塑料模具设计(内含实训小结)
目录
第一章............................................................................................................................. 2
一、塑件是的工艺分析.............................................................................................. 2
PP塑料概念.............................................................................................................. 3
比重:.................................................................................................................. 3
二、塑件的材料分析................................................................................................. 3
成型收缩率: 1.0-2.5%........................................................................................ 4
成型温度:160-220℃....................................................................................... 4
干燥条件:........................................................................................................ 4
物料性能 密度小,强度刚度,硬度耐热性均优于低压聚乙烯,可在100度左右使用.具有良好的电性能和高频绝缘性不受湿度影响,但低温时变脆,不耐磨易老化. 适于制作一般机械零件,耐腐蚀零件和绝缘零件。 4
成型性能................................................................................................................... 4
三、塑件的工艺尺寸................................................................................................. 5
第二章............................................................................................................................. 5
一、模具的结构设计................................................................................................. 5
二、注射机选择及校核.............................................................................................. 6
三、确定浇注系统..................................................................................................... 7
四、分型面的设计..................................................................................................... 9
第三章........................................................................................................................... 10
一、模具成型零件工作尺寸的计算.......................................................................... 10
模具型腔的尺寸计算........................................................................................ 10
型芯布置.......................................................................................................... 11
参考文献........................................................................................................................ 15
奔驰车标塑料模具设计
第一章
一、塑件是的工艺分析
塑件如 图1 所示,材料为聚丙烯(PP)。该塑件尺寸小,精度高。此塑件为奔驰车标外有圆环,外环为ø60、内环为ø50。中间为奔驰的三角。


名称:奔驰车标
材料:聚丙烯(PP)
中文名:(聚丙烯)
英文名称:Polypropylene
PP塑料概念
比重:
0.9-0.91克/立方厘米
二、塑件的材料分析
关于PP材料的介绍
成型收缩率: 1.0-2.5%
成型温度:160-220℃
干燥条件:
物料性能 密度小,强度刚度,硬度耐热性均优于低压聚乙烯,可在100度左右使用.具有良好的电性能和高频绝缘性不受湿度影响,但低温时变脆,不耐磨易老化. 适于制作一般机械零件,耐腐蚀零件和绝缘零件。
成型性能
1.结晶料,吸湿性小,易发生融体破裂,长期与热金属接触易分解.
2.流动性好,但收缩范围及收缩值大,易发生缩孔.凹痕,变形.
3.冷却速度快,浇注系统及冷却系统应缓慢散热,并注意控制成型温度.料温低方向方向性明显.低温高压时尤其明显,模具温度低于50度时,塑件不光滑,易产生熔接不良,留痕,90度以上易发生翘曲变形
4.塑料壁厚须均匀,避免缺胶,尖角,以防应力集中.
特定条件下容易分解
常见制品:盆、桶、家具、薄膜、编织袋、瓶盖、汽车保险杠等。
聚丙烯也包括丙烯与少量乙烯的共聚物在内。PP粒料为本色、圆柱状颗粒,颗粒光洁,粒子的尺寸在任意方向上为2mm~5mm,无臭无毒,无机械杂质。
三、塑件的工艺尺寸
分析塑件尺寸精度 该塑件尺寸精度无特殊要求,所有尺寸均为自由尺寸,查模具手册或表2.3.2可知聚丙烯(PP)塑料未标注尺寸公差等级为MT5,标注主要尺寸如下(单位均为mm)
第二章
一、模具的结构设计
一、塑件、型腔
计算塑件所需要的塑料量为3.847克,考虑效率选取一模四腔由于各种塑料的密度、压缩比不同,注 射机最大注射能力会下降10%~35%因此选择注射机时保证制品所需要的注射量取注射机的最大注射量的80%,既

m------注射成型塑件所需的总注射量(包括制品、浇注系统以及飞边在内)cm^3或g;
n-------型腔数;
ms-------单个塑件体积或质量;
mj-----浇注系统及飞边的体积或质量,cm^3或g;
k-------最大注射量的利用系数,一般取0.8;
mmax---------注射机最大注射量,cm^3或g;
二、注射机选择及校核
(查表2.5.2得,选择注射机XS-Z-60)

按注射机的额定锁模力校核型腔数量(n1),即
n1=[(F/p)-B]/A
其中: F----- 注射机的锁模力(N);
P----- 型腔内熔体的平均压力(Mpa);
A------ 每个制件在分型面上的面积(mm^2);
B------ 流道和浇道在分型面上的投影面积(mm^2);
(检验以及了解:塑件形状简单,质量较小,生产批量大,所以应使用多型腔注射模具。所以模具采用一模四腔,平衡式的型腔布置,这样的模具结构尺寸较小,制造加工方便,生产效率高,塑件成本较低)
锁模力的校核(F)

式中 F-------注射压力在型腔内所产生的作用力;
Fo------注射机的额定锁模力;
As-----单个塑件在模具风行面上的投影面积,mm^2;
Aj------浇注系统在模具分型面上的投影面积,mm^2;
p--------型腔内熔体的平均压力,MPa;
三、确定浇注系统
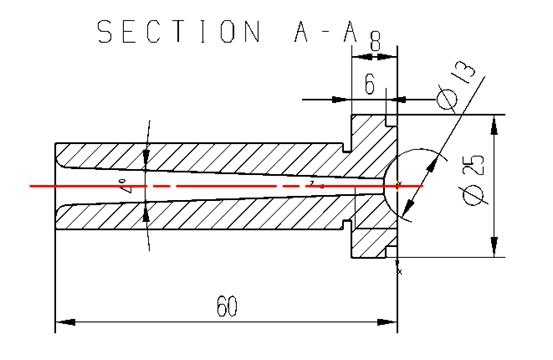
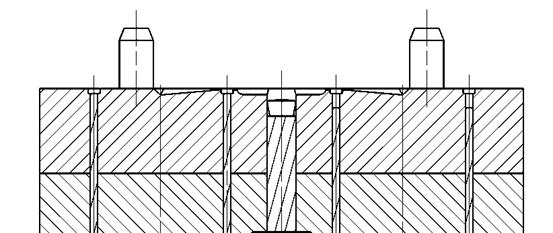
为了方便将凝料从主流道中拔出,将主流道设计为圆锥形式其半锥角а通常为4的斜度。为了减少熔体充模时的压力损失和无料损耗,应尽可能缩短主流道的长度,但要满足要求。浇口套常用T8或T10钢材制作,经淬火洛氏硬度为50—55HRC
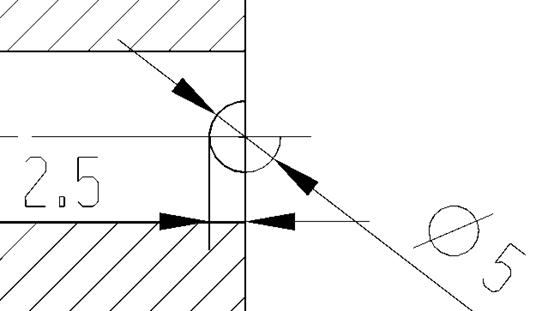
塑件采用点浇口成型,该塑件在注塑时采用一模两腔,综合考虑浇注系统,为保证塑件的表面质量采用侧浇口浇注系统形式。其浇注系统如图所示
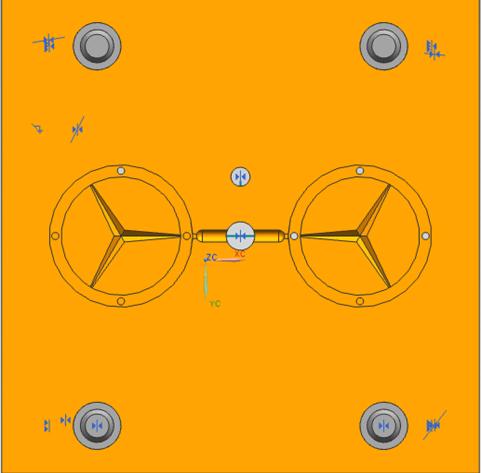
型腔的分布,及浇口、流道的分布

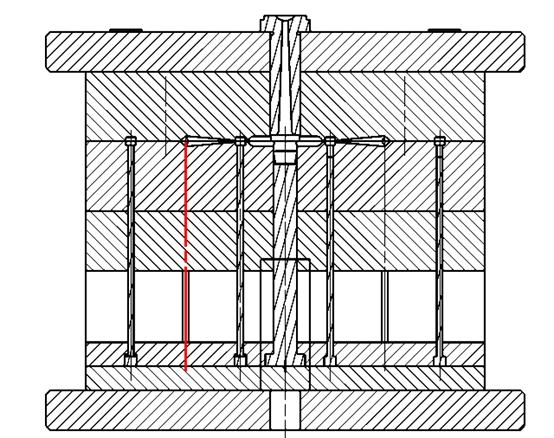
四、分型面的设计
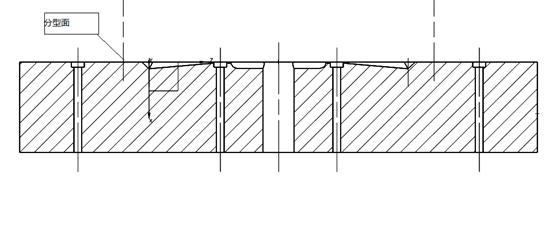
由于塑件形状比较简单,分型面选择在最大轮廓处,塑件在 动模,容易取出来。又由于塑件在收缩时紧包在型芯上,故塑件分型面的选择应保证塑件的质量要求该塑件的分型面位置如图所示
第三章
一、模具成型零件工作尺寸的计算
查常用塑料的收缩率塑料PP的成型收缩率为Scp=1.0-2.5%,故取整数为Scp=1.0%。成型零部件的制造误差包括成型零部件的加工误差和安装误差,配合误差等几个方面。设计时一般应将成型零部件的制造公差 z控制在塑件公差值
z控制在塑件公差值 的1/3左右,通常取IT6-9级,综合考虑取MT5级未标注、无填料填充
的1/3左右,通常取IT6-9级,综合考虑取MT5级未标注、无填料填充
模具型腔的尺寸计算




1、 模具型芯的尺寸计算


型芯布置
D——制品外形的基本尺寸或最大极限尺寸,mm;
dM——型芯外形尺寸,mm;
d——制品内形的基本尺寸或最小极限尺寸,mm;
HM——型腔深度尺寸,mm;
H——制品高度的基本尺寸或最大极限尺寸,mm;
hM——型芯高度尺寸,mm;
h——型芯内形的高度,mm;
△——制品公差或偏差,mm;
δZ——制品零件的制造公差或偏差,mm;
S——塑件的平均收缩率,%。


参考文献
【1】. 杨占尧主编. 塑料注塑模结构与设计. 清华大学出版社.
【2】. 冯炳尧,韩泰荣,蒋文生主编. 模具设计与制造简明手册. 上海科学技术出版社,1998
【3】. 中国模具设计大典.
【4】. 王孝陪主编. 塑料成型工艺及模具简明手册. 机械工业出版社. 2000
【5】. 模具制造手册编写组. 模具制造手册. 机械工业出版社. 1996
【6】. 贾润礼,程志远主编. 实用注塑模设计手册. 中国轻工业出版社. 2000
【7】. 唐志玉主编. 模具设计师指南. 国防工业出版社. 199
第二篇:夹具设计实训小结
计算机辅助工艺工装设计实训报告
班级:10机制2 姓名:徐明
橙黄橘绿,鸟儿南飞,冷风萧瑟都在昭示着秋天已到来。树叶是枯黄的,阳光是金黄的,秋天正用黄的暖响应着收获的喜悦吧!
为期四周的夹具设计生活弹指一挥间已经划上句号,在这期间我体会到了身为一名“工程师”的酸甜苦辣,留给我的印象不仅是酷暑下火炉般的CAD机房,更多的是思考怎样才能利用定位原理来设计出机床夹具的结构——各种定位元件的运用、销与孔严谨配合、夹紧机构的巧妙工作原理、零件表面工艺的精细、工艺安排……每一项思考都使我的知识面有了很大的提高。我想,一个小小的机床专用夹具的结构就是如此复杂,要考虑得如此周全,那么车床、数控车床等机械设备的结构和工艺岂不是叹为观止,所以,机械制造的深度与广度是我们现在远不能企及的。
然后我考虑的是究竟应该了解哪些东西,怎样去了解。在制造厂零件的绘图、加工工艺理论和具体加工实现是我应该了解的重点。
机床零件加工实习的第一周,指导老师都事先料想会无从下手,所以我们制造专业经验丰富的老师们事先给我们准备了《机械零件手册》、《机械加工工艺手册》和《机床夹具设计手册》在实训指导书的指引下,周一,我们做了零件工艺分析,选择毛坯、确定毛坯形状、尺寸。我们熟悉了被加工零件结构、特点和加工要求,找出了主要加工面、设计基准和主要工艺问题,学会了查毛坯余量表;周二,我们选择定位基准和加工方法,拟定工艺路线,选择设备工装学会灵活运用定位基准选择原则和加工方法选择原则,学会理论联系实际:学会灵活运用工艺路线拟定和原则设备与工装选择原则,学会理论联系实际;学会查阅标准、手册等资料。周三,我们编制零件控制计划,进行分析。学会了编写零件控制计划和方法;周四,我们进行了位方案设计。学会运用定位原理进行定位方案分析,熟悉夹具零部件标准,正确选择与运用,分析与计算定位误差;周五,我们进行了加紧方案的设计。学会了灵活运用确定加紧力方向与作用点的原则,理论联系实际,进行加紧力分析与计算,熟悉夹具零部件标准,学会正确选择运用。 第二、三周,我们到CAD机房上课,在这两周时间里,我们用SOLIDWORKS绘制数模、用AUTOCAD画零件图、工序内容设计和编制作业指导书。在这两个星期里,我们较为熟练的运用autocad软件的建模功能绘制了数模夹具;熟悉自上而下和自下而上的设计方法,还用solidworks软件绘制了工程图,定制了夹具的技术要求,如查阅了技术标准、手册等资料。合理的选择材料。确定表面粗糙度、尺寸公差和行为公车等技术要求、正确的标注等。 当我们一件一件设计夹具零部件逐渐露出基本形状时,我们都越来越喜欢这个富有创造力的专业,大家都变得活跃起来了。就这样,一个个不同形状、功能的机床夹具被我们设计出来了,再加上崔老师的讲解,此时我深刻体会到了“纸上得来终觉浅,绝知此事要躬行”的内涵——再详细的纸上谈兵也不能保证实践时的得心应手
。
在设计过程中应深人实际,进行调查研究,制定出合理的设计方案,再进行具体的设计。应当掌握下面的一些资料:
(1)工件图纸;详细阅读工件的图纸,了解工件被加工表面是技术要求,该零件在机器中的位置和作用,以及装置中的特殊要求。
(2)工艺文件:了解工件的工艺过程,本工序的加工要求,工件被加工表面及待加工面状况,基准面选择的情况,可用机床设备的主要规格,与夹具连接部分的尺寸及切削用量等。
(3)生产纲领:夹具的结构形式应与工件的批量大小相适应,做到经济合理。 在本次毕业设计的夹具要求是中小批量生产的夹具设计。
(4)制造与使用夹具的情况,有无通用零部件可供选用。工厂有无压缩空气站;制造和使用夹具的工人的技术状况等。 夹具的出现可靠地保证加工精度,提高整体工作效率,减轻劳动强度,充分发挥和扩大机床的工艺性能。
了解夹具总体设计的要求:
1)夹具应满足零件加工工序的精度要求。特别对于精加工工序, 应适当提高夹具的精度,以保证工件的尺寸公差和形状位置公差等。
2)夹具应达到加工生产率的要求。特别对于大批量生产中使用的 夹具,应设法缩短加工的基本时间和辅助时间。
3)夹具的操作要方便、安全。按不同的加工方法,可设置必要的 防护装置、挡屑板以及各种安全器具。
4)能保证夹具一定的使用寿命和较低的夹具制造成本。
5)要适当提高夹具元件的通用化和标准程度。选用标准化元件, 特别应选用商品化的标准元件,以缩短夹具制造周期,从而降低夹具成本。
6)必须具有良好的结构工艺性,以便夹具的制造、使用和维修。
3.1 夹具的夹紧装置和定位装置 夹具中的装夹是由定位和夹紧两个过程紧密联系在一起的。定位问题已在前面研究过,其目的在于解决工件的定位方法和保证必要的定位精度。 仅仅定好位在大多数场合下,还无法进行加工。只有进而在夹具上设置相应的夹紧装置对工件进行夹紧,才能完成工件在夹具中装夹的全部任务。 夹紧装置的基本任务是保持工件在定位中所获得的即定位置,以便在切削力、重力、惯性力等外力作用下,不发生移动和震动,确保加工质量和生产安全。有时工件的定位是在夹紧过程中实现的,正确的夹紧还能纠正工件定位的不正确。 一般夹紧装置由动源即产生原始作用力的部分。夹紧机构即接受和传递原始作用力,使之变为夹紧力,并执行夹紧任务的部分。他包括中间递力机构和夹紧元件。 考虑到机床的性能、生产批量以及加工时的具体切削量决定采用手动夹紧。 螺旋夹紧机构是斜契夹紧的另一种形式,利用螺旋杆直接夹紧元件,或者与其他元件或机构组成复合夹紧机构来夹紧工件。是应用最广泛的一种夹紧机构。 螺旋夹紧机构中所用的螺旋,实际上相当于把契绕在圆柱体上,因此他的作用原理与斜契是一样的。也利用其斜面移动时所产生的压力来夹紧工件的。不过这里上是通过转动螺旋,使绕在圆柱体是的斜契高度发生变化来夹紧的
通过这次完整的毕业设计,我们系统地回顾和复习了大学四年所学的相关专业知识,同时也深刻体会到学习的重要性并领会到设计也是一种学习的方式。在设计的过程中,我们综合运用了系统的设计方法和相关设计软件(如AutoCAD),且应用熟悉相关设计资料(包括手册、标准和规范等)以及进行经验估算等方面有了一定程度的提高,深刻的感受到计算机和工具书及手册在设计中带来的便利和帮助。
忆往昔峥嵘岁月稠,还看今朝马不停蹄,展未来前程似锦!
-
模具设计工作总结
首先我要感谢在这一年的时间里,公司领导耐心的教导以及同事们热心的帮助使我学会了很多书本以外的东西,同时也完成了自己每一次定下的子工…
-
模具设计心得体会
心得体会这次课程设计,由于理论知识的不足,再加上平时没有什么设计经验,一开始的时候有些手忙脚乱,不知从何入手。在老师的谆谆教导,和…
-
20xx年度模具设计总结
20xx年模具设计年终总结时光荏苒,岁月如梭,转眼间20xx的年坎即将跨过。回首20xx,心中不禁无限感概。20xx对我来说,是很…
-
模具设计制造感想
模具设计制造感想模具是一种技术密集资金密集型产品在我国国民经济巾的地位也非常重要模具工业已被我国正式确定为基础产业并在十五中列为重…
-
模具设计专业的员工年度工作总结
年度工作总结一年的时光悄然逝去,回首即将过去的一年,自己也经历了许多的事情,也学习到了很多。在公司领导和同事的帮助下,对公司的经营…
-
塑料模具课程设计
塑料模具课程设计指导书塑料模具课程设计生产模型设计职员,必需按用户提出的要求认真设计生产模型,在进行生产模型设计时将用户的各项要求…
-
塑料模具设计(内含实训小结)
塑料模具设计目录第一章2一塑件是的工艺分析2PP塑料概念3比重3二塑件的材料分析3成型收缩率10254成型温度1602204干燥条…
-
塑料模具课程设计
湖南铁道职业技术学院模具设计101班湖南铁道职业技术学院课程设计题目成方案拟定与模具设计系专业班级模具设计101学完成日期20xx…
-
塑料模具课程设计
塑料模具课程设计前言模具课程设计是在完成冷冲模具设计塑料模具设计CAD软件等相关专业课程学习之后一个重要的综合性的环节在设计之前要…
-
塑料模具课程设计
1四川交通职业技术学院塑料模具课程设计指导老师设计者2四川交通职业技术学院课程设计任务书一课程设计目的巩固所学知识熟悉有关资料树立…
-
塑料模具钳工实习工作报告
第十二月模具制造工作报告报告人:李维工号:10073903工作岗位:制造钳工一组工作时间:20xx年x月x日——20xx年x月x日…