高炉投产的摘要总结
高炉投产以来的简要总结
在公司领导和莱钢工作组的指导下,在全厂广大干部职工的积极努力下,高炉于20xx年1月22日竣工投产,22日下午16:26点火送风,24日15:48出第一次铁水。当天第1—3炉铁流入干渣坑,25日第一炉铁开始计算铁次、冲水渣,截止二月底共生产生铁34516吨。其中合格铁26042吨,号外铁8474吨,最高日产2月17日为1509吨。
本次开炉很不理想,当送风仅2小时,就因热风炉热风阀法兰漏风被迫在18:30休风处理,于23日17:50复风。休风时间是23小时28分,这是开炉实属少见,在热风炉打压时就发现热风阀法兰不严,由于处理不细,就急于送风造成隐患。复风后崩料的原因14#风口跑风,25日更换14#风口,休风18小时,26日又更换10#、14#、16#风口,休风13小时,28日又更换14#、17#风口休风3.9小时。这几次风口跑风,主要是炉况不顺崩料造成的,在炉子不顺的情况下,开炉仅一周时间,在2月1日由于炼钢定修8小时,高炉又安排计划休风9小时,实际为12.4小时,给高炉生产、炉况恢复造成难度很大。复风后,2月2日夜班连续崩料,8点多形成大型管道,被迫休风,堵3--16风口,由1、2、17、18四个风口送风,此次造成炉缸大凉,先后出号外铁232吨,干渣坑出渣铁15次,才有好转,损失产量2000多吨。4日炉况恢复正常,17日达到日产1509吨,21日炼钢又定修8小时,高炉安排计划休风5小时,在检修过程中,料车事故,实际休风21.9小时。复风后又二次大崩料,造成第2次炉子大凉,又堵风口3—15,出号外铁506吨。2月份由于休风频繁、时间长、连续
崩料、炉温波动大,造成号外铁多。二月份生产生铁27535吨,出号外铁5889吨,合格铁21646吨。其中铸造铁11883吨,炼钢铁9847吨,月铸造铁高达54.9%,焦比高 593kg/tFe,利用系数低 1.3t/日M,休风率高达7.9%,合格率低为79%。主要的技术经济指标详见下表:

3
一、 高炉装料、操作情况
1月20日22点—21日4点,高炉装木材6个小时,21日15点开始上开炉料,22日16点开炉料上完,16点25高炉点火送风,送风口1、2、4、6、8、11、13、15、17、18,共10个风口送风,送风速度130m/秒,风温603℃,风量750m3/min,风压70kpa。
净焦、空料、正常料组成如下:
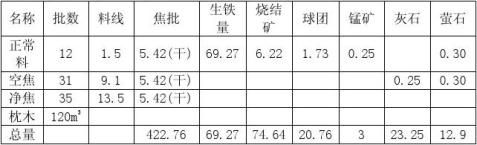
开炉焦比422.76/69.27=6.1t/tFe
开炉第一炉铁Si=2.64 第二炉3.3 第三炉2.26 按开炉焦比6.15t/tFe,是不高的。按入炉焦炭量422.76吨,有些不相对应,说明电子称不准。在上料时也曾校称几次,看料几次,24日发现沟下称量有误差校称一次,26日发现沟下上料焦炭水分没输入,少上焦炭6%10多个小时,
造成炉子大凉,出号外铁1000多吨,开炉第三炉铁,高炉发现渣中MgO低3%,查原因是烧结矿MgO低,仅为1.3%左右,烧结作业区召开紧急会议,调整变料,将烧结矿MgO提高到2%,为高炉创造了条件。开炉操作风温低,只为603℃。本次开炉入炉焦比6.10,也是开炉少见的。
二、 高炉烘炉和热风炉烘炉情况
由于热风炉竣工与高炉竣工不同步,因此热风炉烘炉后等待高炉烘炉,热风炉于10月10日开始烘炉,恒温延续3个月,高炉于1月10日开始烘炉,19日结束,9天烘炉时间。这次热风炉采用天然气烘炉,由于天然气紧张,锅炉不能启动。因此,想出了一个高炉新的烘炉方案,用助燃风机管道与冷风管道接通烘高炉。高炉烘炉实践证明还是可取的,在高炉烘炉9天时间,锅炉和风机没起动可节约大量天然气,炉凉采用自然通风,打口2—4个风口大盖。
三、 高炉和热风炉、燃气系统打压情况
高炉分三个系统打压
1、 高炉本体打压,在烘炉前打压2次发现2#风口、5#风口、
9#风口与鄂颈管交接处,12#风口等10多处漏风,经处
理后又打压一次,然后烘炉,烘完炉以后又打压一次,
压力为150kpa。
2、 热风炉本体打压1# 2#煤气阀,热风阀均漏风,经处理后
又第2次打压,压力200kpa。
3、 煤气系统打压,从布袋除尘器开始到均压阀组打压
150kpa,由于阀组后为低压管道出现爆裂一次。经检修
后恢复,满足生产要求。
四、 炉前操作情况
炉前双砂口、主沟、流铁沟,及铁罐各罐位,在开炉时满足了生产要求,投入正常运行。开炉前三次铁放入干渣坑,第四次铁25日第一炉次,算正常出铁,开始冲水渣,由于水渣水量波动和设备不正常,造成1#粒化轮损坏,修复和更换各一次,由于缺乏经验,出铁前各岗位检查不够,1月26日造成砂口凝死,转入干渣坑放渣铁,损失产量100t左右,2月7日泥炮故障,造成休风3.15小时。以上说明岗位责任制落实不够,操作不统一,现场管理混乱,工器具摆放不规范,保温剂使用不合理,往主沟随便扔,钢钎、氧气管、钻杆消耗量大。浪费严重,缺乏管理制度和考核制度。
五、 原料、卷扬上料情况
开炉原料,卷扬上料不正常,漏料阀门卡,堵塞多次,第一个小时只上一批焦炭,自动上料不行改手动,21日15:30开始开炉上料,19:30处理好后改为自动上料,18:50净焦上完,23:16开始上空焦。22日3:25空焦上完,16:00正常料上完。总计装料时间为24小时30分钟,上料开始由不正常逐步转为正常,操作人员逐步熟悉和掌握上料操作。
六、 燃气、除尘系统情况
开炉初期因天然气紧张,天然气除供热风炉、烧结外,锅炉烧天然气就显紧张,因此高炉烘炉采用助燃风机烘炉。而且又积极组织焦炉煤气接入我厂,经多方努力,于1月22日13:35热风炉烧上焦炉煤气,缓解了天然气紧张局面。锅炉转入正常供气。22日高炉点火后,25日0:38引
高炉燃气,26日10:50热风炉开始烧上高炉煤气,锅炉于26日下午烧上高炉煤气,彻底解决了煤气平衡问题。
七、 铸铁系统
在高炉投产前铸铁机经3次热负荷试车,把热负荷试车出现问题,流嘴链带及时处理,磁吊盘不能进入轨道装卸铁块,经改造后可正常操作,满足生产需要,为高炉创造条件。
八、 烧结生产情况
烧结于12月17日、22日冷负荷试车,由于漏风严重,负压仅为2Kpa,点火后烧结没烧好,经处理后于1月7日16:00正式投产运行。开始由于配比、漏料等因素波动造成烧结碱度波动大,由1.3—2.1,经多次调整逐步稳定下来,烧结矿TFe56.5,碱度1.8,满足了高炉生产需要。1、2月份共生产烧结矿110948吨。
九、 热力锅炉、风机情况
2#、1#锅炉分别与11月18日、12月16日点火,经吹扫管道干净后,风机于12月3日启动试运行,元月6日为高炉打压试漏送风。22日高炉点火后正常运行,风机安全生产出口风压为0.4MPa,高炉风压0.19Mpa,风机压力就波动厉害,造成高炉减风多次,2月5日突然停风造成高炉休风156分钟,因此锅炉必须精心操作,抓好检修,稳定风机压力,保证高炉风量,减少波动。2#锅炉1、2月份生产蒸汽分别为3251吨、4815吨。
今后的几点建议
1、 高炉要统一操作,每天要制订出操作方针,各班工长要按操
作方针搞好操作,稳定热制度、送风制度、造渣制度,大的加风和减风,一定要注意顶压同步操作,防止高炉崩料管道,难行和悬料,导致炉缸大凉等事故。稳定操作后要尽快达产,争取在三月份打出月产6万吨的水平。
2、 抓好炉前统一操作,落实岗位责任制,防止和杜绝砂口凝死
事故的再次发生。铁罐要放满,铁量要大于10t为宜,防止粘罐和凝罐。因此按上料批数和炉温变化,判断每次出铁量,确定每次出铁罐数。要加强原材料、保温剂、备品备件的管理制度和考核制度,降低消耗,炉前工器具要摆放整齐。
3、 要抓好炉前水冲渣工作,二台粒化轮、水冲渣要保持良好状
态;出现问题必须要及时处理,当冲渣时出现水量不足和设备停转,必须要立即改另一台冲渣,运行时要做好监测,防止粒化轮再次损坏的重复事故发生。
4、 烧结作业区要抓好烧结生产的稳定,烧结化学成分和碱度要
稳定。MgO、Al2O3的含量要达到规定要求,为高炉生产出强
度好、质量高的优质烧结矿。
5、 原料卷扬系统要精心操作,防止操作失误,保证高炉正常上
料,防止因设备等事故造成低料线。
6、 为高炉尽快达产,热力作业区要抓好风机的稳定运行、维修,
减少波动,积极组织新风机的安装。为企业增效,锅炉尽量用高炉煤气烧炉。
7、 积极组织大铁和还原铁厂的高炉煤气,锅炉蒸汽管道的接
通。为高炉生产创造良好的条件。
8、 生产技术科、财务科、经营科等科室要抓好生产统计成本分
析,原燃料进厂和产品外销工作,降低成本,增加企业的经营效益。
生产技术科
2005/3/4
第二篇:高炉投产跟踪工作总结

工作总结
新高炉投产跟踪工作总结
一、白班生产情况:
1. 投产跟踪时间:20xx年3月26日白班(8:00-20:00)12小时
2. 投入原材料:三道砣笋6278.5公斤 及 副料(反射炉渣、高炉炉底渣和脱硫塔碱渣)3825公斤合计10103
公斤
3. 耗用辅助材料:木炭28公斤 铁粉20公斤及焦炭2482公斤
4. 产品产出(元水):3220公斤
5. 操作员工:4人
二、夜班生产情况:
1. 生产时间段(20:00-8:00)12小时
2. 投入原料:三道砣笋7739.5公斤及副料(反射炉渣、高炉炉底渣和脱硫塔碱渣)4955公斤合计12694.5公
斤
3. 耗用辅助材料: 铁粉25公斤及焦炭2371公斤
4. 产品产出(元水):7739.5公斤
5. 操作员工:4人
三、跟踪生产总结:
今天是新高炉投产的第一天,公司安排我进行生产跟踪,由于我对高炉生产工艺流程和相关细节了解不够,
对生产前的准备和检查工作不到位,因风机线路问题影响收尘系统导致延误生产1个小时,另今天开炉用了2
个小时引火,今天正常生产约21小时,投入原材料砣笋14018公斤、副料8780公斤,合计22798公斤;耗用
辅助材料木炭28公斤、铁粉45公斤及焦炭4853公斤;产出原水10959公斤。
根据今天生产情况总结喂料配比:每次喂料一斗车焦炭、加入原材料一斗车砣笋和一斗车副料;正常喂料
时间约28分钟/次(除去放元水延迟加料时间);焦炭与原材料的重量比例约1:4.7;副料与砣笋的重量比例约
1:1.6;
生产中发现的一些问题:
1. 高炉车间无生产工艺流程及设备分布图的问题
2. 无安全操作规程的问题
3. 根据生产实际高炉车间必须配置生产看板的问题
4. 高炉用水未完全循环利用的问题
5. 收尘巷道不够密封;还有现在高炉和鼓风炉共用一条收尘管道,鼓风炉分叉处管道未完全密封封闭的
问题;
整改建议:
1. 制作工艺流程和设备分布图:有了工艺流程和设备分布图,能让操作员及管理人员易懂操作原理,出
现问题,便于发现问题的关键点,能有效及时的进行处理。
2. 制作安全操作规程:高炉属于高温作业,具有一定的危险性,如:放元水时要配带防护眼镜、手套、
保持一定的距离,注意防止元水溅入眼睛或身上;柚子刚出炉温度过高,拖到指定的堆放区域或临时
堆放点让它自然降温,不能马上泼水降温,因为柚子温度过高泼水会出现爆破现象,容易对人造成伤
害等等安全事项,制作安全规程就是警示、预防工伤事故的发生。
3. 制作生产看板:(看板书写内容:生产日期、班次及操作人员名单、投入原料及辅助材料重量明细,生
产元水的重量、当班特殊情况及注意事项、交接班情况等),根据生产实际情况,高炉生产属于计件承
包形式,承包人理应配合公司管理提供看板上应书写的内容,并每日根据生产实际数据填写日报表,
管理人员只需在交接班时进行数据登记、核对和高炉日报表的审核,无需长期派人跟踪值班,这样做
永兴县鸿福金属有限公司 YONGXINGXIAN HONGFU METAL CO.,LTD,
工作总结
可减少承包后的额外管理费用,我们的目的是要数据准确和成本降低,必须做好沟通工作让承包人认
真配合本应属于他们的工作。
4. 高炉用水未完全循环利用:公司现在用水完全依赖井下水,而井里的水又非常有限,既要满足生活用
水又要满足生产用水,从昨天开炉的第一天就出现供水困难的问题,现在处于春夏季就这样,冬季问
题肯定会更严重,所以必须尽快解决让水循环利用。
5. 收尘巷道密封、高炉和鼓风炉共用一条收尘管道的问题:收尘巷道和收尘管道高炉连接鼓风炉交叉段
密封效果都存在问题,在收尘系统大风机未开的情况下密封不好处就会跑烟,正常生产情况下收尘系
统运行大风机开起是没有问题的,但是开炉引火需要2个小时左右时间,为了节约用电是可以不开收
尘系统大风机的,让高炉配置的送风系统小风机进行引火升温,我想可能存在升温速度稍慢,但影响
应该不大。
因我对生产了解有限,还有很多问题不能及时发现和发表更好的建议,请各位同事给予指导!
总结人:李文
20xx年3月27日
永兴县鸿福金属有限公司 YONGXINGXIAN HONGFU METAL CO.,LTD,
-
某大型原油储备库热力管网投产总结
某大型原油储备库热力管网投产总结摘要:原油储罐储存高凝点原油时,需要维温以保证原油不凝固,热力管网的顺利投产运行保证了维温所需热量…
-
投产总结
Siebel组投产总结本次投产从7月7日开始到10日顺利结束总体来说又是一次成功的投产但在投产过程中还是暴露出一些问题在此进行总结…
-
试生产情况总结报告
连云港XX科技有限公司年产100吨邻苯二甲酰甘氨酸甲酯年产100吨N甲基N乙烯基乙酰胺项目试生产情况总结报告1企业概况介绍连云港X…
-
达标投产总结
庙城110kV输变电工程土建部分达标投产工作报告北京城建远东建设投资集团有限公司20xx年3月在北京市电力公司和怀柔供电公司的正确…
-
20xx年达标投产总结及自检报告
报告单水电七局20xx质字001号合同名称上通坝水电站引水隧洞工程C41标段施工合同编号MLHSTBJJC41上通坝水电站引水隧洞…
-
20xx年全年食品药品监管工作工作总结(摘要)
官池食品药品监督管理所二0一三年度工作总结20xx年,我所在县局的正确领导下,按照十八大报告提出的食品药品监管工作新要求,坚持以科…
-
德育工作总结(摘要)
德育工作总结一学期来,我们坚持以人为本,把学生看成德育的主体,充分发挥学校在未成年人思想道德建设中的主渠道、主阵地和主课堂的作用,…
-
20xx工作总结摘要
一、思想上积极要求进步,抓好自身理论学习在日常工作中我力争多参与、多学习,开拓视野、拓宽思路,使自身具有一定的马列主义理论水平,并…
-
年度思想工作总结摘要
××年,我在分局党组及大队班子的正确领导下,与全队上下齐心协力,勇敢拼搏,迎难而上,无论在政治思想、工作上都取得了一定的成绩。一、…
-
3月工作总结(1#高炉)
红钢1#高炉20xx年x月工作总结杨中昌本月经济技术指标:原燃料消耗:高炉潜能分析:本月平均热风压力202kpa,平均冷风流量12…
-
公司生产部年终总结范文-报告
尊敬的蔡总、各位同事:大家好!我代表生产部一百五十余名员工对本部门20xx年工作予以总结,请予审议:时光似箭、岁月如梭。伴着圣诞节…