���ּӹ�����
�����ӹ�����������
ѧУ���Ͼ�����ѧԺ Ժϵ����ҵ���� �༶��
ѧ�ţ�
��������־�� D���ӹ�103�� 231100319
ǰ�� .................................................................................................................................................. 3
���������� ............................................................................................................................... 3
�������������¼�����Ҫ���ʣ� ................................................................................... 3
һ�������ӹ������ķ�չ ............................................................................................................... 4
���������ӹ���������״���� ....................................................................................................... 5
���������ӹ������ķ�չǰ��Ԥ�� ............................................................................................... 5
1����������������..............................................................................................................5
2���������ϼӹ�����..............................................................................................................6
3��ϸ�����ӹ�����..............................................................................................................6
�ܽ�....................................................................................................................................................7
ǰ��
����ͨ���Գ����ӹ��Ľ��ܣ������˳����ӹ���Ϊ���������ּӹ����������������������Ӱ�죬�ó��˳����ӹ��IJ��Ϸ�չ����δ���Ļ�е�ӹ���ռ��һϯ֮�ء�����������
�����ӹ������ó�����������ĥ�ϵ�Һ������л��ĥ���в���ĥ�ϵij������ĥ��Һѹ������ɴ˲�������ʴ������ȥ������,���������һ������ʩ�ӳ���Ƶ�����ӹ�,�����ó�����ʹ�������ϵļӹ���������ʮ�����������ӹ������ķ�չѸ�٣��ڳ�����ϵͳ����С�ӹ�����˿ģ����ǻģ����ĥ�⡢�������ϼӹ�������нϹ㷺���о���Ӧ�ã����������Ѽӹ�����������������ؼ��ԵĹ������⣬ȡ�������õ�Ч����
����������
����������������������������Ƶ�ʸ����˶�����Ƶ������һ������ͨ����ָƵ�ʸ���16kHz���ϵ�����Ƶ�ʡ�������������Ƶ�ʷ�Χ��Ҫ��ȡ���ڷ�������ʵ���õ����Ƶ�ʵĽ��ޣ�����5000MHz�ķ�Χ���ڡ��ڲ�ͬ�����еIJ�����Χ�dz������������ڹ�������д�����Ƶ��Ϊ25kHz�IJ���ԼΪ200mm����Ƶ��Ϊ500MHz�IJ���ԼΪ0.008mm�� ������������һ�������������塢Һ���������д��������ڳ�����Ƶ�ʸߡ������̡����������Դ���ʱ���䡢���䡢�����Լ���ĵ�������������ڲ�ͬ�Ľ����У��������������ٶ�c�ͬ������c����=331m/s��cˮ=1430m/s��c��=5850m/s���ٶ�c�벨���˺�Ƶ��f֮��Ĺ�ϵ������ʽ��ʾ��
��=c/f
�������������¼�����Ҫ���ʣ�
1���������ܴ��ݺ�ǿ��������
2���������Ŀջ����ã�
3���������ķ��䡢�䡢���䣻
4�������������䣻
5���������ĸ������
һ�������ӹ������ķ�չ
19xx�꣬��������ѧ����º�¬��˹�������˳����ӹ����飬���ó����Բ������ �е�̺Ϳ�����ס�����ʱ�����ӹ���δӦ�õ���ҵ�ϣ�ֱ����Լ19xx���������ϵ�һ�γ��ֳ����ӹ���USM��Ultrasonic Machining�����ռ��������Ժ����ӹ��������˴�ҵ� ע�⣬���������뵽�����Ĺ�ҵ����19xx�꣬�ƶ������˵�һ̨ʵ�õij����ӹ�����Ϊ�����ӹ������ķ�չ�춨�˻�����USM�ṩ�˱ȳ����е�ӹ�����������ŵ㡣���磬����ͷǵ�������������Լӹ������Ҽӹ����ӵ���ά����Ҳ���������״�������١����⣬�����ӹ����̲�������к���������ͬʱҲ�����ڹ������������ѧ�����仯�����Ҽӹ�ʱ�ڹ�������������������ѹ�����IJ���Ӧ���������ӱ��ӹ�����ĸ�������ƣ��ǿ�ȡ�Ȼ������USM�б��빩��ĥ�Ϲ���Һ������Ҫ��֤�ӹ�����������Ч������ߺ��� ��϶�е���м��ĥ��ĥ������ˣ����ϵ�ȥ�������൱������������������Ƚϴ�ʱ��ֹͣ ���������ң���ĥ������м���Һ����ͨ�����У����Ѽӹ�������߿ױڻ���ɶ���ĥʴ�� ���¹����ӹ����ȵĽ��ͣ�������С�ӹ������⣬ĥ�Ϲ���Һ����ĥʴ���߱������������߶��漰����Ĵ���ĥ�𣬴Ӷ����ѱ�֤�ӹ����ȡ�Ϊ�˿˷���Щ���⣬PLegge������ù̽���ʯ���ߣ���Ϲ�������ת���пӹ��ķ������γ����������ת�����ӹ������ּӹ������˷�����ͨ�����ӹ������볬Ӳĥ��Һ�ڵ��ߺ���֮����ͨ�������Լ�ĥ�϶Լӹ����ߺͼӹ��ױڵ�ĥʴ�����⣬ͬʱʹ�ӹ����ȺͲ��ϵ�ȥ���ʵõ���������ߡ�����������һ�־�����ת������ϵͳ�ij����ӹ��������̽�ʽ���ʯ������һ���ľ�ѹ�����õ����������ϣ�����һ�������������Ƶ��ͬʱ��������ڹ����ĸ�����ת�˶���������ȴҺ���ϵر����͵����ߺ�������֮�䣬���ַ����ѱ�֤ʵ��һ�ָ�Ч�ͳɱ���Ӳ���Բ��ϼӹ���������ˣ���ת�����ӹ�����һֱ���ܸ����о�ѧ�ߵĹ�ע��Ӣ�������ա��¡��պ��еȹ��Ҽ��Գ�����ת�ӹ��豸�������Լ����շ�������һЩ�о�����ǰ����ת�����ӹ�������Ӧ�÷�Χ�������������ת�����������ӹ�����չ����ת����ĥ���ӹ�����ת����ƽ��ϳ���ӹ��ȼӹ���ʽ��ͨ���Գ����ӹ������빤�����˶�ѧ��ϵ�ķ����Լ��Լӹ��������������͵���ĥ��ȷ�����о�������ձ���Ϊ��ת�����ӹ��Ļ�����Ҫ�������¼�������õ����أ�����ͷ�Ͻ��ʯĥ���ڳ����ٶ��¶Թ������ϱ���Ĵ������ã���ʹ�����ľֲ�Ӧ��ԶԶ�������ϵĶ��Ѽ��ޣ�����Ӧ��ʹ���ϱ������ѹ�ۣ�����ϸ���ƵIJ�������չ�������γ��۾ֲ�����ȥ����ͬʱ�����ʯ��������ڹ������ϵĸ�����ת��ʹ��Ƕ�빤�������ĥ���ڹ��������ϻ�����ĥ���Լ�˺���������ϣ�����ĥ�����ô����������Ƶ���չ������˲��ϵĺ������ȥ����A.I.Markov��D. Prabhakar ��Z.J . Pei�����Ⱥ��Ƶ������ڴ��Զ���ȥ��ģʽ����ת���������в���ȥ��������ģ�͡�����Z . J . Pei�����о���������ת���������Ƚ��մ��У����ϵ�ȥ��������������ȥ��������ȥ����������1998 ������˻������Ա���ȥ��ģʽ����ת���������в���ȥ��������ģ�͡����⣬�����ӹ��й���Һ�ܵ��߶��泬�������ö�������Ƶ�����������Һѹ������Ϳջ����ã���ʹ����Һ���뱻�ӹ����ϵ��ѷ죬�Ӿ��˻�е�ƻ����ã��ӹ����̵õ���ǿ�����ң������ջ��������ú͵��ߵ���ת�˶�ʹ��мʼ�մ����˶�״̬��ͬʱ��ֹ����м�ij������̣��ٽ�����м�ڹ���Һ����������������м���ų����ƽ��˼ӹ��Ľ��С����������ӹ���������ٽ����ۺ����ã���������˲��ϵ�ȥ���ʡ�
���������ӹ���������״����
������ϵͳ�ɻ�����������˺���ͷ�Ȳ�����ɣ��dz����豸�ĺ��IJ��֡��ڴ�ͳӦ���У�������ϵͳ����һά������ʽ��������ȫ��г����ʽ�������������������ų������������о��Ľ�չ���ڲ�ͬ����ʵ��Ӧ�õ�������Ҫ������ϵͳ�Ĺ�����ʽ����Ƽ��㡢��ʽ����Ӧ���о���ȡ�����µĽ�չ��
�ձ��о��ɹ�һ�ְ벨��������ϵͳ�����������߰�װ�ڰ벨��������ϵͳϸ�ˣ�����ϵͳ��������ѹ���մ�Ƭ���ð�Բ�Σ����¸���Ƭ���������������Բ��ѹ�绻����(ѹ������)�����ص���С�ͻ����ṹ��������ǿ��
�ձ������Ƴ�һ�����͡���-�䡱����ϵͳ���������ֳ�ʽ������������ĥ���ϳɹ�Ӧ�á���ϵͳѹ�绻����Ҳ���ð�Բ��ѹ���մ�Ƭ��������-�䡱������
���ϴ�ѧ������һ�����ͳ���������ϵͳ����ϵͳ����ѹ�绻�������ɳ�������������ƥ���·������ѹ�羧�塢г�ˡ�֧�е��ڻ��������ߵȲ�����ɡ������������������ѹʱ������ʹ�����������������е������ֱ������г��ʵ�ֳ�������װ�õ��ص��ǣ��������ݻ����٣�����й©��С������ת��Ч�ʸߴ�90%���ң����ҽṹ�����С�����ڲ�����
�������չ�ҵѧԺ�������ۿ��ó���Ťת��ϵͳ�����ô�������������������������������Ťת����˵�������������ʱ��Ť�����˵�С�˾������Բ�ܷ����Ťת���۵���Ť������֮�����Ī�����������ӣ��������С��500W��Ƶ��Ϊ16��23 kH z������Ƶ���Զ��������ܡ�
������ҵ��ѧ�����һ�ֿ�����Բĥ���ϼӹ�Ӳ����ϵij�����ĥ��װ�á���װ���ɳ�����ϵͳ����ȴѭ��ϵͳ��ĥ������ϵͳ�ͳ���������������ɣ��䳬����������������ʽ�������ṹ����ȴѭ��ϵͳ��ʹ��ĥ��Һ��Ϊ��ȴҺ��ĥ������ϵͳ�ɸ���֧�С��ƶ���������Բĥ�����Ӹ˵���ɡ���ĥ��װ�ù���ͷ��ת��������Բĥ�����ᾫ�ȱ�֤���ṹ��ר�ó�����ĥ��������ϵͳҪ�ö࣬��˳ɱ��������ʺ�����������Ӧ�á�
���������ӹ������ķ�չǰ��Ԥ�� 1����������������
���Ŵ�ͳ�ӹ��������¼����ķ�չ������������������Ӧ������㷺���������о��������룬��Ҫ���������¼������档
(1) ���ƺͲ����µĵ��߲���
���ִ�����ҵ�У��ѺϽ𡢴��١��������ºϽ���Ѽӹ�������ʹ�õķ�ΧԽ��Խ�Ի�е����ӹ�������Ҫ��Խ��Խ�ߡ�Ϊ�˸��õط��ӵ��ߵ�Ч�ܣ�����ѡ�ú��ʵĵ����β����⣬���������У����ǽ������ע����תΪ�Ե��߲��ϵĿ������о��ϣ�������Ȼ���ʯ��������ʯ�ͳ�ϸ������Ӳ�ʺϽ���ϵ��о���Ӧ��Ϊ��Ҫ���� (2) ���ƺͲ��ø�Ч��������ϵͳ
���е�ʵ�鼰ʵ���������ӹ�ϵͳ���������С���ܺĸߣ���ˣ��ڴ�ʵ�õĴ���������ϵͳ������������ĿǰΪֹ���������Ϊ4 kW��������ϵͳ�����Ƴ�����Ͷ��ʹ�á�
���ձ�������������װ��ͨ�����������1 kW���������Ϊ0.01��0.06 mm�� (3) �����������������о�
��ǰ�ͽ��һ��ʱ�ڶ��������������о�����Ҫ�������¼������棺�� ��������״̬�¹�������������빤�����벢�γ�м�ġ� �� �������е����빤������õ���ѧ������ �� ���������������о�����ѧ������
(4) ������Բ���������о����ƹ�
��������Բ���������ܵ�����ѧ�������ҵ������ӡ�������Ӣ�����¹����¼Ӳ��ȹ��Ĵ�ѧ�Լ����ڵı������պ����ѧ���Ϻ���ͨ��ѧ�ѿ�ʼ�ⷽ����о��������ձ���ҵ������������غ�Towa��˾���ѿ�ʼ�ⷽ���ʵ�û��о������ǣ���������Բ�����������ۺ�Ӧ�÷��滹�������Ҫ���������Ƕ�Ӳ���Բ��ϵij����������ӹ���ϸ��λ��ϸģ�ߵij����������ӹ��ȷ��滹��Ҫ��һ���о�����
(5) ����ϳ���ӹ�����
�����մɵ�Ӧ������㷺��������μӹ�ʮ�����ѡ������Ǿ�����ά��������Ĺ����մ��������������Ч�ļӹ��ֶΣ�����Ӱ���˹����մɲ��ϵ��ƹ�Ӧ�á�����������ѧ����˻��ڷֲ�ȥ�������ij���ϳ���ӹ������������˳�������ϳ�����������������ó����ӹ��������ؼӹ������մ������;�������ڷֲ�ȥ��˼��ij���ϳ���ӹ�����������˴�ͳ�����ӹ��й�����������Ҳ������߲��������⣬ʹ�ӹ����м�Ǻ���ߵ���ά�������湤���մ������Ϊ���ܣ�Ϊ�����մɵĹ㷺Ӧ���ṩ�������ļ���֧�֡���
2���������ϼӹ�����
Ŀǰ���������������е��Ԫ���ϼӹ��������о��Ͽ�ķ�չ����������ҵ��ѧ���ó����������ĥ�ϸ��ϼӹ������Բ���ֽ��мӹ�������˵��С�ӹ��������ʺͱ����������ܼ�˵�ì�ܣ����нϺõ�Ӧ��ǰ����
���ִ���ҵ�����У�ģ�ߵ�Ӧ��Խ��Խ�㷺����ģ�߾��Ⱥͱ���������Ҫ��ҲԽ��Խ�ߡ���ģ����������У������ӹ������ģ������Ӱ��ܴ�Ŀǰ�ù����ںܴ�̶����������ֹ���ɣ�������Լ��ģ�ӹ������ķ�չ����һ��ؽ������Ĺؼ��������⡣����������ѧ���ó������ĥ�����ϼӹ���������״���ӵ�ģ����ǻ�����ӹ��������о���������BP������Լӹ�����ֲڶȽ���Ԥ�⣬ȡ�������õ�Ч�����������ĥ�����ϼӹ�������һ���µĸ��ϼӹ��������ܽϺõ���������״���ӵ�ģ����ǻ�����ӹ��������������������д���һ���о����ر��Ǹ���Ҫ�ӹ����ضԼӹ�����ֲڶȵ�Ӱ���Լ����������ȥ�������ȡ�
���ſ�ѧ�����ķ�չ�����ǿ�ʼ̽���Ի�����Ⱦ������û����Ⱦ�ļӹ��������о��µĹ��������ǽ���������Ĺؼ������������ձ�����ũ����ѧ����������еĵ������ŵ�ӹ����������˿����Ե��о���Ϊ�������ŵ�ӹ�����������һ��ո�µ�;�������ü����ڼӹ������ж�·Ƶ����ɽ����ѧ���о���Ա���������������зŵ�ӹ����������Թ����մɽ����˼ӹ�ʵ���о����ӹ�Ч������˽�3�������ù��յļӹ������д��ڽ�һ���о���
3��ϸ�����ӹ�����
����еΪ������ϸ�������ִ����켼���е�һ����Ҫ��ɲ��֣�����衢��ѧ�����������մɵ�Ӳ���������е�еĹ㷺Ӧ�ã�ʹӲ����ϵĸ߾�����άϸ�ӹ�������Ϊ�����������ҵ��һ����Ҫ�о����⡣Ŀǰ��������Ӳ����ϼӹ����ֶ���Ҫ�й�̼ӹ�����ӹ�������ӹ��������ӹ������ּӹ������������ӹ����ӹ������ӹ�������ӹ��ȼ�����ȣ��Ȳ������ڲ��ϵĵ�������û�����������ã����̼ӹ�����ֿɼӹ���
�������ά��״��������˳����ӹ��������մɡ��뵼���ȷǽ���Ӳ����ϼӹ��������ŵ����������ơ����Ŷ�����ѧ���������о��������о��Ҷ�ϸ���ߵijɹ�������ϸ����װ�С�����ת���ȵ�����ĺ�����������ù�������Ĺ�����ʽ�ڹ����մɲ����ϼӹ�����ֱ����СΪ5��m���ף��Ӷ�ʹ�����ӹ���Ϊϸ�ӹ�������Ϊ���ܡ�
�ܽ�
���Ÿ���ҵ�������Ͳ�����������ӣ������ӹ������ķ�չ���о�Ҳ���ܹ�עʹ���ڳ����ӹ������Լ������ӹ����������Ʒ���ȡ���˷ḻ�ijɹ������ǣ���ת�����ӹ�����������ּӹ������ں��պ����Լ�����������ҵ�е�Ӧ�ã���û��������е����ơ����ںܴ�̶��������ڳ����ӹ������ķ�չ��Ի�������Ҫ��Ϊ���ֻ������ܵij����ӹ���������ʱ�䲻�������Ҵ��ʳ����ӹ������ȶ�����������һЩ��Ҫ���˵����⡣���г�����������ת�����ӹ������������������500W ���£����ҳ�ʱ�乤����ֻ�Ƽ�ʹ�ü�ʮ��������ʮ���ߵij������ʡ���˳����ӹ�Ӳ�����DZ�ܵĿ������д��ڻ������ܵĽ�һ�����ơ�ͬ���������ӹ����ߵ��о�����ڴ�ͳ��ĥ���ӹ����߶���Ҳû�еõ��㷺�Ĺ�ע�����ڳ����ӹ��У�ʵ�ֵ����볬����ϵͳ֮�����Ч���ӣ��ܷ�ƽ�ȴ��ݳ����������ǻ����ܷ����������Ĺؼ����ڡ��ڵ��ߵ���������췽�棬���Խ����ͳ��Ӳĥ�ϵ��������Ĺ��շ�������ص��о��ɹ�����ϳ����ӹ����ص㣬�Գ������ߵĽṹ�����Լ���������ĥ�ϲ���Ʊ�������ĥ�ϵ���������ȡ�Ũ�Ⱥ��������յȷ����������꾡���о����Ӷ���Ч����ӹ����ߵ���������֤�ӹ�������������������ţ��ڳ����ӹ����������������Ƶ������£����ų����ӹ����������IJ����Ż�������Լ������ڳ����ӹ��ĵ��ߵĿ�����Ӧ�ã������ӹ�������Ӧ�����õ�������չ�����ؽ��ں��պ�����ҵ�й㷺ʹ�õ��Ƚ����ϲ����Լ����ܾ�����ϵľ��ܼӹ��ϴ�����Ϊ��
�ڶ�ƪ���۾����ʯ��˿ģ�ߵ����ּӹ���������
- ���ּӹ��ܽ�����
-
���ּӹ��ܽ�
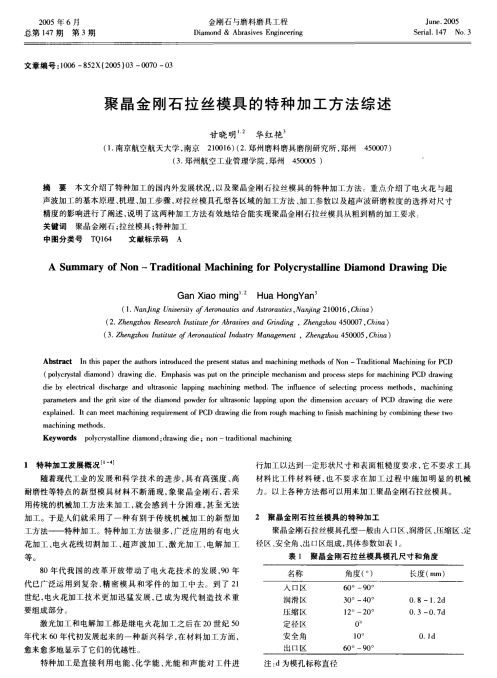
һ�����1���ּӹ���Ҫ���û�е���������������ȥ�������϶���IJ����Դﵽͼ����ȫ������Ҫ��2��ӹ�ԭ���ǻ��ڹ��ߺ��������缫��
-
���ּӹ�ʵѵ�ܽ�
�����ּӹ�ʵѵ�ܽᡷ�ڵ�17��������ӭ�������ּӹ�����ʵѵ����Ȼ����һ�������Dz������и�͵�ֱ�ֻ��������ʱ�䣬��������ݵġ�
- ���������ּӹ�ѧ���ܽ�
- ���ּӹ������ĵ�
-
���ּӹ�ʵѵ�ܽ�
�����ּӹ�ʵѵ�ܽᡷ�ڵ�17��������ӭ�������ּӹ�����ʵѵ����Ȼ����һ�������Dz������и�͵�ֱ�ֻ��������ʱ�䣬��������ݵġ�
-
���������ּӹ��γ��ܽ�
��ѧ������ѧϰ�˾��������ּӹ������õ���ʱ�Ҿͷ���һ�飬���е��йؼ��㷽������ݲ��࣬���������۷��档һ��ʼ����û�а������úܸ��ӡ�
-
���ؼӹ�����ʵѵ�ܽ�
ʵѵ�ܽ�ת�ۼ�Ϊ��2�ܵ����ؼӹ�����ʵѵ�Ѿ������ˣ�����2�ܵ�ʵѵ����ѧ��������֪ʶ������ʵѵ�⼸����ȷʵ�кܴ���ջ���ָ���ϡ�
-
���ּӹ�ʵѵ����
������������༶����104ѧ�ţ�3100211118��������ʦ�Ĵ��������Dzι������ּӹ���һЩ�豸����ʦ����Щ�豸Ҳ���������˽�Ϊ��
- ���������ּӹ��ķ�չ��״�뼼��չ��