卷烟产品设计总结
香味:令人感到愉快舒适的气息和味觉的总称,是人们嗅觉和味觉的综合感受。
油润:烟丝光泽鲜明,有油性而发亮。
香气:卷烟烟气本身所固有的烟草特具的芳香。 丰满:香气丰富而饱满。 细腻:烟气粒子细微而滑润。
充足:香气的量多而又无所欠缺,但不是丰满的。
粗糙:烟气的特点而言,在感觉上产生一种颗粒状的、毛毛的、不太舒适的感觉。
谐调:香气和谐一致,感觉不出其中某一单体的特性。如加香、加料与烟香调和,叶组配方调和。 杂气:不具有卷烟本质气味的,轻微的和明显的不良气息。如青草气、生杂气、木质气、枯焦气、松脂气、花粉气、地方性杂气及呛人的气息等。
刺激性:烟气对感官上所造成的轻微和明显的不适感受。如对鼻腔、口腔、喉部的冲刺,毛棘火燎等。
余味:烟气从口腔、鼻腔呼出后,遗留下来的味觉感受。包括舒适程度、干净程度和干燥感。 纯净:口腔内各部位纯正不杂而洁净。
干净:口腔内各部位干干净净,毫无残留而言。 异味:不具有卷烟本质气味的明显的怪味(外加香例外),致使卷烟失去吸用价值。
霉变:不具有卷烟本质气味的明显的霉味,致使卷烟失去吸用价值。
评吸前评吸人员注意事项:
1、 评吸前一定要休息好,以保证评吸人员头脑清醒和感觉器官的高度敏感。
2 、评吸前身体不适或患轻微感冒者不能参加评吸,因为这时人的感觉器官的敏感度差,对烟气的特征不能准确判断。
3 、评吸前切忌饮酒或吃刺激性强的食物。 配方单元设计原则:
A、同(相近)地区,相同品种,相同部位,不同等级的烟叶可以进行混配,形成配方单元。
B、不同地区、相同品种、相同部位,其适配性较强的烟叶原则上可以混配,形成配方单元。 C、不同类型的烟叶不能混配。
D、任何一个配方单元中单一等级的烟叶用量不超过50%(香料烟除外),且陈烟与原烟的比例一般控制在6:4 E、每一个配方单元中含有的单等级烟叶不得少于两个。如果配方单元调整时,优先调整原烟。
F、进口的烤烟或白肋烟组成配方单元时,是以国家为地域进行混配;国产烟叶是以烟叶产区为地域混配。
G、配方单元的总糖、烟碱、烟气特征(浓度、劲头、香味)必须符合设计信息要求,单元配方设计必须保证库存烟叶在一定时间内用完,生产过程中不能临时使用替代烟叶。 按烟叶在配方中的作用可分为哪几类: (1) 主料烟(香味级原料) 在配方中提供基础的香气和吸味。 (2) 调味料烟(调香味级原料)
调香味级原料一般是指有较大的烟气浓度,较强的喉部冲击,较舒适的香味底韵烟叶。 (3) 填充级原料(填充料烟)
填充级原料一般是指有较好的填充性能,香气量欠,刺激性、杂气微有、喉部冲击较小的烟叶。 按料液在加料中的不同作用可分哪几种? (1) 调味料
调味料主要起调和烟气的吃味强度、减轻辛辣刺激性和改善余味的作用。常用的调味料主要是糖类、酸类和果味浓缩汁等。
(2) 增香料
增香料的作用是增进和协调产品的香味,掩盖杂气,同时兼有改进吃味的作用。 (3) 保润料
保润料能改善叶片或烟丝的物理性质,增强韧性和保水能力,减少造碎。同时,有利于卷烟香味挥发出来。 (4) 助燃剂
随着卷烟降焦的需要,助燃剂在卷烟中的应用越来越受到人们的重视。目前比较常用的助燃剂主要是各种有机酸的钾盐。
(5) 防腐剂
为了防止卷烟在存储期间发生霉变,一方面要控制好卷烟的水分、仓储的湿度条件,加香的作用:
1、增补和改进烟草的天然香味
卷烟的香气主要依靠合理的叶组配方来获得,可以丰富和矫正烟香,并使卷烟的香味保持稳定。 2、掩盖杂气、改进吃味
利用香料物质对某种气味具有遮蔽作用的特性,对卷烟的杂气予以掩盖、稀释和中和。另外,通过加香,可以使卷烟不仅具有馥郁芳菲的香气,并且具有津甜、柔绵、爽口的烟味以及协调的初味和后味。 3、创造新颖独特的香气风格
在保证外加香与烟香协调的基础上,赋予卷烟以清香、浓香、甜香、果香、巧克力香、辛香、酒香等不同的香气风格,满足不同吸烟口味的消费者的需要 加料的作用:
(1) 调和烟气,改善吸味,使得余味舒适,减少辛辣
刺激性。
(2) 增加烟草的香味
(3) 增强卷烟保润、保湿能力,烟丝的韧性增强 (4) 具有防霉作用
(5) 能使烟丝色泽转向红润
第二篇:塑胶产品设计标准和要点总结
注塑
注塑是一种工业产品生产造型的方法。产品通常使用橡胶注塑和塑料注塑。 注塑还可分注塑成型模压法。和压铸法。注射成型机(简称注射机或注塑机)是将热塑性塑料或热固性料利用塑料成型模具制成各种形状的塑料制品的主要成型设备,注射成型是通过注塑机和模具来实现的。
注塑简介
1.橡胶注塑:.橡胶注塑成型是一种将胶料直接从机筒注入模型硫化的生产方法。橡胶注塑的优点是:虽属间歇操作,但成型周期短,生产效率高取消了胚料准备工序,劳动强度小,产品质量优异。
2.塑料注塑:.塑料注塑是塑料制品的一种方法,将熔融的塑料利用压力注进塑料制品模具中,冷却成型得到想要各种塑料件。有专门用于进行注塑的机械注塑机。目前最常使用的塑料是聚苯乙烯。
所得的形状往往就是最后成品,在安装或作为最终成品使用之前不再需要其他的加工。许多细部,诸如凸起部、肋、螺纹,都可以在注射模塑一步操作中成型出来。
注塑分类与部件
注射模塑机(注塑机)有两个基本部件:用于熔融和把塑料送入模具的注射装置与合模装置。合模装置的作用在于:1.使模具在承受住注射压力情况下闭合;2.将制品取出注射装置在塑料注入模具之前将其熔融,然后控制压力和速度将熔体注入模具。目前采用的注射装置有两种设计:螺杆式预塑化器或双级装置,以及往复式螺杆。螺杆式预塑化器利用预塑化螺杆(第一级)再将熔融塑料注入注料杆(第二级)。
螺杆预塑化器的优点是熔融物质量恒定,高压和高速,以及精确的注射量控制(利用活塞冲程两端的机械止推装置)。这些长处是透明、薄壁制品和高生产速率所需要的。其缺点包括不均匀的停留时间(导致材料降解)、较高的设备费用和维修费用。
最常用的往复式螺杆注射装置不需要柱塞即将塑料熔融并注射。 注塑机的类型
注塑机的类型有:立式、卧式、全电式,但是无论那种注塑机,其基本功能有两个:
(1)加热塑料,使其达到熔化状态;
(2)对熔融塑料施加高压,使其射出而充满模具型腔。 超低成本注塑
1、超低成本注塑工程
1.1、高效材料工程:
1.1.1、无热再生除湿干燥:节电50%以上、环保(无再生气体排放);
1.1.2、螺杆强力清洗、黑点不良防止
1
1.1.3、材料回收再利用、异物混入防止
1.2、高效节能工程:
1.2.1、注塑机节电:
1.2.2、料筒电磁加热:节电50%+
1.2.3、绝热涂料:涂层3mm、使用于任何场所,节电30%+
1.3、超短周期工程:
1.3.1、在库周期缩短:成品、半成品、原料、不良品等
1.3.2、成型周期缩短、脉冲冷却成型
1)最新脉冲冷却技术及设备,降低模具冷却周期;
2)成型技术改善,降低成型周期。包括:模具缺陷/成型品缺陷的改善、成型工艺优化、新模具试模及缺陷改善、降低工程内不良率;
1.3.3、作业时间缩短、模具快速切换
1)成型工程改善,缩短作业时间。包括:自动/半自动作业、模具快速切换、机械手作业、机械手快速切换作业、一机一人作业、多机一人作业 注塑铜螺母
概况
注塑铜螺母又可以理解为镶嵌铜螺母或者是嵌入铜螺母,在目前的市场上出现了不同的注塑铜螺母,用途也各不相同。
其作业原理
铜嵌件的主要的用途是将产品注塑在一些塑料件内,安装后可以在塑料件形成一个有效的内螺纹。其作业方式是将产品加热后嵌入到塑料件里面或是直接采用模具注塑。因为黄铜具有较好的导热性,加热后将铜嵌件压入塑料基体可以使产品迅速变热加快工作效率,加热后的铜嵌件也可以快速地将热量传导给塑料件,从而使塑料孔周边变软,从而快速将产品压入孔内。如果采用模具注塑,铜嵌件被热注塑进塑料件后由于外径有压花工艺,成形后和铜嵌件形成一定的磨擦力和咬和力,可以使之固定在里面使之不能脱落。 用途
产品广泛应用于:手机、手提电脑、多种塑胶外壳、通信、微电机、电脑、电器、电子、玩具、钟表、灯饰、机车等行业。
类型
目前类型主要有:CNC电脑车件、手机螺母、压花螺母、热熔螺母、热压螺母、埋置螺母、超声波螺母、注塑螺母、嵌件螺母、铜轴、铜柱、铜套、铜杯士、精密轴和非标螺钉螺母等二十大类,上万种规格。
产品原材料
2
主要有:环保铜、H3604铜,日本303号不锈钢,24C易车铁、铝合金、赛钢。
注塑制鞋的优缺点:
注塑也就是机器做的鞋子,帮面扎在铝楦上后,一般由转盘机直接注入PVC,TPR等材料,一次性形成鞋底,现在也有PU(化学名聚氨脂)注塑(机器和模具跟一般的注塑不一样)。
优点:由于是机做,产量大,故价格低廉。
缺点:如果款式多,换模具较麻烦,鞋子定型困难,没冷粘鞋做工精致,所以一般适合鞋底款式单一的订单。
注塑缺陷原因分析
一、注塑成型工艺基础
●温度、压力、速度与冷却控制的目的、操作与结果
●注塑机设定的调整如何影响工艺与品质
●优化螺杆控制设定
●多段充填与多段保压控制;结晶、非结晶与分子/纤维排向对工艺及品质的影响
●内应力、冷却速度、塑料收缩对塑件品质的影响
●塑料流变力学:塑料如何流动、排向与改变粘度,剪切与分子/纤维排向关系
●浇注系统、冷却系统、模具结构与注塑工艺之间的关系
二、模塑现场问题分析与解决对策
缩孔、缩水、不饱模、毛边、熔接痕、银丝、喷痕、烧焦、翘曲变形、开裂/破裂、尺寸超差及其它常见注塑问题描述、原因分析,以及在模具设计、成型工艺控制、产品设计及塑料材料等方面之解决对策。
●注塑件周边缺胶、不饱模的原因分析及解决对策
●批锋(毛边)的原因分析及解决对策
●注塑件表面缩水、缩孔(真空泡)的原因分析及解决对策 ●银纹(料花、水花)、烧焦、气纹的原因分析解决对策
●注塑件表面水波纹、流纹(流痕)的原因分析及解决对策
●注塑件表面夹水纹(熔接痕)、喷射纹(蛇纹)的原因分析及解决对策
●注塑件表面裂纹(龟裂)、顶白(顶爆)的原因分析及解决对策 ●注塑件表面色差、光泽不良、混色、黑条、黑点的原因分析及解决对策
●注塑件翘曲变形、内应力开裂的原因分析及解决对策
●注塑件尺寸偏差的原因分析及解决对策
●注塑件粘模、拖花(拉伤)、拖白的原因分析及解决对策
●注塑件透明度不足、强度不足(脆断)的原因分析及解决对策 ●注塑件表面冷料斑、起皮(分层)的原因分析及解决对策 ●注塑件金属嵌件不良的原因分析及解决对策
3
●喷嘴流涎(流涕)、漏胶、水口拉丝、喷嘴堵塞、开模困难的原因分析及改善措施
●利用CAE模流分析技术快速地有效解决注塑现场问题
塑胶产品结构设计要点
1. 胶厚(胶位):
塑胶产品的胶厚(整体外壳)通常在0.80-3.00左右,太厚容易缩水和产生汽泡,太薄难走满胶,大型的产品胶厚取厚一点,小的产品取薄一点,一般产品取1.0-2.0为多。而且胶位要尽可能的均匀,在不得已的情况下,局部地方可适当的厚一点或薄一点,但需渐变不可突变,要以不缩水和能走满胶为原则,一般塑料胶厚小于0.3时就很难走胶,但软胶类和橡胶在0.2-0.3的胶厚时也能走满胶。
2. 加强筋(骨位):
塑胶产品大部分都有加强筋,因加强筋在不增加产品整体胶厚的情况下可以大大增加其整体强度,对大型和受力的产品尤其有用,同时还能防止产品变形。加强筋的厚度通常取整体胶厚的0.5-0.7倍,如大于0.7倍则容易缩水。加强筋的高度较大时则要做0.5-1的斜度(因其出模阻力大),高度较矮时可不做斜度。
3. 脱模斜度:
塑料产品都要做脱模斜度,但高度较浅的(如一块平板)和有特殊要求的除外(但当侧壁较大而又没出模斜度时需做行位)。出模斜度通常为1-5度,常取2度左右,具体要根据产品大小、高度、形状而定,以能顺利脱模和不影响使用功能为原则。产品的前模斜度通常要比后模的斜度大0.5度为宜,以便产品开模事时能留在后模。通常枕位、插穿、碰穿等地方均需做斜度,其上下断差(即大端尺寸与小端尺寸之差)单边要大于0.1以上。
4. 圆角(R角):
塑胶产品除特殊要求指定要锐边的地方外,在棱边处通常都要做圆角,以便减小应力集中、利于塑胶的流动和容易脱模。最小R通常大于0.3,因太小的R模具上很难做到。
5. 孔:
从利于模具加工方面的角度考虑,孔最好做成形状规则简单的圆孔,尽可能不要做成复杂的异型孔,孔径不宜太小,孔深与孔径比不宜太大,因细而长的模具型心容易断、变形。孔与产品外边缘的距离最好要大于1.5倍孔径,孔与孔之间的距离最好要大于2倍的孔径,以便产品有必要的强度。与模具开模方向平行的孔在模具上通常上是用型心(可镶、可延伸留)或碰穿、插穿成型,与模具开模方向不平行的孔通常要做行位或斜顶,在不影响产品使用和装配的前提下,产品侧壁的孔在可能的情况下也应尽量做成能用碰穿、插穿成型的孔。
6. 凸台(BOSS):
凸台通常用于两个塑胶产品的轴-孔形式的配合,或自攻螺丝的装配。当BOSS不是很高而在模具上又是用司筒顶出时,其可不用做斜度。当BOSS很高时,通常在其外侧加做十字肋(筋),该十字肋通常要做1-2度的斜度,BOSS看情况也要做斜度。当BOSS和柱子(或另一BOSS)配合时,其配合间隙通常取单边0.05-0.10的装配间隙,以便适合各BOSS加工时产生的位置误差。当BOSS用于自攻螺丝的装配时,其内孔要比自攻螺丝的螺径单边小0.1-0.2,以便螺钉能锁 4
紧。如用M3.0的自攻螺丝装配时,BOSS的内孔通常做Ф2.60-2.80。
7. 嵌件:
把已经存在的金属件或塑胶件放在模具内再次成型时,该已经存在的部件叫嵌件。当塑胶产品设计有嵌件时,要考虑嵌件在模具内必须能完全、准确、可靠的定位,还要考虑嵌件必须与成型部分连接牢固,当包胶太薄时则不容易牢固。还要考虑不能漏胶。
8. 产品表面纹面:
塑料产品的表面可以是光滑面(模具表面省光)、火花纹(模具型腔用铜工放电加工形成)、各种图案的蚀纹面(晒纹面)和雕刻面。当纹面的深度深、数量多时,其出模阻力大,要相应的加大脱模斜度。
9. 文字:
塑料产品表面的文字可以是凸字也可以是凹字,凸字在模具上做相应的凹腔容易做到,凹字在模具上要做凸型心较困难。
10.螺纹:
塑胶件上的螺纹通常精度都不很高,还需做专门的脱螺纹机构,对于精度要求不高的可把其结构简化成可强行脱模的结构。
11.支撑面:
塑胶产品通常不用整个面做支撑面,而是单独做凸台、凸点、筋做支撑。因塑胶产品很难做到整个较大的绝对平面,其容易变形翘曲。
12.塑胶产品的装配形式:
1.超声线接合装配法,其特点是模具上容易做到,但装配工序中需专门的超声机器,成本增大,且不能拆卸。超声线的横截面通常做成0.30宽0.3高的三角形,在长度方向以5-10MM的长度间断2MM;2.自攻螺丝装配法, 其特点是模具上容易做到,但增加装配工序,成本增大,拆卸麻烦;3.卡钩-扣位装配法,其特点是模具加工较复杂,但装配方便,且可反复拆卸,多次使用。卡钩的形式有多种,要避免卡钩处局部胶位太厚,还要考虑卡钩处模具做模方便。卡钩要做到配合松紧合适,装拆方便,其配合面为贴合,其它面适当留间隙。4.BOSS轴-孔形式的装配法,其特点是模具加工方便,装配容易,拆卸方便,但其缺点是装配不是很牢固。
13.齿口:
两个塑胶产品的配合接触面处通常做齿口,齿口的深度通常在0.8-2.5左右,其侧面留0.1左右的间隙,深度深时做斜度1-5度,常取2度,深度浅时可不作斜度。齿口的上下配合面通常为贴合(即0间隙)。
14.美观线:
两个塑胶产品的配合面处通常做美观线,美观线的宽度常取0.2-1.0,视产品的整体大小而定。
15.塑胶产品的表面处理方法:
常用的有喷油、丝印、烫金、印刷、电镀、雕刻、蚀纹、抛光、加颜色等。
16.常用到的金属材料有:
不锈钢、铜合金(黄铜、青铜、磷铜、红铜)、弹簧钢、弹簧、铝合金、锌合金。
17.金属材料常用的防锈方法:
电镀、涂防锈油、喷防锈漆。
5
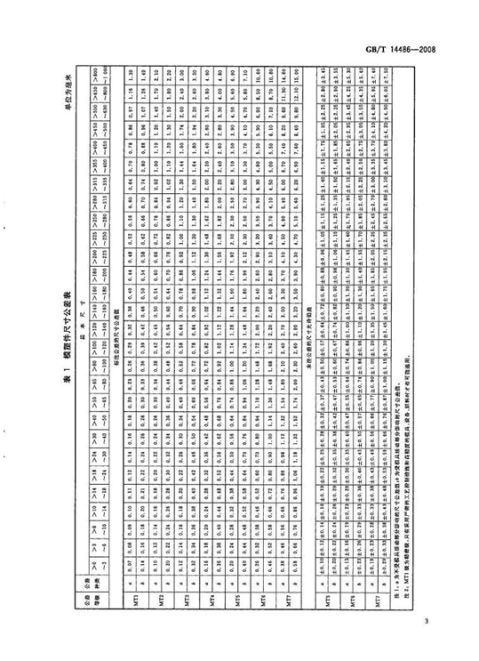
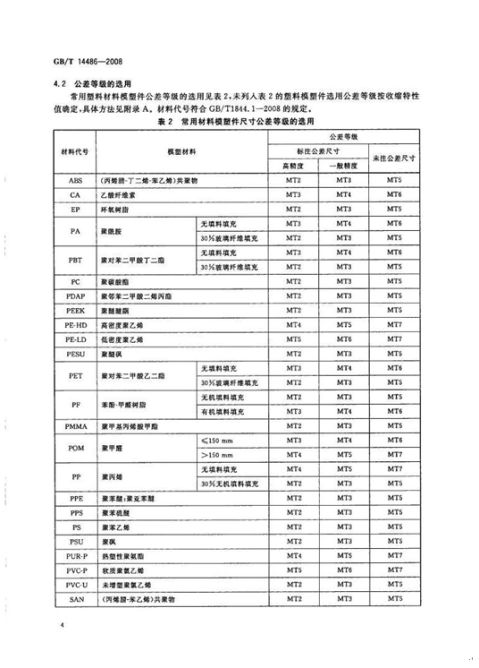
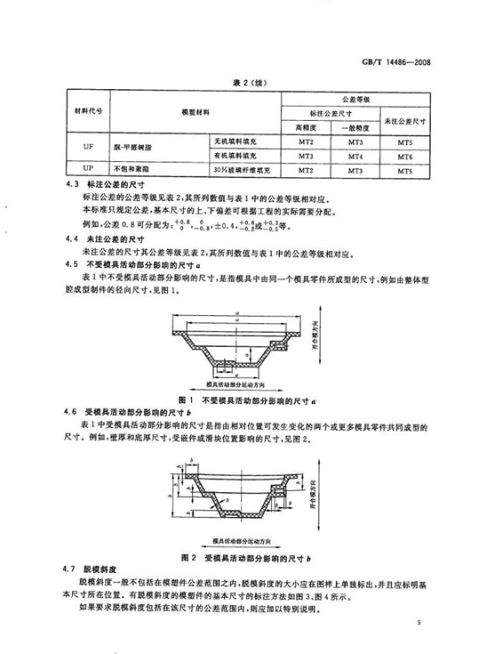
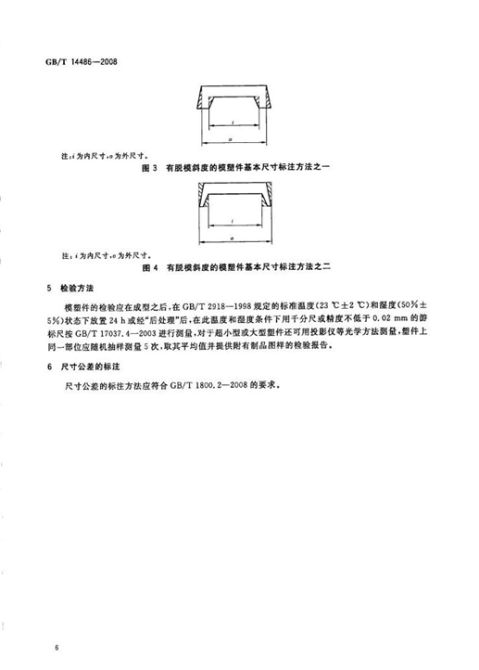
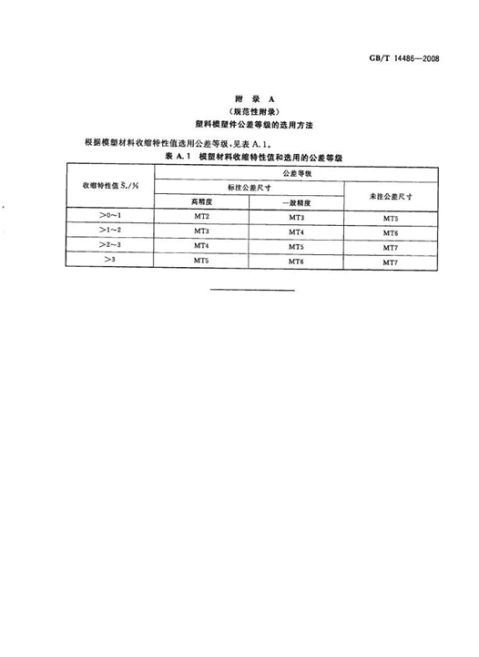
塑料模塑件尺寸公差国家标准
6
7
8

9
10
11
12
13
14
15
-
产品设计的基本总结
产品设计的基本总结杨燕翔班级10601指导老师郝灵生20xx年12月18日第一章产品设计的基本观念11产品及产品设计所谓产品是指根…
-
产品设计小结
产品设计课程小结指导老师张明春姓名宋磊班级工设2班学号20xx10130205为期5周的产品设计课程结束了在这个课程当中我们学习到…
-
产品设计心得体会
产品设计心得20xx-02-10CAD教育网http://www.cadedu.com产品的特点:具有使用价值和价值,可以是有形的…
-
产品设计总结2
头脑风暴法概念头脑风暴法出自quot头脑风暴quot一词所谓头脑风暴Brainstorming最早是精神病理学上的用语指精神病患者…
-
产品设计课程小结
班级:工设一班学号:20xx10130115姓名:季旭大学三年以来,学的有关于设计周边的,但是总结下来,产品设计一路走来是在锻炼自…
-
产品设计课程总结
《产品设计》课程设计流程及总结课题选定:我的家乡在淮安市盱眙县,在这里有每年一届的盱眙国际龙虾节,而盱眙龙虾则是盱眙的招牌,随着盱…
-
创业设计大赛总结报告
秦皇岛职业技术学院挑战杯创业计划竞赛报道为了不断提高我校大学生的综合素质,增强广大学生的综合竞争能力,活跃校园文化生活,营造浓厚的…
-
系统设计总结报告
一、团队分工合作及管理心得体会单片机课程是分小组进行的,这要求每个组员都要有明确的分工和积极的团队精神。我们小组由三个人组成,在单…
-
课程设计报告总结
重庆科技学院《市场营销策划》课程设计报告学院:___工商管理学院__专业班级:营销10-2学生姓名:xxxxxxx学号:20xx4…
-
产品造型设计专业实习总结范文
《浙江大学优秀实习总结汇编》产品造型设计岗位工作实习期总结转眼之间,两个月的实习期即将结束,回顾这两个月的实习工作,感触很深,收获…
-
产品的设计原则总结
产品设计的原则和技巧1产品设计原则合理的设计应该在保证产品必备功能的前提下,使制造成本最低,这也正是本文所要探索的课题。(l)必须…