周一数控技术实训报告
蚌埠学院
数控技术实训报告
08机械设计制造及自动化本(3)班
姓 名:
学 号:
指导老师:
日 期:20##年12月25日
数控技术实训任务书
蚌埠学院 08机制(本) 专业 第一组
学生姓名:
指导教师:
一、实训课题:数控机床编程及加工
二、实训工作日:自20##年12月19日至20##年12月25日
三、实训进行地点:数控仿真计算机实验室JD206数控实训加工中心JD104
仿真和加工实验时间安排听候指导教师通知。
四、实训任务要求:
为了使同学们具备编制数控机床加工工艺规程的能力;具备选择工艺参数、编制数控机床加工程序的能力;具备操纵、调试数控机床的能力,实训要求如下
1.必须独立完成,先进行程序编制工作,然后在数控仿真计算机实验室上机模拟,每位学生所编程序必须在微机上调试通过,然后上机床对所编程序进行加工实践;
2.实训完成后每人上交一份总结报告。必须包含
1)根据零件图样要求、毛坯情况,确定工艺方案及加工路线(附:数控加工工序卡和数控加工走刀路线图),计算走刀轨迹的基点坐标值(附:轨迹基点的坐标计算值列表)(2)选择刀具,确定切削用量((附:数控加工刀具卡)3)确定工件坐标系、对刀点和换刀点(4)编制数控加工程序单(6)附打印的模拟结果(7)设计心得等内容;
3.每组设计任务技术图纸如下;
4.实训的时间为1周,同学们要抓紧时间,做到秩序井然、按时完成任务;
5.凡不符合上述要求的必须重做。
五、实训题图:
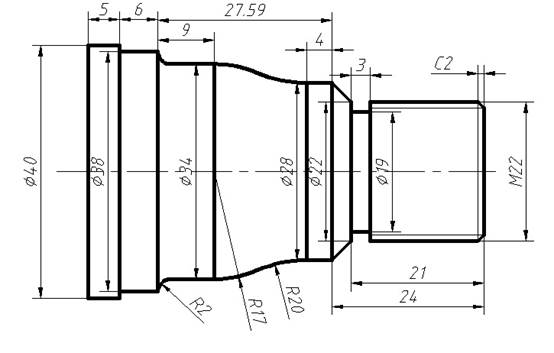
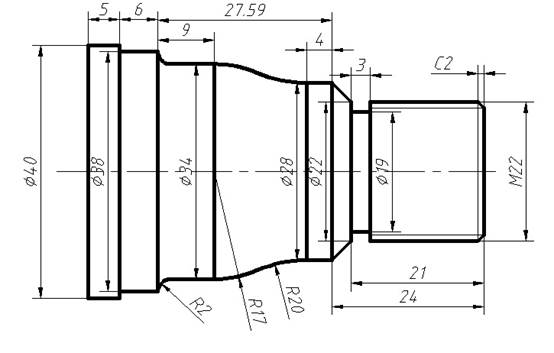
如图所示螺纹特形轴,生产纲领为小批量,毛坯为φ40㎜×100㎜㎜棒材,材料为铝。数控车削前毛坯已粗车端面、钻好中心孔。使用90°外圆车刀粗精加工,外圆螺纹车刀加工螺纹,螺纹导程2.5mm。
目录
前言................................................................3
一、实训目的........................................................4
二、实训内容........................................................4
三、设计步骤........................................................4
1、加工方案.......................................................4
2、选择刀具.......................................................4
3.切削用量的确定..................................................5
4.数控加工工序卡.................................................6
5. 确定工件坐标系、对刀点和换刀点.................................6
6.计算走刀轨迹的坐标值...........................................6
7.走到路线图.....................................................7
8. 注意事项.......................................................8
9.编制数控加工程序单.............................................8
10.模拟加工成型图.................................................9
11. 加工之后的立体图.............................................10
12.加工步骤......................................................10
四、实训小结......................................................11
五、参考文献......................................................11
附表..............................................................12
前言
数控技术是制造业实现自动化、柔性化、集成化生产的基础,现代的CAD/CAM,FMS和CIMS、敏捷制造和智能制造等,都是建立在数控技术之上;数控技术是提高产品质量、提高劳动生产率、提高企业的市场适应能力和竞争能力必不可少的物质手段;数控技术是国防现代化的重要战略物质,是国际技术和商业贸易的重要构成。因而可以毫不夸张地说:数控技术是关系到国家战略地位和体现国家综合国力水平的重要基础性产业,其水平高低和拥有量是衡量一个国家工业现代化的重要标志。
数控技术的广泛应用,给机械制造业生产方式、产品结构、产业结构带来深刻的变化。随着我国工业现代化进程逐步加快,数控技术在制造业中越来越多地得到应用。目前,我国制造工业中,从事数控机床制造和生产的科技人员以及数控机床的操作员、程序员和维修人员都非常缺乏。特别是在我国的经济特区,数控人才非常抢手。因此,数控人才的缺乏是制约我国数控技术推广应用的极其重要的因素。
数控技术实训是高等院校机械专业类各专业实践性很强的,重要的实习操作活动。针对各用人单位对大学毕业生人才技能需要,对于工科专业的大学生,在培养过程中,学生应该自主加强自己的实践动手能力。通过课程设计将学生能够紧密结合生产实际,通过数控实训我们初步了解了一般数控车床的操作方法与步骤,为今后的工作打下良好的基础。
一、实训目的
(1).了解数控车削编程的特点,掌握FANUC数控系统的常用指令与代码。
(2).能够正确地对复杂的轴类零件进行数控车削工艺分析。
(3).掌握数控车床的常用编程指令,提高综合运用能力。
(4).通过对复杂轴类零件的加工,掌握数控车削加工的方法。
二、实训内容
要加工的零件如图:
三、设计步骤
1、加工方案
根据零件的工艺特点(螺纹、退刀槽、倒角、圆弧、阶梯等组成)和毛坯直径40mm确定加工方案:采用三爪自定义卡盘装卡,夹住毛坯,车端面,加工零件外轮廓至φ22*21mm,φ28*4,φ34*7,φ38*6,φ40*5,倒角 C2,锥面,切槽3*φ19,圆弧R20,R17,R2,车螺纹。先粗车外轮廓,再精车。然后切槽、车螺纹。设置编程原点,加工程序名为O7003。
2、选择刀具
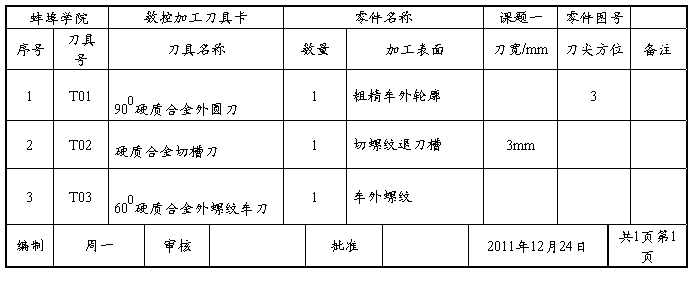
根据零件的结构特点,零件精度要求不高,粗车外轮廓和精车用同一把刀,选用90°硬质合金外圆车刀,切槽用硬质合金切槽刀(宽3mm),车螺纹用600硬质合金外螺纹车刀。
3.切削用量的确定
(1)主轴转速
主轴转速来源:n=1000v/3.14d(其中v为切削速度),和加工螺纹时主轴转速为:n<(1200/P)-k。(其中P为被加工螺纹螺距,K为保险系数一般取为80)。
1、平端面:
n=1000v/3.14d。其中切削速度查教材《数控机床编程与操作》可知:v=(60—80)m/min,求得主轴转速为:n=(477—636)r/min。所以平端面时主轴转速取为:n=600r/min。
2、粗车循环:
n=1000v/3.14d。其中切削速度查教材《数控机床编程与操作》可知:v=(60—80)m/min。求得主轴转速为n=(477—636)r/min。所以粗车循环时主轴转速为:n=600r/min。
3、精车:
n=1000v/3.14d。其中切削速度查教材《数控机床编程与操作》可知:v=(120—150)m/min。求得主轴转速为n=(955—1194)r/min。所以精车循环时主轴转速取n=1000r/min。
4、切槽:
n=1000v/3.14d。其中切削速度查教材《数控机床编程与操作》可知:v=(70—110)m/min。求得主轴转速为n=(557—875)r/min。所以切槽时主轴转速取n=600r/min。
5、螺纹加工:
N<=(1000/P)-K,其中P为2.5mm,K取80。求得主轴转速为n<=400 r/min。所以螺纹加工时主轴转速为:n=400 r/min。
(2)背吃刀量
1、粗车循环:
背吃刀量为3mm。
2、精车:
背吃刀量为0.2mm。
3、切槽:
背吃刀量为1.5mm。
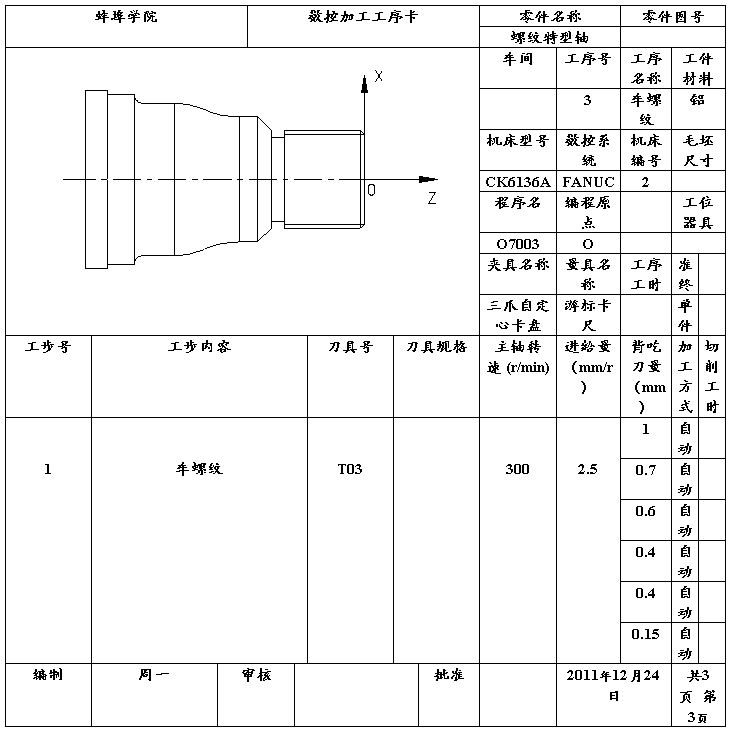
4、螺纹加工:
根据《切削用量简明手册第3版》常用螺纹切削的次数与吃刀量表,查得螺距2.5的螺纹切削次数为6次,最后在光一刀,所以一共7次。吃刀量(直径量)分别为1.0mm、0.7mm、0.6mm、0.4mm、0.4mm、0.15mm、0mm。
(3)进给量
根据《数控机床编程与操作》可知:
1、粗车循环查表2—2知:f=(0.2—0.4)mm/r,所以取进给量为f=0.3mm/r。
2、精车查表2—2知:f=(0.1—0.2)mm/r,所以取进给量为f=0.15mm/r。
3、切槽查表2—2知:f=(0.1—0.2)mm/r,所以取进给量为f=0.15mm/r。
4、车螺纹的进给量等于螺距,所以进给量为f=2.5mm。
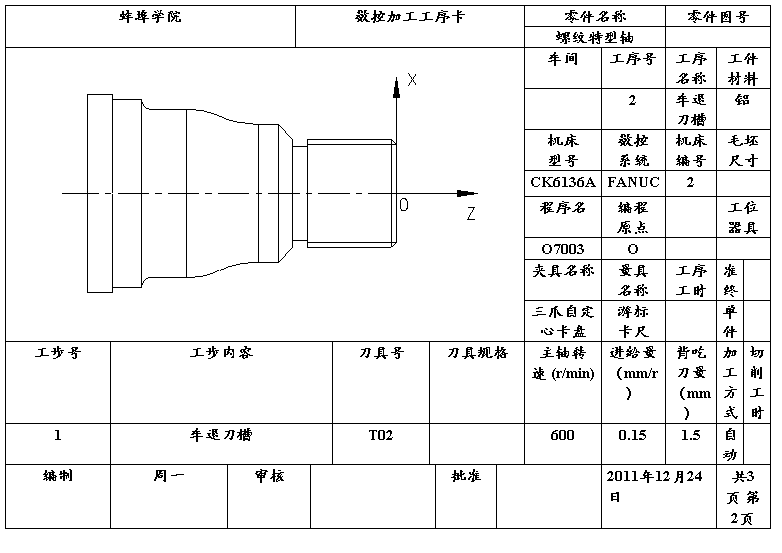
4.数控加工工序卡
见附表
5.确定工件坐标系、对刀点和换刀点
以工件右端面与轴心线的交点O为工件原点,建立XOZ工件坐标系。
采用手动试切对刀方法,把点O作为对刀点。
换刀点设置在工件坐标系下X100、Z100处。
6.计算走刀轨迹的坐标值

7.走到路线图

8. 注意事项
(1)根据零件特点,选择合适的编程指令,简化程序。
程序中的刀具起始位置要考虑到毛坯尺寸的大小,换刀位置应考虑刀架与工件及机床尾座之间的距离应足够大,否则,将发生严重事故。
(2)装夹内、外螺纹时,用三角螺纹样板对螺纹刀。
9.编制数控加工程序单
程序内容及注释如下:
O7003 程序名
T0101 选择车外圆刀车轮廓
M03S600 主轴正转,转速600r/min;
G00X42 快速定位
Z0
 G01X-2F0.2 车端面
G01X-2F0.2 车端面
G00X45Z10 设置循环起点
G71U3R0.5 粗车循环
G71P10Q20U0.4W0.2F0.3
N10 G00X22S1000
G01W-21F0.15
X28W-3 精加工路径,即“告诉”数控
W-4 系统,零件的最终形状。
G02X31.24Z-35.89R20 并非直接执行语句,数控系统
G03X34Z-42.59R17 根据零件的形状和G71的参
G01W-7 数,自动分配加工路径,重复
G02X38Z-51.59R2 切削.精车转速1000r/min, G01W-6 进给量为0.15mm/r
X40
N20W-5
G70P10Q20 精车循环指令
G00X18Z0 快速定位
G01X22Z-2F0.3 倒角
G00X100Z100 回换刀点
T0202S600 换割刀切槽
G00X45Z10 快速定位
X22
Z-24
G01X19F0.15 切槽
G04X1.0 暂停1秒
G01X42
G00X100Z100 回换刀点
T0303 换螺纹刀
G00X25Z5S300 快速定位
G92X21Z-17.2F2.5 螺纹加工固定循环
X20.3 加工螺纹
X19.7
X19.3
X19.3
G00X100Z100 回换刀点
M05 主轴停
M30 程序停止
10.模拟加工成型图
在计算机上用数控仿真软件得仿真图形如下:

11.加工之后的立体图
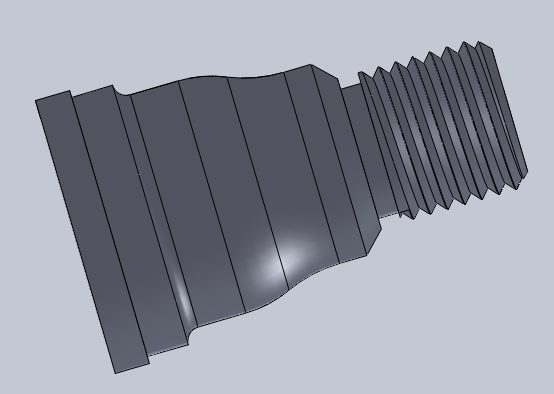
12.加工步骤
①开机:合上电源,打开机床开关,按下操作面板启动按钮。
②机床回零:
③程序输入:从键盘输入程序或从计算机传程序。
④程序调试:不装刀空运行或轨迹模拟。
⑤安装工件、安装刀具并试切对刀,确定工件坐标系。
⑥自动运行程序。
⑦测量工件。
⑧拆卸工件、打扫机床。
⑨关机:先关数控系统,后关机床电源。
四、实训小结
随着科学的迅猛发展,新技术的广泛应用,会有很多领域是我们未曾接触过的,只有敢于去尝试才能有所突破,有所创新。就像我们接触到的加工中心、车床,虽然它的危险性很大,但是要求每个同学都要去操作而且要加工出产品,这样就锻炼了大家敢于尝试的勇气。数控加工实习带给我们的,不全是我们所接触到的那些操作技能,也不仅仅是通过几项工种所要求我们锻炼的几种能力,更多的则需要我们每个人在实习结束后根据自己的情况去感悟,去反思,勤时自勉,有所收获,使这次实习达到了他的真正目的。
在实习过程中,老师耐心地给我们讲解数控软件上面每个指令的使用,在老师的指导下,我们很快就上手了,踏入了数控这个门槛,还适当地给我们布置些作业,我们也积极认真地对待,认真完成每一次老师布置下来的任务。在完成任务之余,我们还发挥自己的想象空间,自己尝试着车一些自己想要有图案零件,效果还不错。
时光总是匆匆而逝,很快一个星期就这样过去了。我们就要步入社会,面临就业了,就业单位不会像老师那样点点滴滴细致入微地把要做的工作告诉我们,更多的是需要我们自己去观察、学习、总结。不具备这项能力就难以胜任未来的挑战。随着科学的迅猛发展,新技术的广泛应用,会有很多领域是我们未曾接触过的,只有敢于去尝试才能有所突破,有所创新。两的数控实习带给我们的,不全是我们所接触到的那些操作技能,也不仅仅是通过几项工种所要求我们锻炼的几种能力,更多的则需要我们每个人在实习结束后根据自己的情况去感悟,去反思,勤时自勉,有所收获,使这次实习达到了他的真正目的。
五、参考文献
【1】方新.数控机床与编程.北京:高等教育出版社,2007
【2】廖效果.数字控制机床.武汉:华中科技大学出版社,l992.
【3】郭培全.数控机床编程与应用.北京:机械工业出版社,2001.
【4】于华.数控机床的编程及实例.北京:机械工业出版社,2000.
【5】林洁.数控加工程序编制.北京:航空工业出版社,l993.
附表:数控加工工序卡

-
数控技术 实验报告
数控加工程序编制实验1、实验目的(1)熟悉数控机床的构成及其功能,了解加工及工艺过程(2)熟悉并掌握数控机床常用指令及加工程序编制…
-
数控技术实训报告
数控技术实训报告一、实训目的:1.了解数控车工和铣工技术方面的知识,为了专业课的学习奠定必要的基础。2.了解数控车床和数控铣床的用…
-
《数控技术实践》课程实习报告
学校数控技术实践课程实习报告班级姓名学号指导老师成绩机械与车辆学院二O一四年六月1目录目录2第1章数控车削加工实践311数控车削加…
-
数控技术专业毕业生实习报告
学校:唐山学院东校区专业:数控技术班级:06级数控技术2班姓名:梁超超指导教师:李莉实习单位:唐山市雷天电机制造有限公司前言现代科…
-
数控加工技术实训报告
数控加工技术实训报告班级学号姓名专业指导老师1数控加工技术实训报告摘要随着科学技术的机械进步数控技术也飞速发展数控技术是现代机械系…
-
数控维修实训心得
数控维修实训心得对于刚开始的编程/电路图理解,我个人还是比较感兴趣,从当初的一知半解到现在熟悉运用每个命令和看懂电路图,并理解其含…
-
数控装调与维修实训教学总结
《数控装调与维修》课教学总结本课程是数控机床装调与维修专业的一门专业基础技术课,在第四学期,总课时135小时,其中讲授:25课时,…
-
数控机床维修与维护实训报告
数控机床维修与维护实训报告20xx~20xx学年第一学期系(部)电气工程系教研室机电教研室课程名称《数控机床维修与维》实训班级机电…
-
数控机床实训报告
数控机床实训报告模具09115李小布实训时间第一至第三周实训地点广州校区校办厂指导老师康俊远蔡菊实训内容数控车床数控铣床加工中心线…
-
数控实训报告
数控加工操作实训报告1数控加工实训报告心得一实训目的1通过操作实训掌握数控铣床基本操作技能2了解数控铣床的常用刀具和数控铣床加工常…
-
数控机床实训报告
数控机床实训报告班级:现代系数控1001姓名:前言数控机床是人类进行生产劳动的重要工具,也是社会生产力发展水平的重要标志,数控车床…