变形监测实验报告 2
实验报告二:建筑物倾斜观测
一、实验名称: 建筑物倾斜观测
二、实验性质: 综合型实验
三、实验地点: 淮工本部土木楼东
时间: 20##-11-27
四、实验目的:
1.掌握经纬仪投影法进行变形监测的作业方法;
2.掌握测角前方交会进行变形监测的作业方法,同时能通过实习能将两种方法掌握,并比较两种方法的方法的精度。
五、仪器和工具:
全站仪一套,棱镜一个,对中杆一个,小钢尺一个。
六、实验内容过程:
1.经纬仪投影法:
在建筑物的附近选择合适的地点能长期保存的埋石点B与C,然后分别在两处设置站点。对建筑物的上下墙角进行投影,用图解的方式测出该建筑物的倾斜位移值Q。对准建筑物A的倾斜观测部位,B、C为经纬仪测站位置(约在建筑物墙面的沿线上),使AB和AC所构成的角度接近去90°,A上、A下为墙角A的上、下两处的观测标志。观测步骤如下:
⒈ 在B点安置全站仪,仪器力求稳定,在A下横放一小尺;正镜照准A建筑物的一条棱的顶部然后将全站仪的镜头往下移动此时会在小尺上有一个投影,用十字丝对准小尺读出偏移量;
⒉同样的方法在C点的位置进行观测。
⒊观测两组投影结果,用图解方法求A的总倾斜位移值Q,即由两次测量的矢量和(即由第一次观测结果和第二次观测结果的矢量和)就是A点的总倾斜位移QA。
建筑的变形在设计规定的范围内,可视为正常现象,但超过一定的限度就会影响楼房建筑的质量 (必要时还要进行建筑物的裂缝观测),严重的还会危及楼房的安全。所以,在楼房施T建设和运行管理期间非常需要进行变形观测,对通过各种测量方法获取的变形信息进行分析和处理,及时发现楼房建筑的异常变化,及时采取有效措施,确保楼房建筑的安全。
2.测角交会法:
在所测建筑物周围选定两个已知点作为工作基点A、B,并在建筑物同一条棱的顶部和底部布设观测点P、P’。使得交会角尽量接近90°,工作基点至建筑物的距离控制到与建筑物的高度大致相等。
在观测现场假设B点坐标(0,0),用全站仪瞄准工作基点A,瞄准之后假定AB方位角为0,同时测得A点坐标并记录。此时A、B两点构成一个平面直角坐标系,结合测角交会法开始对A、P、P’进行角度观测,观测2-3个测回即可。迁站后,结合B点进行检核,无误之后,以同样的方法进行B工作基点上的观测。
七、原始记录(附后)
八、绘图分析及总结
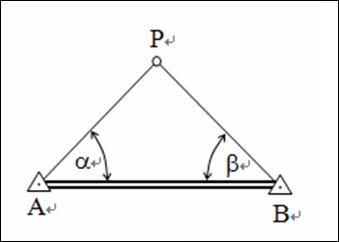
已知:A(Xa,Ya) , B(Xb,Yb)
观测值:两个已知点处的水平角a和b
求: P点的坐标Xp ,Yp
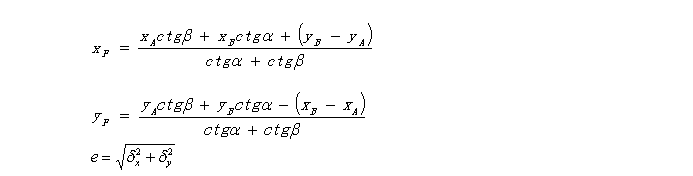
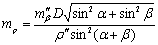
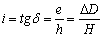
精度估算公式:
1.经纬仪投影法:
利用经纬仪将顶部的点投到底部的三角尺上,并由放尺的人读出偏移量,记录

2. 角度前方交会法:
利用全站仪量测交会角度,记录并处理
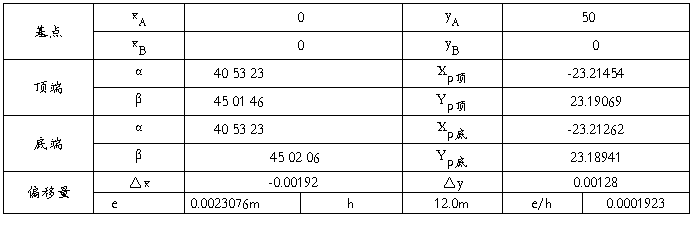
由监测结果分析得,目测文通楼约12.0m高,经量算,△x值和△y值相对都较小,即X、Y方向上的偏移量都很小,故该楼的稳定性相对较高,较安全。
九、总结
?????????????????????????????????????
第二篇:切削变形实验报告01


荆楚理工学院机械工程学院实验报告
姓名 学号 专业 成绩
课程名: 机械制造基础 日期 指导教师
实验题目: 切 削 变 形
一、【目的要求】
1 观察切削变形的过程,以及所出现的现象。
2 掌握测量切削变形和计算变形系数的基本方法。
3 研究切削速度、刀具前角和走刀量等因素对切削变形的影响规律。
二、【实验仪器与试剂】
1 设备: CA6140 普通车床
2 工具:游标卡尺、钢板尺、细铜丝等。
3 刀具:YT15硬质合金车刀若干把。
4 试件:30# 钢,轴向带断屑槽的棒料,直径30mm。
三、【实验原理】
在金属切削过程中,由于产生塑性变形,使切屑的外形尺寸发生变化,即与切削层尺寸比较,切屑的长度偏短,厚度增加,这种现象称为切屑收缩。一般情况下,切屑收缩的大小能反映切削变形的程度,衡量切屑收缩的大小可用变形系数表示。即 ξ= L c / L ch 式中ξ── 变形系数;
L c ── 切削长度(mm); L c =π D/( n -b) ;
对于本实验:槽数n= 3 ;槽宽 b = 2.5 ; L ch ── 切屑长度(mm),
⑴计算变形系数的方法用测量切削长度法。
⑵把实验得到的切屑,冷却后,选出标准切屑,用铜丝沿切屑外部缠绕后拉直,然后用钢板尺测出其长度L ,为提高实验精度,可测 3 ~ 5 段切屑的长度求出平均值 Lc 。
变形系数 ξ=L c / L ch =(πD/n - b )/ L ch
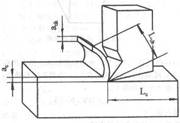
图 2-1 切屑收缩图
四、【实验方法和步骤】
1、切削速度υ对切削变形的影响
刀具参数:κr=45°;κr '= 8°;λs= 0°;γo =10°;αo =7°;r =0.1 mm
切削用量:f= 0.39 mm /r , ap=40mm。

图 2-2 车削切屑收缩
改变切削速度,从低速到高速,可先取
υc= 5; 10; 20; 25; 30; 40; 60; 80; 110 m /min ;
n = 53;106;212;265;318;424;636;848;1166r/min ;
用每一种转速切削一段试棒,停车收集切屑并观察切削颜色(注意安全,防止烫伤)。测量并将结果填入表2-1 中。
2、刀具前角对切削变形的影响
刀具参数: κr = 45°; κr ' = 8°; λs = 0°; αo = 7°; r = 0.1 mm 。
切削用量: f= 0.39 mm /r , ap =40 mm υc= 60 m /min 。
改变车刀前角: γo = 0°; 15°; 30°。
用不同前角的车刀分别切削一段试棒,停车收集切屑并观察切削颜色(注意安全,防止烫伤)。测量并将结果填入表2-2 中。
3、进给量 f 对切削变形的影响
刀具参数: κr=45°; κr'=8°; λs=0°;γo=10°;αo=7°;r=0.1 mm 。
切削用量: ap = 40 mm υc= 60 m /min 。
改变进给量: f= 0.2 ; 0.36 ; 0.51 ; 0.66 ( mm/r )。
用不同的进给量分别切削一段试棒,停车收集切屑并观察切削颜色(注意安全,防止烫伤)。测量并将结果填入表2-3 中。
五、【实验现象、结果记录及整理】
1 将切屑长度测量后取平均值,记录在表 2-1 、 2-2 、 2-3 中,计算变形系数。
表 2-1 切削速度对切削变形影响实验数据记录

表 2-2 刀具前角对切削变形影响实验数据记录

表2-3 进给量对切削变形影响实验数据记录表

六、【分析讨论与思考题解答】
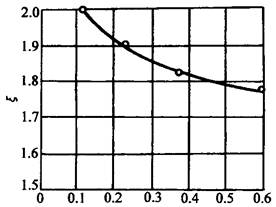
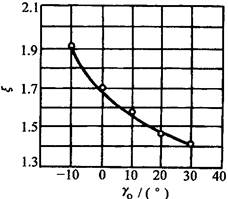
1、 绘出 ξ──υc;ξ──γo ;ξ──f曲线。

 f mm/r
f mm/r
2、分析切削参数(υc、γo 、f)对切削变形的影响规律。
-
变形监测报告
三峡库区地质灾害治理工程变形监测报告工程名称兴山县龚家村滑坡防治工程监测单位名称河南省郑州地质工程勘察院监测单位法定代表人监测单位…
-
变形监测报告
XXX基坑支护工程变形监测成果报告第XXXX次XXX公司XXX年XX月XXX基坑支护工程变形监测成果报告批准审核项目负责XXXXX…
-
变形监测报告
中国地质大学信息工程学院中国地质大学武汉信息工程学院读书报告课程名称变形监测数据处理上课时间20xx320xx5任课教师潘雄专业测…
-
变形监测实习报告
工程测量变形监测实习报告指导老师班级姓名学号成绩一实习的目的和任务变形监测综合实习是变形监测教学的实践性环节也是工程测量技术专业的…
-
变形测量实习报告
黄河水利职业技术学院变形测量实习报告系别测绘工程系班级工程测量0908班1黄河水利职业技术学院学号20xx020xx0姓名宁文龙指…
-
变形监测测量实习总结
变形监测实习总结姓名:王蕊学号:20xx020640班级:工测0905变形监测测量实习总结变形监测就是利用专用的仪器和方法对变形体…
-
变形监测实习总结
变班级:测量1102班形监测实习总结第四组组长:杨震组员:刘江,纪为栋,任福磊,方子哥,陈斌,程瑜,陈斌,李久民变形监测测量实习总…
-
地形测量实习报告
地形测量实习报告测量是一项精确的工作,通过测量学的学习和实习是我在脑海中形成了一个基本的测量学轮廓。测量学是研究地球的形状和大小以…
-
基坑监测实习报告
总班级学号姓名企业老师指导教师结报告目录1实习概况22实习主要内容3沉降位移监测3基坑外侧的土体侧向位移土体测斜5基坑内外的地下水…
-
变形监测实习报告
工程测量变形监测实习报告指导老师班级姓名学号成绩一实习的目的和任务变形监测综合实习是变形监测教学的实践性环节也是工程测量技术专业的…
-
基坑监测总结报告(标准模板)
目录一、工程概况.11.1工程地理位置及概况...11.2工程地质和水文地质条件...1二、内容及方案制定依据.12.1监测内容.…