ģ�߲�װʵϰ����1
ģ�߲�װ�ۺ�ʵ������
-------��ѹģ������ģ
�������� ��
�༶: T633-4
ѧ�ţ�20060530217
����������ҵѧԺ���Ϲ���ϵ
��ѹģ��
����������ҵѧԺ���Ϲ���ϵ
1.1 ����
����ģ�߲�װ�ۺ�ʵ����ģ�����������רҵ��ѧ����ѧϰģ�߽ṹ���֪ʶ֮ʱ���ڽ�ʦ��ָ���£���������ʹ�õ����ѹģ�ߺ�����ģ�߽��в�װ����桢��װ�����Ե�ʵ����ѧ���ڡ�ͨ�������ѹģ�ߺ�����ģ�ߵIJ�װʵѵ����һ������ģ�߽ṹ������ԭ����ģ�ߵ��㲿����ģ���е����ü�����װ���ϵ��ģ�ߵ�װ����̡���װ�����Է�����
1.1.1ģ�߲�װ�ۺ�ʵ����Ŀ�ĺ�Ҫ��
��1��ģ�߲�װ�ۺ�ʵ����Ŀ��
ģ�߲�װ�ۺ�ʵ��������ѧ���Ķ�����������������ͽ�������������ʹѧ���ܹ��ۺ�������ѧ֪ʶ�ͼ��ܣ���ģ�ߵ��ͽṹ��Ƽ���װ������ȫ�����ʶ��Ϊ���ۿε�ѧϰ�Ϳγ���Ƶ춨���õĻ�����
��2��ģ�߲�װʵѵ��Ҫ��
���յ������ѹģ�ߺ�����ģ�ߵĹ���ԭ�����ṹ��ɡ�ģ���㲿���Ĺ��á�������Ϲ�ϵ�Լ�ģ�߰�װ���Թ��̣�����ȷ��ʹ��ģ��װ�䳣�õĹ��ߺ��ߣ�����ȷ�ػ���ģ�߽ṹͼ������ͼ�����ͼ������ģ�߲�װһ�㲽��ͷ�����ͨ���۲�ģ�ߵĽṹ�ܷ�����ģ�ߵ����ͣ��ܶ�����װ��ģ�߽ṹ����Լ��ĸĽ�����������ȷ��������ģ�ߵĶ������̡�
1.1.2 ģ�߲�װ�ۺ�ʵ��ǰ����
����1����װ��ģ������ �������ģ�����ϳ�ģ�ȵ���С�����ģ�����ס�����ע��ģ���������вཽ�ڡ��㽽�ڡ�����������о������ע��ģ��һ����
����2����װ�Ĺ��� �α꿨�ߡ��dzߡ������ǰ��֡�ƽ���������ӡ��˸ܵȳ���ǯ�����ߡ�
����3��ʵѵ��
�� ��1�� С����Ա�ֹ���ͬ����Ա�Բ�ж���۲졢��������¼����ͼ�ȷֹ����𣬲������ѹģ�߲�װ������ģ�߲�װʱ�������Եĸ�λ��
�� ��2�� �����������ò�����ж�Ͳ������õĹ��ߣ��˽�ߵĵ�ʹ�÷�����ʹ��Ҫ�����߰ڷ����롣ʵѵ����ʱ�������嵥��㹤�ߣ���ָ��ʦ���ա�
��3����ϤʵѵҪ��Ҫ��ϰ�й�����֪ʶ����ϸ�Ķ���ָ���飬��ʵѵ������Ҫ���������ʵѵ����������ϸ�ļ�¼����װʵѵʱ�����ͼ������ֽ�š�
1.1.3ģ�߲�װʱ��ע������
��1��ѧ�����봩ʵϰ��װ�μ�ʵ�飬Ůͬѧ���ô��߸�Ь����ͬѧӦ��ƤЬ����ģ�߲�װ������ͬѧҪע�ⰲȫ��������ʵϰ�������֡�
��2�� ��ж��װ��ģ��ʱ������Ӧ��ϸ�۲�ģ�ߣ���ظ����ģ���㲿�����װ���ϵ�ͽ��̷�����������ȷ�ķ������в�����������ģ�������
��3���ֿ�ģ��ǰҪ����������ӹ�ϵ���üǺš�
��4�������ͷֱ���ô�ģ�ߣ���ֹģ��������Ρ�
��5�����������ײ�Ҫ�����
��6����ж��ͷ�����ʱ�������ӣ�Ӧ�Ȱ�������ж�ݶ�����װʱӦ�ȴ������ٰ��ݶ����Ա���������λ�ľ��ȡ�
��7�� ����ģ�ߵ�װ��ͼ����Ҫ�������ͼ��ע��ģ�߸���Ҫ��������ƣ���ģ��װ��ͼʱ���Գ�ѹģ��Ӧ����ģ����ģ�ĸ���ͼ����ע��ģ��Ӧ��ģ�ߣ�����ģ���ֵĸ���ͼ��
��8�� װ��ͼ�����Ͻ�Ϊ���ͼ�����ͼ���±�Ϊ����ͼ��
��9�� ģ�߲�װ���ҪŪ���ģ�ߵĶ������̼�ÿ���㲿���Ĺ��á�
2.1ʵϰ����
2.1.1�������ѹģ�߲�װ
2.1.2����ע��ģ�߲�װ
3.1ʵϰ����
��װ���Է�����ģ��װ�������ģ�����칤�չ����еĹؼ����չ��̣�����װ�䣬���ԣ��������ģ��
��װ���ǣ����������װ�䵥Ԫ����Ϻ����ӡ����밴װ�乤��ȷ����װ������ж�λ��̶����Ա�֤����֮�����Ͼ��Ⱥ�λ�þ��ȡ��Ӷ���֤ģ��ģ��ģ�����ܾ��ȵ���ϣ�ģ�߿����˶����������������˶��ľ�ȷ�ԣ��Ӷ���֤�Ƽ��ľ��Ⱥ�����������ģ�ߵ�ʹ�����ܺ�������
һ.װ�侫�ȵ�ȷ����
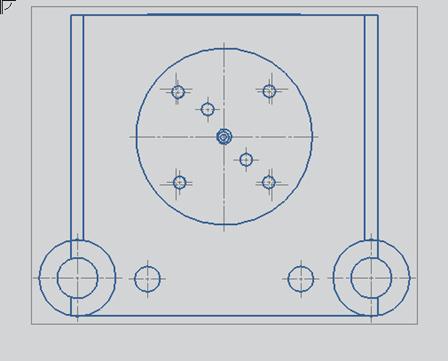
1.����ģ����ǻ����о����������칫�һ��Ϊ�ܼ��ߴ繫���1/4��
2.��ѹģ�ߵ�װ�侫����Ҫ����һ�¼������棺
��1���Ƽ�����������;
��2����ѹ��϶��������ԣ���ѹ��϶ֵԽС����϶�ľ�����Ҫ��Խ�ߣ�����ģ�����˶�����Ҫ���Խ�ߡ�
��3����ģ��ģװ�侫��Ҫ����ģ��̶�������һ��Ϊ��H7/n6����H7/m6,�Ա�֤�乤���ȶ�����ɿ��ԡ�
��4���������
װ�䷽����ȷ������������װ�䷨����װ��ʱ����ȥ�ƶ������Ԥ����������ʹ֮�ﵽװ�侫�ȵ�Ҫ��
��.װ��ߴ����Ľ�����
Ӧע�����¼��㣺
1.������ɻ�Ϊ�������ǣ��乫���С�������λ���ø��ݾ���Ҫ����ߵ�װ��ߴ�����ȷ����
2.������ɻ��Ĺ����С��ֲ�Ӧ�Ӹ��������׳̶�����ȷ����
3.һ�㹫���ǵķֲ��ɰ������塱Զ��ȷ������Ӧʹ��ɻ��ijߴ繫����Ϲ��ҹ�������ϱ��Ĺ涨��
4.���ڿ��ľ�ߴ��ijЩ���ȳߴ磬�ɰ��Գ�ƫ������ȷ����
����װ��Ĺ��չ����Լ�ע�����
����װǰӦѡ��װ��Ļ���������ñ�ǣ����ź�����ģװ��˳������װʱ����ģ�����װ������ģ��ʱ����װ��Ϊ�������������������š���ݶ���������������������Ի�����װ������Ҫš���ݶ�����������϶�Գ�ϸ���ٹ̽���
��.ģ��϶�Ŀ��ƣ�
�����ⷨ������ƾ���۹۲죬���������ߵ�ǿ�����жϼ�϶��С������ԡ�
���е�Ƭ���������Ƭʹ��ȸߣ�Ȼ���û��̶��������϶ֱ�������Ϊֹ��
��.װ����̽�����
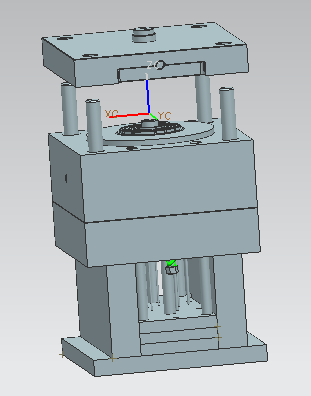
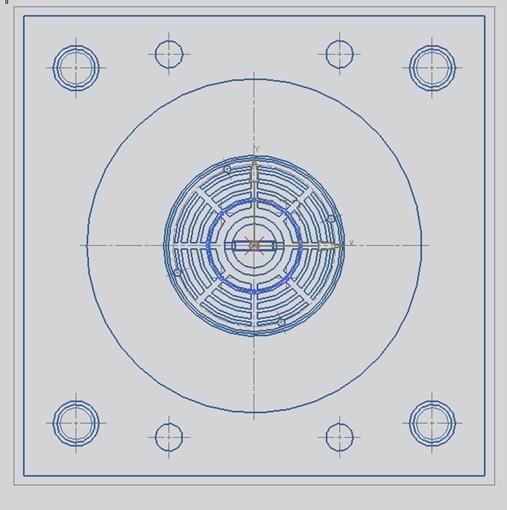
��ѹģ��
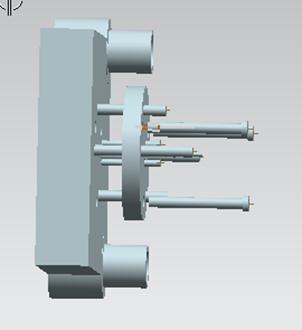
��ѹģ��װ��ͼ
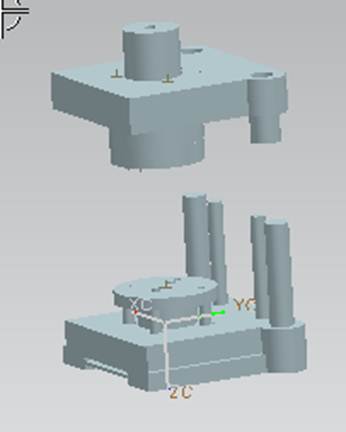
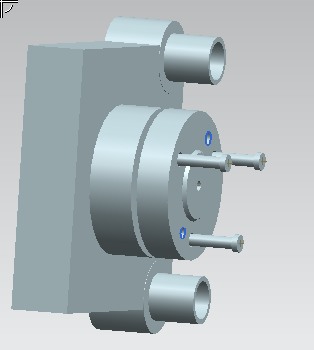
��ѹģ����ģ�ĸ���ͼ
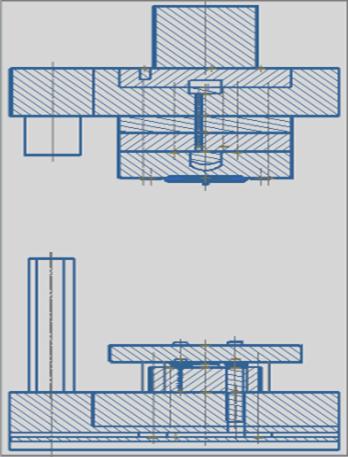
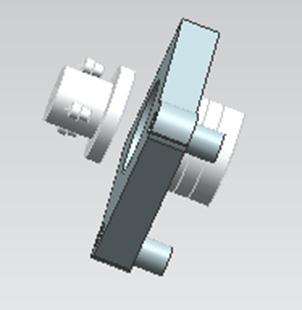
ģ�ߵĶ������̣�
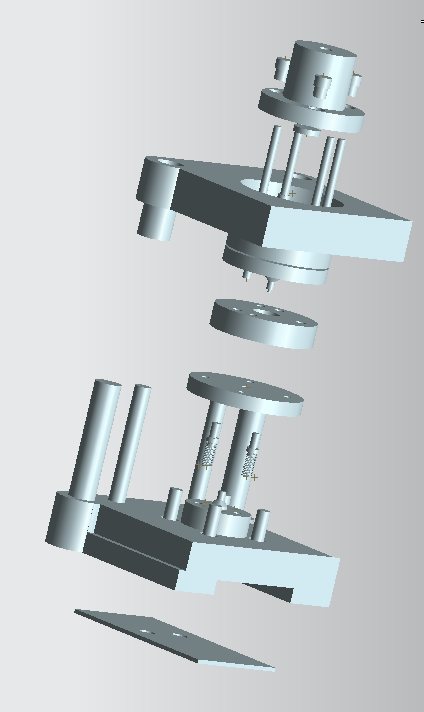
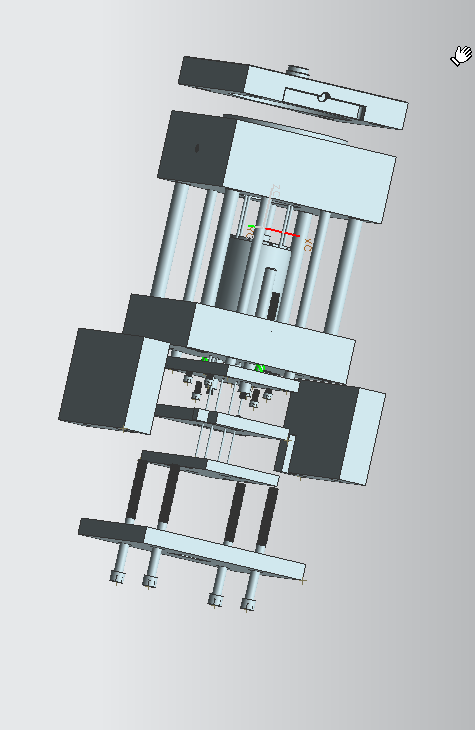
��ѹģ�߱�ըͼ
��ѹģ��װ����̽�����


����ģ��װ����̽�����

��ģװ��ͼ
����ģ�߶�ģ����ͼ
ģ�ߵĶ������̣�
����ģ�߱�ըͼ
����ģ��װ����̽�����

��.װģ��
��ģ��װ��ע���֮ǰ��Ӧ�����ͼ����ģ�߽�����ģ���Ա㼰ʱ�������⣬�������������ٲ���Ҫ���ظ���װ���ж��
��.��ģ��
���������ĵ������飬������ģ����ѡ�úϸ�ԭ�ϣ������Ƽ��Ĺ��ղ�������Ͳ��������ȡ��ж���Ͳ�������¶��Ƿ���ʵ����ð취�ǽ�������������ѿ����ýϵ͵�ע��ѹ����ʹ�����������л������������۲����������û��Ӳͷ�����ݣ���˿����ɫ������������������˵����Ͳ�������¶��DZȽϺ��ʵģ���������ģ��
���ڸ�֮��ڱ��������ʱ�����ø���ע�䡣
����ģ�����н�����ϸ��¼�����ע��ģ���Ƿ�ϸ�
2.2 ���ܵ��ĵ���
ͨ����ε�ģ�߲�װ�ۺ�ʵ��ѧ���˲��ٵĶ����������ѹģ�ߺ�����ģ�ߵIJ�װʵѵ����һ������ģ�߽ṹ������ԭ����ģ�ߵ��㲿����ģ���е����ü�����װ���ϵ��ģ�ߵ�װ����̡���װ�����Է�����
��һ���������ѹģ�߲�װ�����ѹģ���Ƕ�Ľ���ѹ���ӹ��Ի�úϸ��Ĺ��ߡ��ڳ�ѹ�����У�ģ�ߵ�ģ�Ͱ�ģֱ�ӽӴ����ӹ����ϲ�����ã�ʹ��������Ա��Σ��Ӷ��γ�Ԥ�ڵĹ�����״��
���ģ�߽ṹͨ����Ϊ����������֡�
��1����������
��ģ�Ĺ���������ģ�Ͱ�ģ���ڸ���ģ�л�����ģ�����dzɶԻ�����ϣ�
��2������װ��
����װ����Э��ģ����ģ��ɹ��ճ��ͱز����ٵ�װ��
��3������װ��
����װ���DZ�֤��ģ����ģȷ��ģ��װ�á�Ҫ����װ�ù����ɿ������Ⱥã���һ�������ԡ�Ŀǰ����װ���ѻ���������
��4��֧�����
֧�������ָ��ģ�ܺ���ģ�ܡ�ģ����ģ���������е������װ���������һ��ģ��ĸ�塣���Ǻ�ѹ�������ӣ����ݲ������Ź���ѹ����
��5���������
��С��ģ�ߴ����ó�ͷ�ݶ���������жʽ���ӣ���Щģ����ģ�����������ճ�ӻ���۵�Ͻ����ӡ�����ģ�ߵ��пڻ�֧��Ҳ�к��ӷ�ʽ��
����������ע��ģ�߲�װ
����ע��ģ������������;�ɷ�Ϊ���ࣺ����������ṹ����͵��������
(1)�����������ģ��ģ����о��������о�������ͻ���
(2)�ṹ�������ģ���塢��顢�ư塢��Ǥ�̶��塢��ģ�塢��ģ�塢��ģ���塢�����ס��Ƹˡ���λ��
(3)������������������ס�С������С����
����ע��ģװ��
(1)װ��ǰ���ȼ���������Ƿ���࣬�����˵ȣ����л��˻�ë��(�ر��dz������)����ʯ��ƽ����
(2)��ģ����װ�䣺
��ģ��о��������װ�붯ģ�壬��֧�Ű��붯ģ��Ļ�����롣��װ��С�����Ƹ˹̶�������װ��֧�Ű��С�����ϣ����Ƹ˺�λ�˴����Ƹ˹̶��塢֧�Ű�Ͷ�ģ�塣Ȼ������ư壬���ݶ�š�����ٽ���ģ���塢��顢֧�Ű����ݶ��붯ģ��������ӡ�
��װҪ��
�ٵ���װ�붯ģ��ʱ��Ӧע���жʱ�����ļǺţ����ⷽλװ�����������ģ�ϵ��ײ�������װ�롣
���Ƹ˸�λ����װ���Ӧ��������������ĥ��
���Ƹ˹̶������ư����е���װ�ú�λ֧�С�
(3)��ģ����װ��
�����Ͱ�ģ���װ�뵽��ģ���ڣ���������װ�뵽��ģ�����ϣ������ݶ�����ģ���붨ģ�����������������Ȼ��λȦ���ݶ������ڶ�ģ�����ϡ�
6������ģ�߱պϸ߶ȡ�
������ε��ۺ�ʵ��ʹ���ܹ��ۺ�������ѧ֪ʶ�ͼ��ܣ���ģ�ߵ��ͽṹ��Ƽ���װ������ȫ�����ʶ��Ϊ���ۿε�ѧϰ�Ϳγ���Ƶ춨���õĻ�����
�ڶ�ƪ��ģ��ʵϰ�����ۺ�
���������ڵ�����ʵϰ����Ҫ�ǵ���е�ӹ�����������������ʵϰ�������У��ܽ�ģ�߳���ģ�����ٳ������г��ų���������������������������ȥ���ˡ��Ҵ�ԭ���Թ�����һ����֪�����ڶԹ��������˽⡣���ڵ��˹����ˡ�
�ڲι۵��⼸����ҵ�У�������������Ĵ�����ҵ��Ҳ��С��ҵ�����ܱ���������һ�㹤�˵�нˮ�븣�����������۵ġ����ԣ�һ���˾����ĸ���ҵ����нˮ�࣬�����ã�������ҵ�����ͺá������Ҿ���Ҫ�ж���ʲô��ҵ�����ʺ��Լ�����Ҫ���Ǻ��Լ��йء�Ȼ���һ����˵����ҵ���ձ�ҵ����ʲô����Ĺ�������ҵ��ϵҲ�Ƿdz���ġ�
�������ҵķ�����
һ����е��ҵ�����˴���ҵ�������������⡢������������ҵ���տ�ʼ�DZȽ�����Ĺ��ʣ����ҹ���ǿ�Ȳ�������ѵ�ڣ�����������볧������һ�н������Եú����棬��ȫ�档��ʵ����Ҳ������һ����ҵ���Ļ������������������ι۵�ʱ�����������������н��ı�ҵ�������볡��������ͷ��Ա����������ÿһ���ط���������һ�飬�������볧�����ܵ�λ��ͨ������ְԱ����ѯ���˽⣬һ�㵽�����ı�ҵ���տ�ʼ�Ĺ������볡������Ȼ������ѵ��Ȼ������ϸڣ��ÿ�ʼ�Ĺ�����������ʦ�����֣���������ʦ�Ĺ�����һ��нˮ��1000��Ԫ��Ȼ��ÿһ���˶��е����������������Ĵ���ҵ���ֹ�����ϸ������ÿһ���˶����Լ�ר�Ÿ���ĵط���Ҳ����ij���ط������繤�ջ��ӹ��е��©�������ֵĵط�Ҫ����ĵĵط��ͷdz��dz����٣�һ�㶼�Ǿ���ǰ�˵ľ����ܽ�ó����ġ����Dz����¹��գ����豸��ʱ����Ҫ�������о���ʵ�飬��ѧ��ҵ����������Ҫ����ά���������������Ч�ʡ��ڴ���ҵ�ܽ��������Ƚ��Ĺ���ģʽ����������������6sigama���������������������һ��������Ϊ�����������������������������ܵ���˵����ҵ����ѵ����ҵ�Ļ������������DZȽ��Ƚ���Ա���ܹ��ܺõ�ѧϰϵͳ��֪ʶ���ܹ������ܶ��Ƚ��Ķ��������Ǵ�˾�ֹ��dz�����ȷ�����Ĺ��������Ǻܼ�һ���֣�ʱ�䳤�˾ͻ���룬֪ʶ���Ƚ���խ,ʧȥ�˽Ӵ����������Ļ��ᡣ
�������С��ҵ���������Ƿܴ�ģ�߳�����ʢ������������ҵ���տ�ʼ���ʾͲ��Ǻܸߣ���ҵ�ĸ���������鶼Ҫ�漰��ȥ�˽⣬����һ��ʼ��ֱ��Ͷ�빤������û�о�����ѵ���볡�����ȵȡ��տ�ʼ��Ҫѧϰ������֪ʶ��Ϊ����������ס�������Ǻ�ס�ģ�����û����ô�á�С��ҵ�������˲ţ��˲��������ܴ�������С��ҵ�����Ӵ��Ķ�������ӹ㣬�õ��Ķ�������Ӵ����൱һ���ִ�ѧ����Ϊ��ֻ�е�������ҵȥ�ɣ����ܳ�ַ��ӳ��������ǣ���Ϊ������ҵ�߱���ʵ��������ֵ�����ʺ;��������������ã������ã������ȶ�����С��ҵֻ����ô��ʮ�ٺ��ˣ��ʽ��ۺ�̸����ʲô��չǰ;�ˡ���ʵ����Щ������ҵ�����˲żüã�����ʮ�ּ��ң���һ���С��ҵ�����˲ŵ������缢�ƿʣ���ʵ�Ͻ��꣬����ҵ��Ĵ�ѧ�������С�á�����С��ҵȴ�ࡰС�Ĵ��á����ܵ���˵����С��ҵ�����Լ������������飬��Ȼȱ����ϵͳ����ҵ�Ļ�����֪ʶ�������ܹ���������ȥ���ܶ����飨���۹������������ͻ��ȵȣ�֪ʶ��ȽϿ�������Ժ��л�����������ҵ����������һֱ�ڴ���ҵ��ͬ����֮�ˡ�
�����ǶԹ��ڼ�����ҵ�����ķ�����
��Ӫ��ҵ�����ָ�������,��β���,Ч�ʸߵ�Ҳ��,Ч�ʵ�Ҳ��,һ�㶼��һ����ȥ�ɺܶ�����,���ʿ��ܻ��һЩ,���ǻ�����һ���ܺ������Լ������ĵط�,��ͬ�Ĺ�˾��ͬ����,
��ҵ�Ļ�һ�㲻�Ǻ��Ƚ�,��������ҵ���������ͷ�����á�
̨����ҵ��̨����ҵ�������˶����������,���Ƕ����ɷ��ϵ�˵̨����ҵ��һ���ܺõĶ����˵ĵط�,һ���̨����ҵ�����нϺõ���ѵ����,��������һ���ܺõ�ѧϰ����,̨����ҵ�ǿ�ϵͳ��ҵ��,���˵����ù�Ȼ�ܴ�,�������ǿ�ϵͳ���������������ϵͳ�ķֿ�,һ����ֻ������С��һ��,�����ܼ���,Ч���Ǻܸߵ�(���ܹ�����������),��ʹһ����������������ְҲ��Թ�˾��ɺ�С��Ӱ��.���ʲ��߲���,���ʳ���Ҳ�Ƚ���,��ȽϷ�æ��(���α༭��admin)
ŷ����ҵ��ŷ����ҵ�����ɺ�����,����Ҳ�ǿ�ϵͳ�Ĺ�����,�ⷽ���̨����ҵ������֮��,���DZ���̨����ҵ����һЩ���ɺ�����������,�ܶ����鹤��ʦ�нϴ������ȥ����,����һ���ŷ����ҵӢ���ż�һ��Ҫͨ��,������̸.ŷ����ҵ��̨ϵ��ҵ��ע����ѵ,�������ܴ�ļ�Ǯȥ��ѵһ����,�����л����ȥҲ��һ���õķ���
�պ���ҵ: �պ���ҵһ�㶼����ͬ�Ĺ���ģʽ(̨����ҵҲ�Ǹ�������ҵѧ��),����ϵͳ����ҵ,���õĹ���ģʽ�е�����̩�չ���ģʽ,���˻�����,������,����������Ϊ�����Ļ���,��ѵҲ�DZȽ�ע�ص�,����ʱ���DZȽϳ���,������ҵ��������°��ϰ�һ�㶼�����������۹⿴�����(���Ǿ��Ե�).������ϵ��ҵ�����dz����Ͻ�,���ǵIJ�Ʒ����ȫ��������ǵĹ�����ʽ��̬�������ܹ�������ʲô��.Ҳ�Ǻܺõ����������ĵط�(����Ҫ�Կ��������)��
�����ڷܴ�ģ�߳��ι۵�ʱ�������˽������Ǵ����¼������濼�ǹ��������⡣��һ������ҵ�����ʣ���ҵ�ǹ��ʻ������ʣ�����ó����������������ʲô�ȵȣ��ڶ����Dz�Ʒ�ķ�չ����Ʒ��������ʲô���������ʲôӰ�죬�ǺϷ��Ļ���Υ���ĵȵȣ��������Ǵ������⣬һ�����������⣬�����˶����Լ��Ŀ��������ĸ���ѧϰ�������ᣬ�ڴ�˾�ֹ���ϸ��ÿ���˵õ��ķֹ����־��٣�����ѧ���Ķ������٣���˽��С��ҵ�����ʽ�����⣬Ҳ��һ���˾�Ҫ����������飬ѧ���Ķ���Ҳ�Ǻܶ�ģ�������ǹ���ѧϰ�Ļ�����������Ǹ����˸��������ģ�˵�Ƕ������кܴ����;��
��ʵ��������ʲô�ط���ʲô��ҵ��������Զ�ĵ�һҪ�����Լ���ʵ�����⡣�����ʵ��ǿ��ѧ��֪ʶ�࣬�ܸ�Ч�ش������⣬��ô�ض��ܵõ���ҵ���������������������ڴ���ҵ������С��ҵ������Ҫ�¿������,Ҫ������̺�ѧϰ����ȡѧ�������֪ʶ����������������ѧУ����ѧϰ������Ҫ���ǻ���֪ʶ��ѧϰרҵ֪ʶ��Ϊ�Ժ���������
һ�� ʵϰ�����Ŀ��
����ʵϰ��ѧУ��ѧ����Ҫ���䲿�֣�����������ͨѧУ������һ�������������ǽ�����ѧ��ϵ�е�һ������ȱ�ٵ���Ҫ��ɲ��ֺͲ����������Ҫ���ڡ����������ְҵ������ֱ����ϵ�ģ�ѧ��������ʵϰ�����н����ѧϰ����ҵ�Ĺ��ɣ��������ʵϰ�������������˲ţ�ʵ������Ŀ�����Ҫ;������������У�ڽ�ѧ��������������У�ڽ�ѧ���ܽᡣ����˵��û������ʵϰ����û�������Ľ�����ѧУҪ��߽�����ѧ��������ע������֪ʶѧϰ��ǰ���£�����Ҫ�������ʵϰ����������������ʵϰ������ѧ�ijɹ����ϵ��ѧУ����˥��ѧ���ľ�ҵǰ;��Ҳ��ӵ�Ӱ�쵽�ִ������衣
ʵϰ�������Ƕ�������Ұ�Ŀ��������������Ϊ�Ƕ�ѧУ���ý�ѧ�ļ��䣻������ѧУ
�Ľ�ѧ�ڼ�Ҳ����һЩʵ���Ļ��ᣬ������ԶԶ�����ġ��鱾�ϵ�֪ʶ��Ȼ��Ҫ���������������ر�ע��ʵ�ʲ��������רҵ��˵����ʵ����ʵϰ�Ǿ����в�ͨ�ġ������鱾�����Ѹ㶮��֪ʶ��Ҳ���㵽������ȥ��һ�۾ͻ��Ȼ���������ʵϰ���������ڡ�
�˴�ʵϰ��һ������Ϊ�˱Ƚ������˽���ҵ��ʵ����Ӫ������һЩ�������飬��һ�������ǽ�������ʵ�ʽ�ϣ�����Ժ�����ѧϰ���������۵���㡣��ʵϰ�����У��ҽ��ص��˽�ó���������Ӫ����������ѧ���۵ķ��������ƺʹ��ڵ����⣬������Ұ���������ϡ�
����ʵϰҪ��
ѧ�������Ի��������̬�Ȳμӱ�ҵʵϰ������Ͽҽ���ָ����ʦ��ָ������רҵʵϰ��١�ʵϰִ�мƻ���Ҫ��������������ʵϰ����д��ʵϰ�������沢���ܿ��ˣ�Ҫ����ʵϰ��λ������Ա������������ѧϰ������Э��ʵϰ��λ��һЩ�����ܼ��Ĺ��������ع��ҷ��ɡ�У��У���ʵϰ��λ�ĸ����ƶȣ�ά��������ѧ������У����������
����ʵϰ�ſ�
1.��Ա���
2009��7.11���磬�һ���ѧԺ06�����ϰ��ڽ�ѧ¥6#�ٿ���ϰ��Ա��ᡣ���Ͻ��������������.��.�첩�Լ����Ǿ���������Ͳ���רҵȫ��ͬѧ�μ��˻��飬����������ʦ���֡�������Ҫ�����˴˴μ�ϰ�����ǵ���Ҫ���Լ��ڼ�ϰ�ڼ��Ҫ���ע������ڼ�����ʦ�ر�ǿ���˼�ϰ�ڼ�İ�ȫ���Ⲣ�����ǵ���װ����Ҫ����������μ�ϰ�ľ��尲�š�������ͬѧ�������ڴ��½�����
2.��Уʵϰ������ϰ
���Ǵ˴εļ�ϰ·�����ɽ���Զ�����Ե�һվ������У��У��ʵϰ�������ڱ�У��ʵϰ������ϰ�ڼ����˽�����ֳ����գ�ע�ܺͳ�ѹ��
ע�����ע����ͣ������������ϵ�һ����Ҫ���ͷ��������ص����������ڿ�.��Ӧ��ǿ.����Ч�ʸ������Զ����ȣ���˹㷺������������Ʒ�������С�ע�ܻ����ͺ�������ģ�������ģ�����˴���У��ע�ܻ��ͺ���FL250���ͱ�ʾ����ģ��Ϊ250�֡�
��ѹ�ǻ�е�������Ƚ��ļӹ�����֮һ��������ѹ����ͨ��ģ�߶��ϼ�ѹ��ʹ��������Ա��λ��߷��룬�Ӷ����һ����״.�ߴ�����ܵ����������У�Ĺ����дֵij�ѹ����Ϊ�ij�����ϣ��������ӵ��������ͨ�����ֹ�����ܵõ�һ�������������
3.�к˽�ϰ
�к˽���ѹ�����Ƽ�Ϊ��Ҫ������Ʒ��ѹ��ȫ��ѹ�����죬�ǽ����ڵĽ����ڸ�ѹ�¸��ٳ��ͣ�����ѹ�������̵����췽��������ѹ��ѹ��Ϊ������ʮ�����������ٶ�ԼΪ0.5~50m/s������ʱ��Ϊ0.01~0.2s.
ѹ���������ṹ��
a.���ͻ���
b.ѹ����
c.����
d.ѹ�����
e.��ѹ��
f.����
4.�����ϰ
���������ɷ�����˾�������塱�����й����ó���ҵ������ҵ֮һ��������λ���й����й�˾��ǿ��
�����ڶ�ʮ���Ͱ�ʮ����������й��������������Ƚ������������Ϳ�������Ϊ�й���Ҫ�����Ϳ��������̡�19xx��11�£���˾�ɹ�������֤ȯ����������A�ɣ���Ϊ����ʡ��һ�����й�˾������19xx�����й���һ����ADRs����B�ɷ�ʽ��������ս�Ժ�����顣��������������˾�������ء�����Ϊ��˾�ڶ���ɶ���
��Ϊ����������������Ͷ�ʵ���ҵ������ƾ��ս�Ժ������----���ص�֧�֣�Ѹ�ٷ�չ׳��19xx�꣬����/���سɹ��Ƴ��й���һ�������������������Ͽ���������----ȫ˳��͡���˾������������ǰ�صIJ�Ʒ���������칤�ա�����������Ժ����Ĺ�Ȩ�ƺ���ơ���Ч����������ˮ�ľ�Ӫ�������γ��˹淶�Ĺ����������ơ�
Ŀǰ��˾�������з������������۷���ͽ���֧�ֵȷ��Ϲ��ʹ淶�����ƺ����л��ƣ���Ϊ�й�������ҵ�����ʺ����ɹ��ĵ䷶����˾��Ʒ�С�ȫ˳�������������ˡ��Ῠ�������䡱Ƥ���������������ԽҰ������Щ��Ʒ�ѳ�Ϊ���ܡ�ʵ�á����������ĵ䷶��
5.�㽭����ģ������˾��ϰ
�㽭����ģ������˾��һ��רҵ��������ģ�ߵij��ң���˾������19xx�꣬��Ҫҵ��Ϊ������ǰ���ոܡ��DZ�̨�������μ����ҵ缰��������Ʒ������ģ�ߵ�������������ģ������400�����ҡ���������ķ�չ��Ŀǰ�̶��ʲ�8100��ӵ����ȫ�ļӹ�������豸��Ϊ�˽�һ����ǿ��˾�ĿƼ�ʵ������20xx�����㽭��ҵ��ѧ��ͬ�������㽭��ҵ��ѧ��ģ��ʵ�鴴�»��ء�20xx�����뻪�пƼ���ѧ����������ģ���������ص�ʵ���һ����о��������ġ�20xx����ʲ�ʿ����վ���Ƴ�����Ϊ�й�ģ����ҵ�ҳ����IJ�ʿ����վ��Ŀǰ��˾���и�����Ա146�ˣ�����רҵ������Ա30�ˣ�Ʒ�ʹ�����Ա8�ˡ�
xinmiai 2009-09-30 02:49:46
���ѧ��ѧϰ��������Ӫ�������ſΣ�**��֪�����ſζ�**ѧϰ������ѧ����˵�Ǻ���Ҫ�ģ���**�Ժ���������кܴ�İ�����**����Ӧ��ʦ����˵�������������������ۣ��߷�ʵ����ѧ
��������Ҫ��ʵ�����������������Ȼʵ��ռ����ô����أ�**Ҳ��ȥ����һ�¡� ���ǣ��������ݵĽ��ܣ�**������һ�ļ���ʱ�䣬ȥ�˹����з�������ͷ�������ģ�߳�����ҳ�������19xx�꣬��һ�Ҽ���Ʒ��������ģ�����졢ע������Ϊһ���˽Ӫ���̣���Ҫ���¸����͵��ܽ�ģ�ߡ����ģ�ߵ����������ж�̨ע�ܻ�Ϊ�ͻ��ṩһ��������ģ�߳��迪��������������CNC����������������ģ���������䡢ע�����������ְ�ܲ��š�����Ա��50���ˣ����й�����Ա8�ˣ����̼�����Ա10�ˣ���������30���ˡ�ģ�߳�ӵ�и��ֻ�е�ӹ��豸14̨��50-1000��ע���豸6̨�����ָ��������豸12̨����ע�ܲ���Ʒ��800�֡������Ǽ�ϰ������ʱ�����ޣ��������ʱ��**��Ҫ�ǰ��æ������֣��п���ʱ����˽���ģ����Ҫ���������̡� ����˵�³�������ŵ�ְ�ܡ� ��������Ҫ�˽��г��Ĺ����������ʱ�����г����赫��ȱ�IJ�Ʒ��������Ҫ�����IJ�Ʒ��Ŀд���������Ƽ��������飬ͨ��ģ��������������������Ƽ�����Ա���ݳ��������Ƽ�������������ġ�����������������ֺ����Ƿ���ģ�ߡ�����������ͻῪ����ģ֪ͨ����֮���������������˳��չ�����ڼ�������֧Ԯ�£�ģ�������Ա�Գ��������Ƽ������顢ģ�����������Ϊ���������ĥ�ߡ� ��������һ������Ҫ�IJ��ţ�����һ�й����Լ����ϵ�֧�֡��ӵ��˿�ģ֪ͨ����������Ҫ�ռ�������������ԭʼ���ϣ������ռ������й�������ơ������ա������豸����е�ӹ�������ӹ����ϣ����������Ƽ�ͼ�������������ϣ��Ա����ģ��ʱʹ�á�����ȷ�����ͷ�����ѡ������豸�����ȷ������Ľṹ����������ģ�����ͺ�ģ�����͵���Ҫ�ṹ���� CNC���ţ�Ϊ�ⲿ�ֳ����IJ�Ʒ�����������ϸ���������ձ������ݼӿ����ġ����CNC���������IJ��ֵ������� ���������Ʒ�������ʽ�֧�֡�Ԥ�ƿ�����Ŀ����ijɱ����������̵��ʽ����� ������������ģ�ߵ����ͣ��ѿ����õij�Ʒ�͵��ͻ����С� ģ���������䣺����˼�壬��Ȼ��������ģ�ߵĵط�����ģ�߳�һ��Ҫ����ôһ�����䡣����ģ�����ͼ����װͼ�����ͼ�����ģ�ߣ��ٽ���У�ԡ���ͼ����ͼ����ɹ ����Ҫ������ģ���飬�����͵��Ƽ�������Σ����������Ժ����ų������Ե���ģ������������Ͻ��й鵵�� ע���������䣺��ģ�߳����и������ϣ�������ν�ġ�ע�ܳ��͡������������ڻ��IJ����ɸ�ѹ����ģǻ������ȴ�̻��õ�����Ʒ�ķ�����ע�ܳ����̴��¿��Է�Ϊ����6���Σ���ģ��ע�䡢��ѹ����ȴ����ģ���������շ������У��Ϳ�������������Ʒ����һ����������ļ�ϰ����ģ����������������һ���̶ȵ��˽⣬����һ�����Ͻ��Һܸ��ӵĹ��̡� ������������ʾ�� ��ģ֪ͨ�� ��Ʊ�� �������ż����� ѡ������ �ɹ����� �����������������ڡ�ȷ���ӹ������������ƻ��� CNC������ CNC�������� ���������� �������������� ��Э ��Э���ȼ��������ټ��� �ع� װ�� Ʒ�ܼ��� ��� ���� �ͻ��˻� ����ԭ���Ҹ����� ��������ͼʾ��ȷʵ��һĿ��Ȼ��ͦ�ļ������裬�����е�ϸ��ȴ�ǵ÷dz��Ͻ�ϸ�ġ����������һ����һ���ģ���������ij�����ڳ��˵������ͻᵼ�½������Ĺ���ȫ�����ϡ�������������������A��B��C�������ڣ��������һ�����ڵ��ʼ췢�������ص��������Ҫ��ʱ���ɼ��������������ٲ�����Ʒ�����������ϣ���߳�Ʒ�ĺϸ��ʡ�����Ҫ�Կͻ���Ҫ�������ղ�Ʒ������У�ԡ���ͼ�Ƿdz���Ҫ�ģ��������á�**���йؼ�����Ա������У�Ե���Ҫ���ݣ������������Щ���棺
1. ģ����������ܼ�ͼֽ�Ĺ�ϵ��2. �����Ƽ����� ��3. �����豸���� ��4. ģ�߽ṹ���棻5. ���ͼֽ��6. У�˼ӹ����ܣ�7.���㸨�����ߵ���Ҫ�����ߴ硣��һ�ο����������ڲ������ҡ��ҳ������۵ȶ�������Ϳ�Ϸ������Ȼ��ص����ܳ�����**�ʹ��������ڸ�ʲô��������**�����ģ������ɹ��ˣ���������Ҫʹ�ã����Ծ͵þ�����ôЩ���������������
ʱ���������Ѿ�ʵϰ����һ�µ�ʱ�䣬���ڼ䣬������ʮ�����ҹ�࣬����µİװ࣬�������Ͷ��Ĺ������������������ѧ�������뿪У�ĵ�һ��֪ʶ����Щ���Ǵ��鱾��ѧ������֪ʶ�������鹫˾���Ļ��������Ӵ���˾��ÿ�����ŵ���Ա���ӹ�˾�ļ�����־�ϣ�
������Ա������̸�У��кõ���Ϣ��Ҳ�в��õĶ��ţ���֮���ҵĸо��У����ǵĹ�˾�����ڲ���ǰ����չ��
ע�ܿ�����ʵϰ�ĵ�һ�����ţ����ҿ���ע�ܳ����ʱ����ͻȻ�о�ԭ������Ĺ�ҵ��������˵Ľӽ������͵�ע�ܻ�̨�����³���Ʒ����е�ֱ���չ���磬һ�����������ɫ������Ӵ�����ϻ�����������Ʒ�ij��䣬��Щ������֪������Ϊ�زĵIJ�Ʒ���������������ˣ�������̣���Ϊע�ܣ�ԭ����ͨ������ʹע��ԭ������ע��ģ����ǻȻ����ȴ���ͣ�����ѳ���Ʒ������������У��õ�ģ�����ŷdz���Ҫ�����ã�����Ҳ�п����еIJ�Ʒ�ڸմ��زĵ�ʱ�����һѨ�̶�������������Ҫ��ȥ�ֹ�ȥ�������˷�ԭ���ϣ����˷����������ԣ�Ҫ����ת����ʱ��һ���õ�ģ���DZ���ġ���ǰ�ڹ��������ˣ������ϻ�ʡ�ö���Դ�����εĺ����εġ����ϵ���������Ҳ�dz����زĵ�ǰ�ᣬ���������Ϻ�dzɫ�ϣ��ز����кڵ����ʹ��Ʒ���ϣ����Լ�ǿ�Խ��ϵļ����Ƕ���������ǰ�εĸ���
���ǹ�˾��Ʒ����ߵIJ�������Ϳ��ʵϰ��ʱ����˵�еIJ�Ʒ��Ϳ�����ߴ�ٷ�֮����ʮ���������ص㿴��һ����Ϳ���Ҹ������ܽ���һ�¡�
���ھͶ���Ŀǰ�˽���ҳ���Ҫ��Ϳ������һ��������عˣ��ܶఴ����Ч������ͨ����Ϳ�����ֳ�������Ϳ��ԭ������ѹ����������ǹ�Ŀ��������������������ī����ǰ���γɸ�ѹ����ʹ��ī�����е�Ϳ�ϴ���ī���������Ѹ���������ѹ����������ʹҺ�������༱����ɢ����ī����������ī������״�������ڲ�Ʒ���棬��ī����Ѹ�ټ��۳���������Ĥ��
������ƽʱ�����IJ�Ʒ�У��ֶ���ͨ�����ּĹ���ʵ�ֵģ���������ɫ���������ص㣬�ڲ�ͬϵ�еIJ�Ʒ�ϣ�����Ч����������ʵ�֣�ͨ��������Ϳ����ī�����ܴﵽ�����Ӿ�Ч���������������������ŵ㣬����ͿЧ�ʸߡ�����īƷ�ֺͲ�Ʒ״�������ƺ�С�� �����ǵĹ����������ֲ�����ʽ����Ϳ�����ֱ����ڴ�����������С���������ã�һ�����Զ���Ϳͨ����е������������ͷ�ķ����ƶ��ٶȾ��ȣ������Ʒ����ī�����ԱȽ�һ�£���������Ʒ��������Ҫ�ǿ����������Ϳ����һ�־����˹���Ϳ������Բ���Ա��Ҫ�����һ�㣬ֻ�п��ƺ����ٶ�����룬���ܳ�һ���õ�Ч��������ʹ��Ʒ������ͻ��߱�����������������Ȼ����ͿҲ����������ȱ�㣬������Ϳ��ī��Ĵ���ī�����ʵ͡��������ī�۸����ǵ�����£����ȱ���Dz��ܲ���ģ�����ҲҪ�������ǵ��Ѿ������ڲ�Ʒ�����ϵijɹ��ʣ���һЩ�����粼ë��������ԭ��������ղ�Ʒ�ı��ϣ���������ī�������ʸ�����һ�㣬
����ܹ������Ϳ����������Ϊ�����¼���������Ҫע���
һ����Ϳ�Ļ�����һ�����Ļ������Ǹ���Ʒ�ľ��Ա��ϣ������ǵij��佨���У������Ų��õĹ��������ʱ�����������ͻ��ι۵ģ������Ǹ����Dz�Ʒ����ģ���ʵϰ��ʱ������Ϳ���䣬�������Ա�Ĺ���������īһ��һ��ģ��������о���רҵ��
������Ʒ��������ȣ���Ʒ�������Ӱ�쵽��Ϳ����������ˣ��ڽ�����Ϳ֮ǰ�Բ�Ʒ���б�������DZ�Ҫ�ģ����ǹ�˾��ʵϰ��ʱ���轺��Ϳ���õķ������˹���࣬�����ý�����ճ����ճ�߱���ҳ�������Ϊ����Ӧ����Ѱ����һ�����ķ�ʽ��
�������������������غ���ī����������ǹʹ�õĿ���ѹ����һ���涨��Χ������ѹ������������ϸ����������ɢ�࣬��ī��ʧ��֮������ѹ���ͣ������Ӵ֣���Ʒ����ֲڣ������Ƥ�ġ���ס����ȱ�ݡ���ͿʱӦ������ǹ�����ԺͲ�Ʒ�ı���״�������ں���ǹ�Ŀ���ѹ������ͿʱӦȷ������ѹ���ȶ���������ѹ��������Ӧ�����Ӱ���Ʒ����Ч���� ����ͨ���Ľ����������������������ص���ɲ��������أ������ܹ��ı�һ��������Ϳ��������״��
�һ��и����ǵĹ�Ӧ�̵���״�����õ����˵�ɣ���һ����Ŀ��С�����������Ʒ��ʱ������������βŷ�������Ҫ��ı�����ʵ������ղ��ѣ�������ͨ�ĵ�����۸�������
��ǰ���ΰٸ���Ծ���û�дﵽ�ͻ���Ҫ��Ϊʲô��������һ��СС�IJ���ϳ�����ô�������أ�������֮��Ĺ�ͨ���������ǹ�Ӧ�̵Ĵ��ģ�����ΪĿǰ���ǵĹ�Ӧ�̴���һЩ���⣬��Ҫ����ȥͳ����Щ���ⶼ����ʲô�ط�������ܹ��ܺõĽ�������������磬���ǹɫ��ɫ�����⣬���Ӧ�����ܹ����Ƶģ�ֻҪ������ͬ�������������Ͳ�����������ƫ��IJ�Ʒ����������һ��һ�����ӣ�������ͷʹ�����Խ�������ǹ�˾�Ĺ�Ӧ�̽���һ�μ�����������������߿����µĹ�Ӧ������
ʵϰ�����ˣ��о��Դ�����ע�����µ�֪ʶ���Թ�˾Ҳ���˸�����˽⣬���Ժ�Ĺ����У�ϣ�������Լ��˽�Ķ���ȥ������ص����⣬��̽���µ����⣬ʹ�Լ���˾���Ͻ����� 11��20�����磬�����༶Ϊ��λ����ָ����ʦ�Ͱ�Ĵ����£������·�������Ʒ������ʼ������һ���רҵ��ʶ��ʵϰʵ�顣
����һ�βι��˸����������䣬�������ͺ�ΪHTF450-3W��ע�ܻ���ֻ��ģ����ע�ܻ��Ĵ����£������˶���������Ա����ȡ����Ʒ��������ָ����ʦ�Ľ��⣬���˽ԭ�ϴ��϶�ʽ������������ڸף��ڱ����ȼ�ѹ��ʹ��һҺ�����ʽ��������ģ����ǻ�������ȴ���ͣ��͵õ���Ҫ�õ��IJ�Ʒ��
������������ϸ��ѯ���˽⣬�����˽�������ע��ģ�Ĺ���ԭ����ע�����ǰ��ģ����ע�ܻ���ģװ�õ������±պϲ�������������ʱ��ע�ܻ���������ע�������������ͨ��ģ�߽���������������ͨ������ǻ��������ѹ����������ȴ���ͺ�ע�ܻ��ĺ�ģװ�ñ������ģ���ˣ��Ӷ�ʹ��ģ�������붨ģ�ӷ������������������ģ�����Կ���������һЩ�������Ƶ��㲿�����ɣ������������עϵͳ������������Ƴ�������������ͳ�о������������������ȴ�����װ�á�֧����̶������
�˽�ע�ܻ��Ĺ���ԭ����ģ�߽ṹ֮�͵�ģ�ߴ��������Ŀ�������Ѿõ�ģ�ߡ���ϸ�Ŀ���ģ�߿����е�ģ�߽ṹΪһ��һ���е�Ϊһ����������һ����д��ABS����ָ����ʦ�˽��֪����һ��һָ����һ��ֻ����һ����Ʒ����һ������Ȼ����ָһ������������Ʒ�ˣ�ABSָ���DZ�ϡ֬-����ϡ-����ϡ�������ָ����������Ʒ�IJ��ϻ�ԭ���ϡ�
�ι۵Ļ��з��鳵�䡢��������ȣ������������������棬���Ÿ��ָ����Ļ������硰��������������ĥ������ʽ����̨ϳ�����������ص���ͻ���������и����
���·ɣ�����һ���ر���ĸ��ܣ��·��ر�ע�ؽ��ܡ�˭��֪������Դ��Ӱ���Ʒ�ɱ���һ����Ҫ���ء����·���Ҫ����߲�Ʒ�ĺϸ������֣�����Ʒ�ĺϸ��ʲ�����ԭ���ϡ�ע�ܻ��������йأ����Һܴ�̶���ȡ����ģ�ߵ�������
һ���õ�ģ�ߣ������ܹ��������úϸ��ʸߵIJ�Ʒ�����ܲ��������ߵIJ�Ʒ�����·ɵı���������㲿����˵������Ĺ��ȡ��⻬�ȡ�����������ȣ�����ʹ�õ�ģ���������еĹ�ϵ��
�뿪�·ɣ���������ѧУ�������ʵϰҲ�����ˡ�
�������֣��ιۺ��Ͽ�¡��˾
11��21�����磬���dz˳��������Ͽ�¡��˾����ʼ�������µ�ʵϰ��
��¡��˾������������������������Ϊ�������Ƚ�������������������䡣ֻ�����ֲ�ͬ���͵�ͭ�����ܾ������䡢���ӡ����ԡ���Ĥ�ȹ��ͳ���һ�������������ھ�����װ���Ϳ����С�
�ڶ����ι۵ij����Ǵ��ʷֳ�������ǰ���������̹�����í������������������������������Ĥ��������������Ʒ������ȶ����������ɡ���Ʒ�����̹ܹ����麸������©����ѹ�ܹ����ܲ��Թ���װ����ȶ������ɡ����е���©������һ���ؼ����ؼ������У�ʱ�䡢ѹ����
��¡��Ҫ�������������´��Ʒ�Ʊ�����������������������ͺ�Ϊ196DT��188K/A����عܰ����������ͺ�Ϊ205��192�����´���ذ�ܡ�
�ڿ�¡��˾�������ĸ����ǣ�����Ϊ���ӵ������������������ڸ����豸�Լ�������Ա������£�����ɸ��ֹ���֮��һ����ͭ�ܱ����������������������ʵ���豸����������ڼ䷢���ż�����Ҫ�����ã���û�и��ָ������豸��������һ�����ݶ�����������������˵���ģ�����ˡ�
���߲��֣��ι۽�������
11��22�����磬����˳������������ţ�һ�³������������Ǻ�ΰ�Ľ����������ɵľ�������ң��������Ž������⼸��ʵϰ�вι۵�����ʵ������ҵ��
��Ȼ���ս��ţ����й���ѧԺͭ�ܹ����о����ġ��͡���ʿ���ѧ�о�վ��������ӳ���ҵ��������ҵ���Ϊ֮һ��Ϊ�Լ��л��ᵽ����ʵϰ���Ժ���
�ŵ�ʮ��֣��ڹ�˾�쵼�İ����£������տ��ˡ�������������Ƭ���������һ�仰���ҵ������Լ������¡������˵ѹ�����ǿյ������࣬��ôͭ�ܱ��ǿյ���Ѫ�ܡ����˾�쵼��������Ҫ���������ݿɹ��Ϊ���¼��㣺
1�� �������ż�飻
2�� ͭ�����й�ͭ��ҵ�е��������λ��
3�� ��ҵ�Ļ�����Ҫ�ԣ�
4�� ��ҵ����ּ��
�ڡ�������������Ƭ����˾�쵼�Ľ����У����ԶԽ�����һ���������˽⡣���35��ֵĽ������ţ����Ϻ����麣�����졢��̨�ȵؾ����зֹ�˾����Ҫ����ֱ��Ϊ3��8-30mm������Ϊ80-300KG������Ϊ5-200m�ĸ���ͭ�ܡ�����������˾�ԡ�Ϊ�ͻ����쾫Ʒ��ΪԱ�������ֵ��Ϊ��ᴴ��Ƹ���Ϊ��ּ���ԡ����⡢֧�֡��ҳϡ����ס�Ϊ�Ļ������ԡ����ء�ѧϰ�����¡���Խ��Ϊ�Ļ������ӵ���ִ����ĸ߾���ͭ�̹�������11����������ͭ�̹�רҵ����������13������������ͭ��������2�����ؼ��豸ȫ�����õ¹�SMS��SCHUMAG��JUNKER��INDUGA��˾��Ӣ��MRB��˾���Ĵ�����NDUCTOHEAT��˾�������OLIVOTTO��˾������OUTOKUMPU��˾�ľ����豸���Զ����̶ȸߣ�������������ǿ��Ϊ������Ʒ�춨��װ�����ϡ�
��������ֲι���������ҵ�����ֳ���������ҵ�����ֳ������;������豸���Ҵ��۽磬��Ȼ�Ҳ��������ǵĹ���ԭ��������������Ŷӡ���ȫ�������߾�����֤��������������������
�������ڹ�����Ա�Ľ����£����ǡ������ջ��ر���ͭ�ܵ���ϴ��ACRͭ�������Ƶ�������ͭ�ܵ���ϴ����ʹ��ר�ŵ���ϴ��������Ҫ�dz�������ϸ����Ϊ������ͭ���Ժ�ʹ���������еĹ�ϵ����ACRͭ�ܵ����������漰����˾���ܣ�����֪ʶ���˽�һ�������ص�ۿ�һ�²�Ʒ������������ô��һ����ҵ���������ҹ�ͭ��ҵ�У�������ȫ���ͭ��ҵ�У����ž������ص����á�Ȼ���������ź����ǣ������������ߡ��豸���ּ������Ǵӹ��������ģ�����û�����ǵ�������ҵ�ġ��ɹ�������Ҳ��¶���ҹ����ڼ���������������˵ľ��档
-
ģ�߲�װʵѵ����
һ��ʵѵĿ�ĺ�ʵѵҪ��ʵѵĿ�ģ�1����Ϥ����ģ�ͳ�ѹģ�Ľṹ�����㲿�������ú�װ���ϵ��2�������Լ�����ʵ����������������ϡ�ע��
-
ģ�߲�װʵ�鱨��
ʵ�鱨��20xx20xxѧ���һѧ�ڿγ�����ʵ��һʵ���ע�ܳ���ʵ��P7�༶����ѧ��ָ����ʦʵ��һ����ģ�߲�װʵ��һʵ��Ŀ��1��Ϥ��
-
ģ�߲�װʵϰ����֮ע��ģ
ģ�߲�װ�ۺ�ʵ����������ģ��ѹģ��11����ģ�߲�װ�ۺ�ʵ����ģ�����������רҵ��ѧ����ѧϰģ�߽ṹ���֪ʶ֮ʱ�ڽ�ʦ��ָ���¶�������
-
ģ��װ��ʵѵ����2
ģ��װ��ʵѵ����༶����ѧ��һģ�߲�װʵ��ĺ���ģ�߲�װʵ����ģ�����������רҵ��ѧ����ѧϰģ�߽ṹ���֪ʶ֮ʱ�ڽ�ʦ��ָ���¶�����
-
��ѹ������ ģ�߲�װʵϰ����
ģ�߲�װʵ�鱨��һģ�߲�װʵѵ������ģ�߲�װʵѵ��ģ�����������רҵ��ѧ����Ҫ��ʵ����ѧ����֮һģ�߲�װʵѵ��ģ�����������רҵ�ġ�
-
ģ�߲�װʵѵ����
һ��ʵѵĿ�ĺ�ʵѵҪ��ʵѵĿ�ģ�1����Ϥ����ģ�ͳ�ѹģ�Ľṹ�����㲿�������ú�װ���ϵ��2�������Լ�����ʵ����������������ϡ�ע��
-
ģ�߲�װʵѵ����
ģ�߲�װʵѵ�����ġ�ʵѵĿ�ģ�1����Ϥ��ѹģ�����ݡ��ṹ������ʵ����������2���˽�ģ������֮���װ����ʽ����Ϲ�ϵ3����Ϥ��ѹ��
-
ģ�߽ṹ��װʵѵ����
һע������1ʱ����ѧԺ�Ͽ�ʱ��Ϊ���óٵ����˸����ÿ��2����ģ�߲�������ͷֱ���ô�ģ�������Ҫ�ô��м�Ӧ����ͭ����ģ������Է��㡭
-
ģ�߲�װʵ�鱨��
ʵ�鱨��20xx20xxѧ���һѧ�ڿγ�����ʵ��һʵ���ע�ܳ���ʵ��P7�༶����ѧ��ָ����ʦʵ��һ����ģ�߲�װʵ��һʵ��Ŀ��1��Ϥ��
-
ģ�߲�װʵϰ����֮ע��ģ
ģ�߲�װ�ۺ�ʵ����������ģ��ѹģ��11����ģ�߲�װ�ۺ�ʵ����ģ�����������רҵ��ѧ����ѧϰģ�߽ṹ���֪ʶ֮ʱ�ڽ�ʦ��ָ���¶�������
-
ģ��רҵʵϰ����
ʱ������ת�ۼ��ѧ���������ѽӽ�β������������һ��ѧ�������ǽ����н��Ŷ���ʵ�ı�ҵ��ƻ��ڡ�Ϊ��������α�ҵ��ƣ�ҲΪ����ǰ�ӡ�