-27.978 X16.Z-29.663 X12.1Z-34.551 Z-41.124 X18.2Z-44.157 Z-46.349 G01X14.9Z-48.877 Z-50.731 X19.8Z-53.427 G00X23.1 Z0.
G00X0.Z2.191 G01Z0.X0.3
X3.1Z-11.124
G03X3.9Z-20.056R5.8 X9.4Z-22.416R7 G03X9.4Z-28.82R6 G01X14.6Z-29.832 Z-30.
X10.2Z-34.551 G03Z-42.135X9.4R6.5 G01X17.9Z-44.326 Z-44.495
X13.5Z-48.202 Z-51.236
G02X16.5Z-53.09R3 G03X16.Z-62.36R7 G01X18.7Z-63.371 G03X18.2Z-66.742R2 G00X24.2 Z2.382 X0.F0.1 G01Z0.
X2.8Z-11.124
G03X3.3Z-20.056R5.8 X8.8Z-22.247R6 G03X8.3Z-28.989R6 G01X14.3Z-30. Z-30.
X9.9Z-34.551 G03Z-42.304X8.8R6.5
G01X17.6Z-44.495
X13.2Z-47.865 Z-51.236
G02X15.5Z-53.427R2 G03X15.4Z-62.36R6.5 G01X18.7Z-64.551 G03X18.2Z-66.742R1.3 G00X24.2 G00X100Z100 T0404S300 X24.2Z-71.461 G01X0.F0.03 G00X24.2 G00X100Z100 T0808 M05 M02 %
第三篇:数控车床实训报告
寒冷的十二月悄悄地来临了,我们班级为期两周的数控车床编程与加工实践教学课程也开始了。南昌这个地方的十二月虽然,十分的寒冷,我们学院给我们发放的实训服又十分的单薄;但是,我们全班同学都没有被寒冷的天气打到,我们每一个同学每天的8点20准时去我们学院的数控铣床与车床实训基地,进行我们班级为期两周的数控车床实践教学课程,从来没有人不愿意去的。在实训期间,对于老师安排给我们的任务,我们每个人都是保质保量的完成了。并且,有的人还超额完成了任务。这次实训的学习后,我们每个人都在数控车床这方面增强了许许多多的知识,至少每一位同学都能够独立操作数控车床加工零件了,并且加工出来的零件可以达到要求的尺寸。还有通过本次实训学习,让我们知道了我们在教室里学习的FANUC系统的数控车床编程和华中数控系统的数控车床编程的不同点,并且我们把这些不同点都很好的掌握了,可以说现在不管是使用FANUC系统编程,还是使用华中数控系统编程零件,我们都是可以十分灵活的编写出来的。并且,一定是可以拿到数控车床上加工出来我们需要的零件的。为期两周的数控车床实践教学课程就在我们十分不舍的心情中结束了,实训的结束那就面临着我们实训报告的开始,这两周的实训也让实训报告的丰富打下了基础。
一、 数控车床实训目的与意义:
通过实训,让同学们在学习了数控车床的理论知识课程的同时,能够好好的整体认识一下数控车床;并且,熟练掌握数控车床的操作和日常维护与常见的故障的判断和处理。进一步的让我们掌握数控车床编程在实际生产中的应用和实际生产中加工零件的方法;其次,让我们可以更好的接触数控车床的加工,使得我们不会对数控车床加工零件的陌生,为我们以后出去工作积累经验。主要是可以让我们系统、完整的掌握数控技术,更快更好的适应机械专业的发展和需要。其次,
本次实训是学院安排的理论和实践结合教程的教学任务,也是我们必须的学习计划。
二、 数控车床实训要求:
第十五周的实训开始之前,带领我们班级实训的吴老师和邓老师就和我们全班同学进行了一个见面会,在此次见面会上吴老师和邓老师就向我们说明了本次实训课程有一下几点规定:
1、 实训应在老师的知道下由学生独立完成,在实训中提倡
独立思考、深入钻研、苦学巧干的学习态度,要严肃认
真地完成实训任务,增强自己的实践动手能力。
2、 所有参加实训学习的同学,到实训基地操作数控车床一
律需要穿实训服;并且,女生需要戴帽子。如果,没有
穿实训服来实训基地的学生,被抓到一次将在实训成绩
上扣除10分予以惩戒。其实,穿实训服到实训场地实
训也是为我们的安全做保证,因为由于没有按照规定穿
戴好实训衣物和佩戴好帽子,而引发的安全事故已经发
生了太多了,并且这些事情就发在我们身边。因此,老
师要求我们穿戴实训服也是为我们着想。
3、 实训期间严禁同学们私自离开实训岗位,并且离开实训
场地;如果,被抓到了将在实训成绩上扣除10予以惩
戒。
4、 实训数控车床加工期间,严禁两个人一起操作一台机床。
这也是为了我们的人身安全考虑,并且,这也是国际上,
明文规定不允许的。
5、
6、 严禁不向老师请假,私自离开实训场地和不到实训场地上课。否着,与以扣除实训成绩10分为惩罚。 向老师请假必须得到了老师的批准,才能算是请假合格。
否着,与以扣除实训成绩10分为惩罚。
7、
8、 严禁违规操作数控车床。 按时按要求上交任务工件。
三、 数控车床实训内容与任务:
(一)、数控车床实训内容:
1、 数控车床操作面板的熟悉。
2、 数控车床的基础操作。
3、 数控车床刀具的选择与安装。
4、 数控车削编程学习与练习。
5、 数控车床对刀的练习。
6、 数控车削加工学习与练习。
7、 数控车床零件加工程序的输入练习与考试。
8、 数控车床零件加工的练习与测试。
9、 根据零件图进行编程与零件加工的练习与测试。
10、 螺纹零件的编程与加工。
(二)、数控车床实训任务:
1、书本《数控加工综合实训教程》中,第14页图1-7的外螺
纹零件的编程与加工。
2、书本《数控加工综合实训教程》中,第17页图1-8螺纹轴
零件的编程与加工。
3、书本《数控加工综合实训教程》中,第10页图1-4双头阶
梯轴零件的编程与加工。
四、 数控车床实训仪器与设备:
1、 一组一台能够正常使用的数控车床。
2、 一组一副能够正常使用的游标卡尺。
3、 一组一副能够正常使用的螺纹的通规与止规。
4、 一些大小合适的尼龙棒。
五、 数控车床实训过程:
数控车床实训开始之前,老师先让我们自由熟悉了数控车床的操作面板。在我们都熟悉了之后,老师给我们进行讲解数控车床的基础操作。其中,包括数控车床的开机、关机、手动与增量控制数控车床的进给、回零点、控制主轴运转、零件程序的输入、毛坯的装夹和刀具的安装等一切基础操作。在讲解完成这些基础操作之后,老师也让我们练习了下这些讲解的基础操作;并且,老师还对我们进行了数控车床基础操作的考核。基础操作考核完成之后,老师又给我们安排了数控车削的编程课,让我们学习数控车削的编程知识和练习编程。我们在教室里练习了一段时间的编程之后,老师又把我们带回到数控实训基地进行数控车床对刀的练习,为以后的数控车削加工打好基础。在我们基本都掌握了数控车床的对刀之后,我们开始了本次实训实训的重头戏—数控车削加工。我们每一个小组都认真、紧张的进行着加工零件的练习,基本上每一个人都进行过数控车削加工的练习。在我们实训结束的前三天的一个早上,老师给我们下达了本次数控车床实训的任务,加工书本《数控加工综合实训教程》中的三个零件;并且,在实训结束的那一天上交,这次加工的零件将会进行打分。接到本次任务之后,我们每一个小组的每一名组员的是认认真真的去完成,大家一起讨论零件的加工程序、一起商量零件加工的工序。大家都各自发表自己的想法,在一起找到合适的方法;实在解决不了的难题我们会虚心的向老师请教,可以说实训基地里充满了一份浓烈的学习氛围。在实训结束那天我们每一个人都自信满满的上交了自己加工完成的零件给老师,每一名同学都完成了自己的任务;并且,每个人都收获到了不错的知识。我相信,在以后大家一定会好好利用这些知识的。
六、 数控车床实训心得:
真是“光阴似箭,时光如梭”呀,为期两周的数控车床实训就这么一杂眼就结束了。回顾这两个星期的实训,还真让我学习到了十分十分多的知识,也增涨了我的许多许多数控车削编程与加工方面的能力。
通过本次数控车床的实训让我更加的了解清楚了数控车床,对数控车床的操作与维护方面有了一个全新的认识。本次实训也让我知道了数控车床装夹毛坯的方法,数控车床加工零件的合理工序。本次实训还让我明白了数控车床加工零件,应该如何保证零件的尺寸和其他要求。可以说,通过本次实训让我在数控车削编程与加工上,具有初步的独立操作能力。在进行数控车削加工的过程中,让我明白了做事要认真小心细致,不得有半点马虎。同时也培养了我坚强不屈的本质,不到最后一秒决不放弃的毅力!就好像我在使用数控车床加工我们的任务零件的时候,我在加工螺纹轴零件的时候,我就因为加工时候有一点小马虎,造成了我做的那个零件直接就报废了。但是,在我做第二次的时候我就小心细致,一点都不马虎,最后我们零件以完美的做成功。并且,这个零件我在实训结束那天把它交上去给老师了。通过本次实训最重要的是培养和锻炼了我的劳动观点、质量和经济观念,强化遵守劳动纪律、遵守安全技术规则和爱护国家财产的自觉性,提高了我的整体综合素质。并且,让我对安全加工零件的意识有了十分大的增强。
本次实训让我学习到了十分十分多的知识,我也希望以后可以进行更多这样的实训教学。
-
数控车床实训报告
寒冷的十二月悄悄地来临了,我们班级为期两周的数控车床编程与加工实践教学课程也开始了。南昌这个地方的十二月虽然,十分的寒冷,我们学院…
-
数控机床实习报告
数控车床实习报告前言机床是人类进行生产劳动的重要工具也是社会生产力发展水平的重要标志普通机床经经历了近两百年的历史随着电子技术计算…
-
数控车削加工实训报告
专业:数控技术班级:11009班姓名:学号:32号指导老师:日期:20XX年11月27日一.实训的目的和要求:知识目标:加深学生对…
-
数控车削实习报告
数控车削实习报告一术语名词解释每题8分1NCCNCMCNC数控NumericalControlCNC计算机数控ComputerNu…
-
数控车床实习报告
数控车床实习报告姓名学号班级指导教师机电与信息工程学院20xx年05月11日数控实习报告一实验目的1熟练掌握CNC6140CI系统…
-
数控加工实习报告1
数控加工操作实训实习报告一.实习意义和目的:通过实习,使学生在学完数控技术等相关理论课程的同时,熟练操作数控机床,熟练数控机床的日…
-
数控车床,加工中心实习报告
青岛理工大学琴岛学院机电工程系实习报告实习类型:毕业设计实习地点:专业名称:机械设计制造及其自动化学生姓名:指导教师:20xx年x…
-
数控加工实习报告
数控加工实习报告机加实习报告实习目的及意义机加实习大家都期盼着它的到来期盼在学习偷懒去享受一下工厂生活难而实习后我觉得实习生活和以…
-
五金零部件加工厂实习报告
五金零部件加工厂实习报告我实习的单位是一家五金零部件加工厂生产的零部件种类很多主要是以冲压的零部件为主每一批的订单都不多属于种类多…
-
数控加工实训报告范文(车铣)
目录数控铣床实训2实训目的和意义2数控铣床简介2数控铣床主要功能3数控铣床加工范围4数控铣床的指令5数控铣床的对刀6数控车床实训7…