长城汽车天津新厂实习报告
实习报
告
材料学院 铸造专业
学号 :107742
姓名 :张振威
目录
一. 铸造的悠久历史及发展前景
二. 铸造的原理及概述
三. 长城汽车公司(天津新厂)车间认识实习
四. 感想及收获
一.铸造的历史
铸造是将金属熔炼成符合一定要求的液体并浇进铸型里,经冷却凝固、清整处理后得到有预定形状、尺寸和性能的铸件的工艺过程。铸造是现代机械制造工业的基础工艺之一。
铸造是人类掌握比较早的一种金属热加工工艺,已有约6000年的历史。中国约在公元前1700~前1000年之间已进入青铜铸件的全盛期,工艺上已达到相当高的水平。中国商朝的重875公斤的司母戊方鼎,战国时期的曾侯乙尊盘,西汉的透光镜,都是古代铸造的代表产品。
早期的铸件大多是农业生产、宗教、生活等方面的工具或用具,艺术色彩浓厚。那时的铸造工艺是与制陶工艺并行发展的,受陶器的影响很大。
中国在公元前513年,铸出了世界上最早见于文字记载的铸铁件—晋国铸型鼎,重约270公斤。欧洲在公元八世纪前后也开始生产铸铁件。铸铁件的出现,扩大了铸件的应用范围。例如在15~17世纪,德、法等国先后敷设了不少向居民供饮用水的铸铁管道。18世纪的工业革命以后,蒸汽机、纺织机和铁路等工业兴起,铸件进入为大工业服务的新时期,铸造技术开始有了大的发展。
进入20世纪,铸造的发展速度很快,其重要因素之一是产品技术的进步 ,要求铸件各种机械物理性能更好,同时仍具有良好的机械加工性能;另一个原因是机械工业本身和其他工业如化工、仪表等的发展,给铸造业创造了有利的物质条件。如检测手段的发展,保证了铸件质量的提高和稳定,并给铸造理论的发展提供了条件;电子显微镜等的发明,帮助人们深入到金属的微观世界,探查金属结晶的奥秘,研究金属凝固的理论,指导铸造生产。
在这一时期内开发出大量性能优越,品种丰富的新铸造金属材料,如球墨铸铁,能焊接的可锻铸铁,超低碳不锈钢,铝铜、铝硅、铝镁合金,钛基、镍基合金等,并发明了对灰铸铁进行孕育处理的新工艺,使铸件的适应性更为广泛。
50年代以后,出现了湿砂高压造型,化学硬化砂造型和造芯,负压造型以及其他特种铸造、抛丸清理等新工艺,使铸件具有很高的形状、尺寸精度和良好的表面光洁度,铸造车间的劳动条件和环境卫生也大为改善。
20世纪以来铸造业的重大进展中,灰铸铁的孕育处理和化学硬化砂造型这两项新工艺有着特殊的意义。这两项发明,冲破了延续几千年的传统方法,给铸造工艺开辟了新的领域,对提高铸件的竞争能力产生了重大的影响。
二.铸造的原理及概述
1 .铸造的方法分类
(1).手工造型 (2).机器造型(震压造型.微震压造型.高压造型.射压造型.空气冲击造型.抛砂造型)
2 .砂型铸造的优点
(1).可以生产形状复杂的铸件。根据液态金属的流动性生产复杂的外形,利用型芯可以制造复杂的型腔。
(2).成本低廉
(3).工艺灵活,适用范围广。
3.砂型铸造的缺点
(1).力学性能低于同等材料的锻件,铸件的组织粗大,有自身的缺陷
(2).工作条件差,产生气体CO2.CO,和大量的粉尘
(3).废品率较高且铸造工序繁多
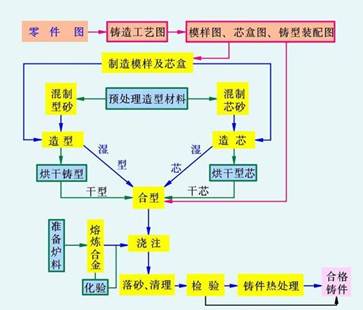
4.砂型铸造的工艺过程
制模,配砂,造型,造芯,合型,熔炼,浇注,落砂,清理和检验
(1).制模
(2).型砂与芯砂的组成
由以下四部分组成原砂,粘结剂,水,附加物。原砂的主要成分为石英砂,根据来源可以分为山砂,河砂,人工砂。石英砂的主要成分是SiO2,熔点高达1700摄氏度,粘结剂主要是粘砂土,附加物可以改善芯砂的某些缺陷和气性强度。
(3).造芯

造型造芯是根据铸造工艺要求,在确定好造型方法,准备好造型材料的基础上进行的。铸件的精度和全部生产过程的经济效果,主要取决于这道工序。在很多现代化的铸造车间里,造型造芯都实现了机械化或自动化。常用的砂型造型造芯设备有高、中、低压造型机、抛砂机、无箱射压造型机、射芯机、冷和热芯盒机等。
型芯形成铸件的内腔,有时也形成铸件的局部外形。制芯的方法是放芯骨,开通道,刷涂料,和烘干。
(4).熔炼
熔炼的目的是为了获得一定化学成分和温度的金属液。铸铁的熔炼常采用冲天炉,铸钢的熔炼采用电炉,非铁合金的熔炼采用坩埚炉。冲天炉的炉料有金属料、燃料和熔剂。金属料包括铸造生铁、回炉铁、废钢和铁合金。利用浇冒口、废铸铁件等回炉铁可降低铸件成本。加入废钢以及硅、锰等可调整金属液的化学成分。冲天炉的燃料为焦炭。溶剂常用石灰石或氟石,其作用是降低炉渣的溶点,增加其流动性,以便实现炉渣与铁液的分离。

(5).浇注(gating system)
浇注系统包括:①浇口杯。承接浇包倒进来的金属液,也称外浇口②直浇口。联接外浇口和横浇口,将金属液由铸型外面引入铸型内部③横浇口。联接直浇口,分配由直浇口来的金属液流。④内浇口。联接横浇口,向铸型型腔灌输金属液。
浇注系统的作用是:控制金属液充填铸型的速度及充满铸型所需的时间;使金属液平稳地进入铸型,避免紊流和对铸型的冲涮;阻止熔渣和其他夹杂物进入型腔;浇注时不卷入气体,并尽可能使铸件冷却时符合顺序凝固的原则。内浇口的总截面积、横浇口的总截面积和直浇口的总截面积是浇注系统的重要参数。根据内浇口、横浇口、直浇口的各自总截面积的比例不同,浇注系统分为开放式和封闭式两种。这里所说的截面积都是指与液流方向垂直的最小截面面积。当内浇口的总截面积最小时,浇注开始后整个浇注系统很快就充满了金属液,有利于阻止熔渣及夹杂物进入型腔,这种浇注系统通常称为封闭式浇注系统,一般都优先采用。当横浇口或直浇口的总截面积小于内浇口的总截面积时,浇注过程中金属液不会完全充满浇注系统,这种浇注系统通常称为开放式浇注系统,仅在特殊工艺采用。
浇口杯的作用是将浇包倾注的液态金属导入直浇口。小型铸件的浇口杯大都为漏斗形,上口的直径应是直浇口的 2倍以上,而且一般都在造型时直接在铸型上做出。中型以上的铸件,浇口杯常为盆形,一般都单独做出后置于铸型上面。 质量要求高的铸件还要在浇口杯中设置特殊的集渣装置。
质量要求高的铸件还要在浇口杯中设置特殊的集渣装置。
(6).落砂
是指用手工或机械使铸件和型砂、砂箱分开的过程。铸件在砂型中要冷却到一定的温度才能落砂。落砂过早,会使铸件产生较大内应力,导致变形或开裂,铸铁件表层还会产生白口组织,不利于切削加工。

(7).清理与检验(cleaning of casting)
落砂后从SKF轴承铸件上清除浇冒口、型芯、毛刺、表层粘砂等过程称为清理。灰铸铁件、铸钢件、非铁合金铸件的浇冒口可分别用敲击、气割、锯割等方式去除。表面粘砂可采用滚筒、喷砂及抛丸机等设备进行。

图中即为抛丸机
5.铸造方法的选择
(1).依据铸件的形状,尺寸,技术要求。(2).批量也对其产生很大的影响。(3).实际的生产条件。(4).原则是保证质量,降低成本
6.铸造的工艺参数

一. 长城汽车公司认知
实习名称:认识实习
实习时间:20##年6月19日
实习地点:长城汽车股份有限公司天津分公司
实习任务:作为一个还没有接触专业课程的大学生,通过对工厂车间以及铸造车间的学习,加深对老师上课所讲知识的认识,使自己对自己所选择的行业有一个轮廓性的认识,以便在以后的学习中的重点更加的明确。
实习过程:早晨八点从学校出发,十点钟到达,公司人员首先给我对长城进行了简单的介绍,接着我们又分批看了关于长城炫丽的广告片,我们就乘电动车去了制造三部。
长城天津新工厂位于天津滨海新区,总占地面积356.9万平方米,总投入122.5亿元。天津新工厂规划总产能为80万辆,新工厂拥有配套零部件园区及出口物流基地。目前一期项目已经建成,其中包括包括冲压、焊装、涂装、总装四大车间,以及交检评审车间等。二期工程将于20##年7月开工建设,至20##年预计一期二期项目总产能将达到50万辆。由于不能拍照只能进行笔记,以下图片均从网上下载!
● 冲压车间
来到长城天津新工厂,让人感觉是非常的大,各个车间明亮而有序,工位干净而整洁。但是由于新工厂生产的首款车型哈弗H6并未开始正式量产,所以车间内的工人并不多,同时有些设备并没有完全启用。

进入冲压车间,首先看到的是卷料库,这个库是专门用来存放卷料的地方,以减少尘土对板料的影响。此外,卷料单独存放也可以保证冲压操作区的干净。

冲压车间最重要的就是A01、A02等五条冲压线。A01、A02是两条自动化冲压线,适合大型外板件及内板件生产,平均节拍为8.5次/分钟,A02线由2000T+1000T+800T+800T串连构成,首能压机为4点8连杆配置德国Rexroth数控液压垫,采用瑞士GUDEL单臂机械手,配置在线清洗及在线涂油机,保证了板料的清洁。A01线首台压力机为国内最大吨位压力机之一,整线由2400T+3台1000T组成,可满足B线整体侧围生产。


为保证产品品质,冲压车间设置专门的检具区,每个制件均有检具,其检验精度达到0.1毫米,这将起到保证产品一致性、精度等作用。
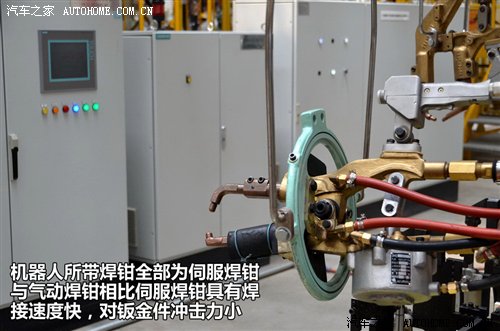
● 焊装车间
焊装车间具有极高的自动化水平,可以三车型混线生产,整个线体设计及制造由瑞典ABB公司完成,主焊线合计20个工位、23台机器人,其中总拼工位采用ABB特有的Framer形式,实现左/右侧围总成夹具、地板总成定位夹具和顶盖总成定位夹具四大部分合拼,机器人重复定位精准,可控制在0.2毫米内,10秒切换车型,效率较高。

长城一直在提倡全员保全概念,工人们在进场培训时除了学习操作流程和设备使用意外,还学习如何对设备进行例行检查和日常维护,以使机器的故障率降到最低。


车身焊接完成后,经过检验无误将会被送到喷漆车间进行喷漆作业,随后我们来到了喷漆车间进行参观。
● 喷漆车间
由于时间问题我们此次参观没有详细参观认识喷漆车间
● 总装车间
从涂装车间出来,来到了总装车间,由于并未量产所以总装车间并未完全启用,我们只能走马观花的参观。
总装车间装配线采用国内一流水平的设备,其中检测线全部采用国外进口设备,按照行业先进工艺进行布置;同时,采用助力机械手、电动工具等先进设备,降低人员劳动强度,同时提高了工作效率和装配质量。

此外在总装车间内饰线采用的SPS(一车一料)方式,保证一车一料箱,保证(避免)装配过程中出现错装、漏装现象的发生。
总结:
短暂的参观结束了,长城天津新工厂整洁的厂房、井然有序的车间排布,以及高自动化的设备采用,让我们看到了一个极为现代化的汽车工厂。在将来机械制造将会向“四个化”发展,即柔性化、灵捷化、智能化、信息化.即使工 艺装备与工艺路线能适用于生产各种产品的需要,能适用于迅速更换工艺、更换产品的需 要,使其与环境协调的柔性,使生产推向市场的时间最短且使得企业生产制造灵活多变的灵 捷化,还有使制造过程物耗,人耗大大降低,高自动化生产,追求人的智能于机器只能高度结合 的智能化以及主要使信息借助于物质和能量的力量生产出价值的信息化 当然机械制造业的四个发展趋势不是单独的, 它们是有机的结合在一起的, 是相互依赖, 相互促进的。同时由于科学技术的不断进步,也将会使它出现新的发展方向。前面我们看 到的是机械制造行业其自身线上的发展。然而,作为社会发展的一个部分,它也将和其它 的行业更广泛的结合。
四.感想及收获
历时将近一周的实习结束,该次实习,真正到达机械制造业的第一前线,了解了我国目前 制造业的发展状况也粗步了解了机械制造也的发展趋势.在新的世纪里,科学技术必将以更 快的速度发展,更快更紧密得融合到各个领域中,而这一切都将大大拓宽机械制造业的发展 方向。
首先感谢学校能给我们创造这么好的学习机会,让我们有机会在学习专业课之前去进行实践的接触。 纸上得来终觉浅, 绝知此事要躬行。 在短暂的实习过程中, ” 实习中, 我采用了看、 问, 亲自动手等方式,对在工作中人与人的关系做了进一步的了解,分析了人与人之间特点,方式. 我深深地感觉到自己所学知识的肤浅和在实际运用中的专业知识的匮乏.一旦接触到实际, 才发现自己知道的是多么少,这时才真正领悟到“学无止境”的含义。 我们的教育应该社会实践更多得结合起来,采用理论和实践的办学模式,做到课堂教育 与社会实践的关系,暑期实践与平时实践的关系,社会实践广度与深度的关系,分别同过 课堂,暑期和实践把我们所学的和运用想结合起来,才能更完全的掌握. “千里之行,始于足下” ,这近一个周短暂而又充实的实践,我认为对我走向社会起到 了一个十分重要作用,对将来走上工作岗位也有着很大帮助。更重要的是要向他人虚心求 教,遵守组织纪律和单位规章制度,与人文明交往等一些做人处世的基本原则都要在实际 生活中认真的贯彻,好的习惯也要在实际生活中不断培养。领导和同事们的经验,好的习惯 和他们的知识也会是我们人生中的一大宝贵的财富.这次实践更让我肯定了做事先做人的道 理,要明白做人的道理,如何与人相处是现代社会的做人的一个最基本的问题。对于自己这 样一个即将步入社会的人来说,需要学习的东西很多,他们就是最好的老师,正所谓“三 人行,必有我师” ,我们可以向他们学习很多知识、道理。
第二篇:长城汽车天津分公司
长城汽车天津分公司
长城汽车股份有限公司天津分公司,注册资金5亿元人民币,项目总投资126.7亿元,占地面积400万平方米(约6000亩),分三期工程建设,规划80万辆乘用车、配套零部件及生活区项目,其中一期计划20xx年8月投产、二期20xx年6月完成,主要生产轿车、高端SUV。天津分公司现有3000余人,至20xx年将拥有员工3万余人。 公司地处国家重点开发建设的滨海新区,具有得天独厚的区位优势,依托京、津,辐射三北,距北京市区100公里,距天津市中心区28 km,距滨海国际机场15 km,距天津港口19 km,距开发区东区18 km,交通非常便捷,地理位置优越;其中500强企业200余家,具有良好的投资和发展环境,是实现个人发展和职业规划的理想选择。
天津分公司正处在高速发展时期,公司规模将不断扩大,我们将不断接纳优秀人才,诚挚欢迎有志之士加盟!
联系地址:天津经济技术开发区西区南大街111号 长城汽车股份有限公司天津分公司人力资源部 城汽车制造二部,具备十万辆产能的整车生产基地,占地960亩,整个厂区布局规范合理,绿色环保,物流畅通,彰显现代化气息。包括冲压、焊装、涂装、总装四大先进工艺,另外还有具备冲压、焊接、涂装三大工艺的车架车间。主
要生产哈弗CUV、风骏高端皮卡、普锐达面包车以及MPV等产品。 同时,长城汽车技术研究大楼及模具中心、工程院、实验中心、试制中心、碰撞试验室、试车场等尖端设施也坐落于此。 目前,长
城汽车具备发动机、前后桥、空调、线束等核心零部件的自主配套能力。占地900余亩的长城汽车国际零部件园,通过与国内外多个知名零部件企业进行合资、合作兴建,现已批量供货。 长城汽车制造三部,具备20万辆产能的世界级乘用车生产基地,总占地面积约1000亩,总投资28亿元。主要生产目前研发成功的“长城精灵”、“炫丽”、“酷熊”、“凌傲”、“长城迷你SUV”及后续0.8-2.0L轿车产品。
-
汽车厂实习报告范文
对于我们四个实习生来说,刚进Xx时,抱着能耐心学习的态度,能锻炼自己的心理,能扩大自己的人际圈的思想,才进去的,能不能被留用,我们…
-
汽车厂实习报告
毕业实习报告一实习目的毕业实习是学生在校的一次实践性教学环节主要结合毕业设计课题熟悉毕业设计相关内容培养学生查阅收集资料的能力熟悉…
-
长安汽车厂实习报告
实习报告一实习目的20xx年8月28日到20xx年9月3日我们车辆工程专业在五位老师的带领下前往河北定州长安汽车厂进行了为期6天的…
-
汽车厂实习报告
汽车厂实习报告汽车厂gt实习报告一这次我们去实习采用讲座及到工厂进行现场参观学习相结合的教学方法克服了实习时间短实习经费少的困难圆…
-
北京现代汽车厂参观实习报告
北京现代汽车有限公司参观实习报告作者佚名更新时间20xx1025北京现代汽车有限公司是由北京汽车投资有限公司和韩国现代自动车株式会…
-
毕业汽车工厂实习报告经典范文
在*****期间实习报告实习人:在****期间的实习报告时间过得真快,不知不觉,大学的学习、生活就要结束了,经过三年多专业知识的学…
-
汽车厂实习报告范文
对于我们四个实习生来说,刚进Xx时,抱着能耐心学习的态度,能锻炼自己的心理,能扩大自己的人际圈的思想,才进去的,能不能被留用,我们…
-
东南汽车厂实习报告
《机械认识实习》课程实习报告题目:___机械认识实习_学院:_机电工程学院专业年级:_____学生姓名:________学生姓名:…
-
工作报告汽车公司毕业实习报告范文
一、实习目的1.通过本次实习让我在实践操作方面有了很大的提高,更好的实现理论和实践的结合,为我以后的工作和学习都打下了坚实的基础。…
-
汽车制造厂实习报告周记
奇瑞汽车总装车间实习报告时间飞逝,还有2个月就要告别大学生活,踏入社会了。我们知道实习是大学教育中一个极为重要的实践性环节,通过实…
-
汽车专业毕业实习报告范文
实习报告在广菲期间实习人:在广菲期间的实习报告时间过得真快,不知不觉,大学的学习、生活就要结束了,经过三年大专的学习,这个学期我们…