电工总结
技 术 能 力 总 结
一、个人简历
本人高中学历,于19xx年至今一直从事机电设备维修管理工作。自参加工作以来,敬业爱岗,通过不断自学,钻研机电维修技术和设备管理知识:电工技术、电气控制、PLC编程及应用、工厂供电技术、现场总线技术,电气控制设备及控制系统的应用开发等方面新的理论、方法,并积极学习和研究平常维修中没遇到的一些机电设备的维修方法。
在机电维修岗位上,我认真负责、精心维护,按时保养,及时维修,保障了企业生产设备安全有效运行。在工作中不断积累总结经验,深入探索研究,特别是对旧设备适时进行更新改造,努力提高设备的生产效率,促进了企业的生产效益。
20xx年起到辉煌水暖集团任维修电工,辉煌水暖是我国水暖行业的龙头企业之一。集团下属公司有铸造、机加工、抛光、电镀、感应电子组装六大生产职能部门。我先在机加工部门工作了一个阶段,后来又到电镀部门工作。主要负责工厂的供配电设备和机台维修。在此期间,我进一步学习了更多PLC以及变频器、数控车床控制系统的相关知识。对所负责的设备有了全面的认识。
功夫不负有心人,经过不懈地努力,我从一名基层的维修电工成长为企业的一名技术管理者。职务的晋升,更激励我要在机电维修技能和管理水平上加以提高。在领导岗位上,我认真负责设备工程的管理职责,贯彻执行国家有关安全生产的方针、政策、法规。采取有效安全措施、力抓安全生产、杜绝隐患,保障企业的机电设施设备安全高效运行。严格能耗管控、不断总结积累经验,学习利用新技术,结合企业实际情况,不断对设备进行优化、升级、改良,倡导节能降耗低碳环保的设备管理理念。
20xx年我参加了高级维修电工等级培训,并获得高级工职业资格证书。此次以努力进取的从业心态,参加维修电工技师培训,力争在机电设备管理水平和维修技能上得到进一步提升。
二、工作业绩
自从进入公司参加工作开始,我努力提高自身素养和思想道德修养,提高自己的文化理论水平和专业知识、技能,尽最大努力做好本职工作。做好日常维修工作的同时,积极做好技术交流和创新,完成多项设备的更新改造任务。
1、 负责配电室的维护管理
为了保证车间的正常供电,重视所负责的电气设备设施巡视检查,及时发现问题。在负荷高峰期间,还根据变压器及线路可能出现的最大负荷情况,对易发热的、满负荷或过负荷运行的、运行年久的、有缺陷而尚未消缺的设备和线路增加巡视检查的次数,缩短巡视检查的周期,从而尽早发现运行中的异常情况,及时加以处理,避免大范围停电事故的发生。巡视时重点是变压器的运行温度,低压母线接续点的温度,大电流开关的温度,电线电缆接头的温度,各种接线端子的温度。
春夏是电力设备故障的高发期,春季要特别注意配电室的防雨水工作,对内电缆沟、电缆夹层在每次雨后都要检查有无积水情况并及时处理,防止电缆长期浸泡在水中引发绝缘下降导致击穿事故,对于室外电缆井应视雨量及时抽排水。夏季要注意适时启动通风降温系统。对于因运行温度不高,长期未启动过的变压器冷却系统,定期检查风机控制回路及风机本身状况,保证在变压器温度达到风机启动值时能立即启动。每年冬季对防雷设施进行试验。同时检查接地引下线有无锈蚀断裂和电弧烧痕,接地体引出线在地面上的断连板卡的螺栓有无锈蚀松动脱落等。
(1)、 机台设备保养改造
对仪表车床,抛光机,电镀机进行技术改造。改造后运行效果良好,得到领导的嘉奖。
三、技术革新
1. 我司于较早所购仪表车床在生产中经常性烧电机或倒顺开关,经我们现场观察测试发现生产中因所加工配件更换太快,而且电机需不停正反转导致倒顺开关负荷加大不能承受,使电机线缺相、发热,导致烧坏。
经我班组讨论和师傅的指导,我们对设备加以改进,用两个接触器来控制电机的正反转,用倒顺开关来控制接触器,使倒顺开关的负荷降至最低,提高倒顺开关及电机的使用寿命。在经过试验在机台上增加一个行程开关让操作者减少开关的使用次数,使机台接近半自动化运作,提高了操作者的工作效率。
2、 抛光车间操作人员在生产中反应,在抛某些产品时由于电机转速高会使产品变形。建议让我们帮忙解决。通过我组成员讨论了解我们决定用变频器来解决电机转速问题,在实际使用中由于产品要常换。我们选择了外置调速旋钮远程控制变频器的调速使操作者能方便电机的调速。解决了产品的变形问题,提高了成品合格率。
3、 电镀车间反应多种电镀产品工艺复杂。我厂早期使用的电镀机采用交流接触器和时间继电器作为控制电路,控制柜尺寸较大,接线复杂,故障率高。对于不同工件不同的工艺参数,适应性差。为了解决这一问题,我们采用了可编程控制器(PLC)加触摸屏的控制系
统来改进。
(1)、 电镀机工作顺序简介
电镀机在电镀过程中,要求通过控制电流密度、电镀时间来控制镀层厚度和电镀质量。电镀液面的高度由进液的时间控制,每镀完工件完成一次工作循环。工件电镀工序的动作顺序如下:当工件放入镀铜槽后,输液泵先低速运转,向镀铜槽供液。经过一定延时,输液泵开始高速运转,液面快速上升到规定高度后,工件开始旋转,并打开整流器,开始电镀。电镀过程中,以安时数(Ah)对电镀量进行控制,电镀量达到一定安时数后,先停止整流器,然后关掉工件电机,工件停止旋转,并打开镀槽池底阀门,电镀液流回储液罐。
(2)、 PLC控制系统组成与软件设计
在工件电镀机控制系统中不仅有开关量的顺序控制,加工中还有一些模拟量需要处理,如电镀电流、电压、工件转速等。在经过认真分析与研究后,我们选择了三菱FR型的可编程控制器、两块EC20-4AM模拟量输入输出模块以及PWS6600S-S型的单色触摸屏作为操作界面等组成镀铜机新的控制系统。
a)
PLC的I/O分配表及外围电路
PLC的I/O分配如下:
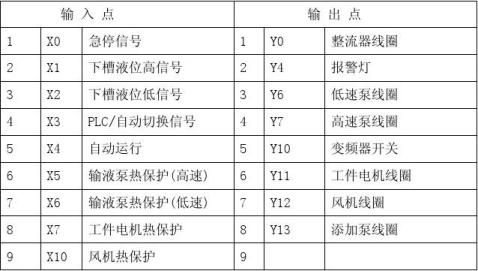
b) PLC控制电路外部接线图如图1所示。
图1 PLC控制电路外部接线图
端子Y0和COM0作为开关量输出控制整流器。由于PLC的端子最大输出为2A/80W,故其它控制电机的接触器线圈可直接接入PLC端子,这样就不必用中间继电器进行信号的转换,简化了控制电路。在设计PLC外围电路时,为了在控制负载的急停的同时保护PLC的安全,负载(即各接触器等)供电应和PLC的供电分开,如图1所示。这样在急停时,PLC还可以继续工作以反馈出可能的错误信息。另外,对于一些有互锁要求的设备,除了在软件中设置互锁外,还在外部接线中实现互锁,如图1中的输液泵电机的高低速旋转动作的互锁。模拟量模块通过专用的接口向PLC输送传感器来的采样信号,触摸屏采用RS232接口与PLC进行通信。
c) PLC的软件设计
PLC采用集中采样、顺序扫描用户程序、集中输出刷新的工作方式,故PLC程序设计可遵循软件工程中模块化的程序设计方法,即将程
序按照要实现的功能分为几个模块,每个模块完成
相对独立的功能。用这种方法设计的程序,结构清
晰,程序易读且容易修改。图2是MDC镀铜墙机PLC
程序的模块划分。由于在程序设计时,存在大量的
开关量输出,因此在程序中采用内部继电器存储执
行结果,在程序的最后,将结果再安排统一指令输
出。这样做的好处是减少程序出错的可能性,也使
得程序结构清晰,修改容易。
3 、触摸屏界面的设计
我们采用的PWS6600S-S是一款单色的触摸屏
产品,本身其实就是一台电脑,它可以与三菱等众
多的厂家PLC配合使用,所需的直流24V电源可以
由PLC来提供。与PLC之间的通信可能过RS232接
口进行,在PWS6600S-S中可以直接对PLC内部的中
间继电器和数据寄存器进行编程。
PWS6600S-S的程序设计比较简单,采用触模屏
专用编程软件PWS-ADP,可以在Windows环境下对
触摸屏直接编程。 PWS-ADP是一种图形化的编程软
件,它事先为用户准备了许多图形部件,如电压表、
字符指示器、图形指示器等。用户只需要在将这些
部件“拖动”到一定的位置,然后设置这些部件在
PLC中结应的寄存器,就可完成对PLC各寄存器的
操作。和传统的拔盘开关及数码管输入装置比较,采用触摸屏进行数据输入,不仅编程方便,而且操作简便直观。对多种工件的工艺参数可以用PLC寄存器保存起来,并通过触摸屏直接进行修改,非常灵活。一些不经常变动的重要工艺参数,还可以用密码保护起来。在需要的时候由车间工艺人员进行修改,以防止工人的误操作。
利用触摸屏还可以做出友好的报警画面。可以先用字符串指示器存储各报警情况下的通知信息,如“输液泵电机过热”等,然后在PLC中向字符串指示器对应的数据寄存器写
入数值,就可以在触摸屏显示出相应的报警信息来。采用触摸屏简化了操作面板,整个操作面板除了急停按钮、PLC/手动切换按钮以及自动运行按钮外,再也没有其它的按钮。
采用PLC加触摸屏的方式对原有电镀铜机的控制系统进行改造后,大大简化了控制线路,降低系统故障率。触摸屏的应用,改善了操作界面,可简化了程序,提高数据输入的效率,提高控制系统的柔性。
新的控制系统投入运行后,取得了比较好的效果,保证了机器的可靠性,提高工作效率,为企业创造了良好的郊益。
四、技术传帮带
在公司日常工作中,我经常对新员工进行一些电气维修注意事项和维修技术的传授,以及在工作中的技术交流,业务探讨以达到提高技术水平。本人对以下同事进行工作中的技术帮助:
第二篇:电工技术(48)总结

-
电工总结
我工作以来,一直从事一线电工工作,多年来,我严格要求自己,兢兢业业。主要从以下几个方面来总结:一、思想政治学习及民主管理方面我认真…
-
电工总结
20xx~20xx学年度电工技术教学总结昌江职校钟小舟本学期,电工技术课程根据学校工作计划,以及教导处的部署,本学期做了以下几项工…
-
维修电工总结
个人工作总结从事电气设备维修工作至今已有8年了,这期间经历了不少风风风雨雨。由当初学徒做到现在的三班值班电工。现在不但要做好公司电…
-
郑德辉电工总结
竞聘报告我叫郑德辉,男,19xx年x月出生,20xx年x月加入琼海供电局工作至今,现任温泉电工组电管员。作为一名普通的电工,每个月…
-
维修电工总结3
维修电工工作小结本人作为维修电工时间还不长,先将近段时间的心得体会总结如下:一对电子工艺的理论有了初步的系统了解。我们了解到了焊普…
-
电工月总结
月工作总结进入xx实习一段时间了,对于我来说,收获还是比较多的,分以下几方面来说说:一、培训学习方面进厂以来,我积极参加各种学习和…
-
电工工作总结
维修电工技师鉴定总结本人在多年的设备检修中,注意到有不少故障是各种低压电器经期使用其元件老化并缺乏经常性维护而产生的。以下通过本人…
-
电工实验总结
通过一个学期的电工实验,虽然只有为数不多的几次,但就是这为数不多的几次切切实实的实践操作,使我对电器元件及电路的连接与调试有一定的…
-
电工实验总结
通过一个学期的电工实验,虽然只有四次,但就是这四次切切实实的实践操作,使我对电器元件及电路的连接与调试有一定的感性和理性认识,了解…
-
物业电工个人工作总结
物业电工的个人工作总结------工程部弱电组李生自从20xx年x月份入职物业公司从事弱电电工的本职工作以来,我一直在不断地加强自…
-
电工工作总结
电设备工年终总结在20xx年忙碌有序的工作中过去了,回顾我在新世纪永川商都这一年的工作,我认为主要有两个大的方面:一、制定自己的工…