焊接实训报告
气
焊
气
割
实
训
报
告
一丶实训的目的
1. 让我们了解感受气割气焊的操作,并掌握一定的技术。
2. 实际操作更有利于掌握其中的技术。 3. 和书中理论更好的结合起来。
二丶实训的内容
1. 气割
气割的气体是由乙炔和氧气混合组成,乙炔是可燃气体,氧气则为助燃气体。当乙炔过多氧气少时就会产生碳化焰,当氧气过多乙炔过少是就会产生氧化焰,而我们气割要用的是中性焰。
气割用的气枪一共有三个阀门,一个供低压氧,一个供乙炔,还有一个是高压氧。右手拿枪柄,并用大拇指控制低压氧气阀,左手调火时控制乙炔阀,当开始割时控制高压氧阀。点火前需要戴好防护工具(实训服,墨镜,手套)点火时乙炔大一点,氧气小一点。燃烧后把火焰调成中性焰。加热钢板时用中性焰的内焰加热,当钢板快要被烧熔时,打
开高压氧把铁屑吹掉,这是有大量火星溅出。然后匀速前进直到钢板被切掉。
2.气焊
气焊的气体同样是由是由乙炔和氧气混合组成,乙炔是可燃气体,氧气则为助燃气体。当乙炔过多氧气少时就会产生碳化焰,当氧气过多乙炔过少是就会产生氧化焰,而我们气焊要用的是中性焰。在焊接时要尽量保证氧气和乙炔的供给量差不多,保证火焰的性质,才能很好的进行焊接。 气焊用的气枪只有两个个阀门,一个供氧气,一个供乙炔。在这里和气割用的枪不同,右手拿枪柄,并用大拇指控制氧气阀,左手调火时控制乙炔阀。点火前同样需要戴好防护工具(实训服,墨镜,手套)点火时乙炔大一点,氧气小一点。燃烧后把火焰调成中性焰。
在焊接直线的时候,气枪要与钢管垂直,当钢管被烧熔后,形成熔池后,把铁丝点在熔池中心,铁丝点在熔池频率的控制很重要,焊出来的形状要成鱼鳞状。同时也要注意不能把钢材烧穿了,要控制自己的速度。
在圆形对接的焊接中,气枪要与钢管成倾斜的角度。当钢管被烧熔后,形成熔池后,把铁丝点在
熔池中心。因为是圆形的,所以要注意铁水的流动。
3.铁板对接
首先准备好两块铁板、一根铁丝,放在焊架上做好准备。同时点火前同样需要戴好防护工具(实训服,墨镜,手套)点火时乙炔大一点,氧气小一点。燃烧后把火焰调成中性焰.
火焰调好之后,首先在铁板的两端进行定位焊,将铁板固定好,否则在焊接的过程中铁板会张烈开,不利于焊接的顺利进行。定位完毕后就可以进行焊接,首先从头开始焊接,在火焰烧的地方出现一个水滴状的熔池,就可以将铁丝放入熔池中央进行焊接,当焊好之后,火焰随着焊缝移动,铁丝随之移动,一直到完全焊完为止,焊完之后检查焊缝有没有开裂等问题。
4.管管对接
取两段5厘米的铁管,把它们对接好放在焊台上备用,同时准备好一根铁丝,点火前同样需要戴好防护工具(实训服,墨镜,手套)点火时乙炔大一点,氧气小一点。燃烧后把火焰调成中性焰。
首先加热铁管,将铁管的首尾两处进行定位焊,防止焊接的时候铁管错位,定位之后便开始焊接。焊接的方法和铁板对接差不多,但管管焊接很
容易焊穿,所以焊接的时候要特别注意,焊完之后检查焊缝周围有没有裂缝。
四丶实训总结
通过这次实训让我们更加的了解和掌握了气焊的要领和技术。火焰的大小温度,焊丝推进的速度,熔池的大小,都是气焊非常重要的因素。在焊接过程终不能慌张,手一定要平,要保持平稳的速度,保证手中的焊枪不伤到自己和其他人,一定要做保证好安全。同时气割也要注意火焰的大小,在气割的过程中手不能晃动,不然割出来的工件质量很差,同时要特别安全。一周的实训虽然天气炎热,但是有老师耐心的教导,让这次的实训变得不是那么枯燥无味,而是更加努力的学习和练习。最后也让我们掌握了气焊气割的技术。
第二篇:焊接操作实训报告


焊接实操实训报告
学院系别: 机电工程学院
专业班级学生学号:
设计学生:
指导老师: ?
设计时间:
焊接实操实训报告
一、实训目的与要求:
1.掌握焊接的原理和焊接是工作过程。
2.掌握焊料和焊剂的选择和使用。
3.掌握电烙铁的分类和使用方法。
4.掌握焊接过程中:元件整形,弯曲和THE和SMT焊接过程的区别,在实际过程中提高焊接工艺。
二、焊接实习的内容:
锡焊分类主要分为三类:熔焊、接触焊、钎焊
1.熔焊: 熔焊是指在焊接过程中,将焊件接头加热至熔化状态,在不加外压力的情况下完成焊接的方法。如电弧焊、气焊等
2.接触焊:接触焊是指在焊接过程中,必须对焊件施加压力(加热或不加热)完成焊接的方法。如超声波焊、脉冲焊、摩擦焊等。
3.钎焊: 钎焊是指在焊接过程中,将焊件和焊料加热到高于焊料的熔点而低于被焊物的熔点的温度,利用液态焊料润湿被焊物,并与被焊物相互扩散,实现连接。
4.焊接机理: 焊接是将焊料、被焊金属同时加热到最佳温度,焊料熔入被焊接金属材料的缝隙,不同金属表面相互浸润、扩散,最后形成合金层,从而将被焊金属永久牢固地结合。
三、焊料和焊剂的选择和使用
(一)、焊料
定义:能熔合两种或两种以上的金属,使之成为一个整体的易熔金属或合金。 分类:按成分:锡铅焊料、银焊料、铜焊料等;按耐温:高温焊料、低温焊料、低熔点焊料.
1.锡(Sn)特点:1.质软、低熔点,熔点温度2320C;2.纯锡较贵,质脆而机械性能差;3.常温下,抗氧化性能强
2.铅(Pb)特点:1.浅青色的软金属,熔点温度3270C;2.机械性能差,可塑性好,有较高的抗氧化性和腐蚀性;3.对人体有害(重金属)。
3.锡铅合金(俗称“焊锡”)用铅和锡按照不同的比例熔成的合金焊料. 电子产品安装中,常用的锡铅合金焊料中锡的比例为63%、铅的比例为37%,这种焊料又称为“共晶焊锡”共晶焊锡特点:1.熔点低,熔点温度为1830C,防止损坏元器件;
2无半液态,可使焊点快速凝固从避免虚焊;3.表面张力低,焊料的流动性强,对被焊物有很好的润湿作用,从而提高焊接质量;4 抗氧化性能强;5 机械特性好。
(二)焊剂
作用:焊接时去除被焊金属表面间氧化层及杂质。
1.无机助焊剂:类型:正硫酸、盐酸、氟酸、盐(ZnCl、NH4Cl、SnCl2)等
特点:活性最强,常温下即能除去金属表面的氧化膜。容易损伤金属及焊点,一般不用;一般俗称“焊油”:用机油乳化后制成的膏状物质,可用溶剂清洗
2.有机助焊剂:类型:有机酸(硬脂酸、乳酸、油酸、氨基酸等)、有机卤素(盐酸苯胺)、胺类(尿素、乙二胺等)。特点:具有一定的腐蚀性;不易清洗
3.松香基助焊剂: 类型:松香焊剂、活化香剂、氢化松香。
松香:将松树和杉树等针叶树的树脂进行水蒸气蒸馏,去掉松节油剩下的不挥发物质。 特点:阻焊能力和电气绝缘性能好;不吸潮、无毒、无腐蚀、价格低。
松香水: 将松香和酒精按1:3比例制成的阻焊剂,主要用于提高印制电路板的焊接性,同时还可以防止铜箔的氧化。注意事项: 松香反复加热后会炭化(发黑)而失 效,所以发黑的松香不能使用
四、手工焊接技术的步骤及工艺要求:
1手工焊接的步骤
1) 准备焊接。清洁焊接部位的积尘及油污、元器件的插装、导线与接线端钩连,
为焊接做好前期的预备工作。
2) 加热焊接。将沾有少许焊锡的电烙铁头接触被焊元器件约几秒钟。若是要拆
下印刷板上的元器件,则待烙铁头加热后,用手或镊子轻轻拉动元器件,看
是否可以取下。
3) 清理焊接面。若所焊部位焊锡过多,可将烙铁头上的焊锡甩掉(注意不要烫伤
皮肤,也不要甩到印刷电路板上!),然后用烙铁头“沾”些焊锡出来。若焊点焊
锡过少、不圆滑时,可以用电烙铁头“蘸”些焊锡对焊点进行补焊。
4) 检查焊点。看焊点是否圆润、光亮、牢固,是否有与周围元器件连焊的现象。 2 手工焊接的方法 :
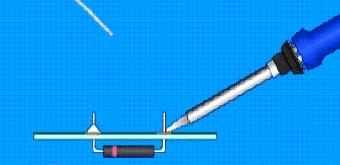
(1)准备焊接:清洁焊接部位的积尘及油污、元器件的插装、导线与接线端钩连,
为焊接做好前期的预备工作。准备好焊料和焊剂,元件等物品。
(2)加热焊件 电烙铁的焊接温度由实际使用情况决定。一般来说以焊接一个锡点的时间限制在4秒最为合适。焊接时烙铁头与印制电路板成45°角,电烙铁头顶住焊盘和元器件引脚然后给元器件引脚和焊盘均匀预热。
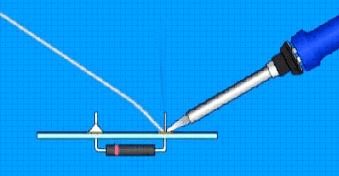
(3) 移入焊锡丝。焊锡丝从元器件脚和烙铁接触面处引入,焊锡丝应靠在元件
脚与烙铁头之间。
加热焊件 移入焊锡
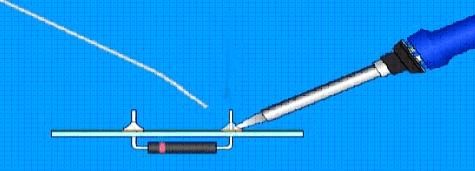
(4) 移开焊锡。当焊锡丝熔化(要掌握进锡速度)焊锡散满整个焊盘时,即可
以45°角方向拿开焊锡丝。
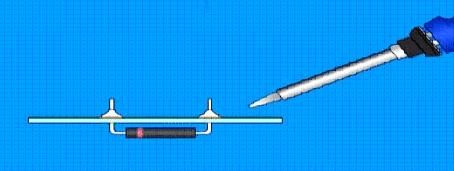
(5) 移开电烙铁。焊锡丝拿开后,烙铁继续放在焊盘上持续1~2秒,当焊锡只有轻微烟雾冒出时,即可拿开烙铁,拿开烙铁时,不要过于迅速或用力往上挑,以免溅落锡珠、锡点、或使焊锡点拉尖等,同时要保证被焊元器件在焊锡凝固之前不要移动或受到震动,否则极易造成焊点结构疏松、虚焊等现象。
移开焊锡 移开电烙铁
五、元件安装原则和注意事项:
1电子元器件插装要求做到整齐、美观、稳固,元器件应插装到位,无明显倾斜、变形现象。同时应方便焊接和有利于元器件焊接时的散热。
2手工插装、焊接,应该先插装那些需要机械固定的元器件,如功率器件的散热器、支架、卡子等,然后再插装需焊接固定的元器件。插装时不要用手直接碰元器件引脚和印制板上铜箔。手工插焊遵循先低后高,先小后大的原则。
3插装时应检查元器件应正确、无损伤;插装有极性的元器件,按线路板上的丝印进行插装,不得插反和插错;对于有空间位置限制的元器件,应尽量将元器件放在丝印范围内。
4元器件插装的方式
1) 直立式 电阻器、电容器、二极管等都是竖直安装在印刷电路板上的
2) 俯卧式 二极管、电容器、电阻器等元器件均是俯卧式安装在印刷电路板上
的 。
3) 混合式 为了适应各种不同条件的要求或某些位置受面积所限,在一块印刷
电路板上,有的元器件采用直立式安装,也有的元器件则采用俯卧式安装。
六、焊接操作过程中的注意事项:
1电烙铁不宜长时间通电而不使用,这样容易使烙铁芯加速氧化而烧断,缩短其寿命,同时也会使烙铁头因长时间加热而氧化,甚至被 “ 烧死 ” 不再 “ 吃锡 ” 。
2.手工焊接使用的电烙铁需带防静电接地线,焊接时接地线必须可靠接地,防静电恒温电烙铁插头的接地端必须可靠接交流电源保护地。电烙铁绝缘电阻应大于10MΩ,电源线绝缘层不得有破损。
3.将万用表打在电阻档,表笔分别接触烙铁头部和电源插头接地端,接地电阻值稳定显示值应小于3Ω;否则接地不良。
4.烙铁头不得有氧化、烧蚀、变形等缺陷。烙铁不使用时上锡保护,长时间不用必须关闭电源防止空烧,下班后必须拔掉电源。
5.烙铁放入烙铁支架后应能保持稳定、无下垂趋势,护圈能罩住烙铁的全部发热部位。支架上的清洁海绵加适量清水,使海绵湿润不滴水为宜
七、简述自己在本周焊接操作过程中如果提高焊接工艺。
1.
2.
3.
4.
5.
6.
在焊接之前检查电烙铁的好坏,用万用表测试电烙铁的阻值; 焊接之前要用锉刀搓掉烙铁尖上的氧化层; 焊接之前要加热,并保持电烙铁烙铁尖光洁; 在焊接过程中国要保持烙铁尖不要移动; 焊接完成后,要先移开焊锡丝,然后等三到五秒移开洛铁头; 对焊接不当的焊点,要进行修复或者重新焊接
八、本周焊接实训心得体会:
1) 学会了焊接的基本方法,能够焊接基本的一些元器件;
2) 掌握了理论与实践相结合的思想,明白了时间是检验真理的唯一标准;
3) 加强了动手操作能力,积极参与到实验当中,增强了自己对所学知识的更深
一步了解;
4) 通过和同学之间的相互协作,明白了互帮互助的重要性,加强了团队协作的
意识;
5) 在掌握当前知识的前提下,必须不断创新,才能使所学知识有更好的应用;
6) 了解到了在当今世界电子厂品日新月异的发展,增强了自己的使命感,需大
力学习专业知识,才能与飞速发展的二十一世界接轨;
7) 学会了发现问题,解决问题的能力,并将把这种能力运用到今后的学习、生
活和工作之中。
九、教师评语:
-
焊工实习报告范文
焊工实习报告范文最后一个学期,我们开始了紧张的焊工实习。一、焊接的基本知识焊接:就是用热能或压力,或两者同时使用,并且用或不用填充…
-
焊接实训报告范文
焊条电弧焊实训报告一、实习目的焊条电弧焊实训是学生全面学习焊条电弧操作技能的一次重要实习环节,通过本环节的实习使学生获得焊接生产经…
-
焊接实训报告
实训一实训名称引弧运条连接及收尾实训地点焊接车间实训时间实训目的掌握焊条电弧焊引弧运条连接及收尾等基本操作技能实训工具及材料焊机交…
-
焊接实习报告
一实习目的1掌握各类焊接生产操作的安全技术2在课堂教学的基础上对各类焊接设备工具和辅助设施进行实际了解并熟练掌握安全设备保管使用方…
-
焊接的实习报告
焊接的实习报告组员指导老师专业班级实习目的学会基本的焊接原理和技巧以及培养科学的思维方式和动手能力实习原理利用高温使焊锡丝融化并迅…
-
焊接操作实训报告1
焊接实操实训报告学院系别:机电工程学院专业班级学生学号:指导老师:?设计时间:焊接实操实训报告一、实训目的与要求:1.掌握焊接的…
-
焊接专业:实习心得
岗前实习是每个大学生毕业生必须经历的一段过程,它让我们在具体的工作实践中了解产品的生产工艺流程、理解公司的产品定位以及单位人事组织…
-
焊接实训报告
手工电弧焊实习报告一、实习目的:焊条电弧焊实训是学生全面学习焊条电弧操作技能的一次重要实习环节,通过本环节的实习使学生获得焊接生产…
-
焊接实习心得
汉新焊接实习心得由于它成本低,二氧化碳气体易生产,广泛应用于各大小企业二氧化碳气体保护电弧焊(简称CO2焊)的保护气体是二氧化碳(…
-
电焊实习心得
经过这将近15天的焊接实习,让我学到了很多焊接的知识。焊接是通过加热、加压,或两者并用,使同性或异性材质的两工件产生原子间结合的加…
-
气焊焊接工艺实训报告
《气焊焊接工艺》实训报告第周,星期,第节课学生姓名学号一、实训目的:掌握小型气焊设备的焊接技术。二、实训器材:氧-液化气小型焊接设…