机修钳工高级技师论文
铸件孔位偏移借料的定量判断法
内容提要 许多单孔、多孔的套类、连杆、箱体等铸件,由于制造工艺和技术水平等因素的影响,造成孔位变形、变位、孔距变化、壁厚不均、裂缝、缺口、缩孔、歪斜、偏心等铸件缺陷。因此,在加工、划线中必须借料才能保证加工质量。在现有的技术文献中,借料往往采用多次试划法、定性分析来确定。本文采用定量判断法,运用借料量的具体表达式进行借料,在实际使用中效果较好。此法简便,利于操作,能大大提高划线加工效率,降低加工成本,减少产品的报废率。
关键词 孔位偏移 借料 定量判断法
一、前言与背景
本人在机械制造厂从事钳工、金加工岗位多年,对铸件中支架、连杆、箱体、套类等坯件的划线与加工,碰到制造工艺、技术水平、人员素质等因素的综合影响,造成铸件变形、变位、孔距变化、壁厚不均、裂缝、缺口、缩孔、歪斜、偏心等铸件缺陷,因此在加工过程或者在划线过程中,如果不通过正确的借料,会造成许多半成品的报废。本人通过十堰市范围内各大铸造厂和机械制造厂的初步调查:不正确借料造成的报废占整体加工过程中报废70%以上,因此对这些形状复杂的铸件,除了在加工中借料外,还必须在划线中借料。如果在划线中能通过正确借料,那么在加工中就能保证技术要求,不出现报废品。如果通过划线借料不能保证加工要求的,就直接报废,不必要下道工序的加工,造成人、财、物、机、具等资源的浪费。因此钳工中,对划线工的综合素质要求比较高,同时在钳工的各操作岗位中,划线具有相当重要的地位和作用,通过划线便于复杂工件的装夹,便于及时发现处理不合格的毛坯,通过划线可使误差不大的不合格品变成合格的产品,同时划线中借料技术好坏直接反映划线工的技术素质,体现产品的质量和企业的效益。 我们在从事划线岗位时,碰到箱体类等铸件,需要借料时往往
是通过眼睛看,凭经验多次的试划、调整来进行借料,费时、费力。查找有关资料、教材、技术文献,如各种版本的钳工工艺学、机械制造工艺等有关资料,对划线中的借料部分也只是介绍定性分析,通过试划调整来解决,没有明确的表达借料量的大小和借料量的方向,大大降低了划线效率,同时增加了铸件的报废。现介绍一种定量分析法,得出借料量的具体表达式及能否借料的判断式,即借料定量判断法。在实际工作中,直接运用此法,便于掌握,利于操作,大大提高了划线效率和划线质量,降低铸件的报废率。
二、定量判断法的表达式
(一)套类铸件的定量判断表达式。
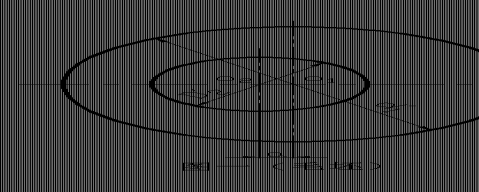
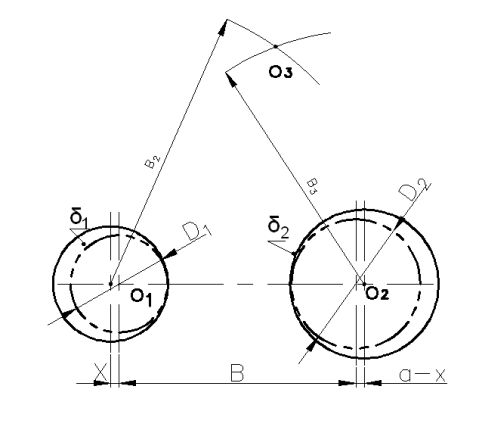
如图所示的圆环是一个铸件的毛坯,其内外圆都要加工,由于铸造原因造成内外圆偏心较大,需要内外圆同时借料才能确定。
设圆环毛坯尺寸,外圆直径d1′,内孔直径D2′,最大壁厚为hmax,最小壁厚为hmin,设加工后外圆直径为D2,内孔为d1,见下图一。,设外圆单边加工余量为δ1、内孔单边加工余量为δ2,借料后外圆最少加工余量为δ1min,内孔最少加工余量为δ2min,,斜线部分为加工余量,,内外圆中心偏心量为a,见下图一。
不借料划线时,见上图二,加工后工件出现偏心,不能保证产品要求。
采用借料划线时,见上图三。
1、确定偏心量a
根据图3列方程:
hmax+(D1′/2 - a)= D1′/2+ hmin+a
解得:a=(hmax-hmin)/2
2、根据a判断能否借料
假设圆环借料后如下图所示:
①若δ1min<0或δ2min<0,或hmin<h标(h标为加工后的要求壁厚)则不能借料,此时即δ1-x<0或δ2-(a-x)<0,解此不等式得a>δ1 +δ2,
因此,不能借料的条件是a>δ1 +δ2或hmin<h标
②若δ1min=0或δ2min=0或hmin=h标时虽能借料但属于危险品 ③若a<δ1 +δ2或hmin>h标,则能借料
借料有二种情况:
当a<δ1 和δ2中的大值者,则可以一孔借料,借料量为a,另一孔不借料。
当δ1 和δ2大值者≤a<δ1 +δ2时,则必须两圆同时借料,那么往哪个方向借料,借料范围多少?最佳借料多少呢?
3、确定借方向、借料范围、最佳借料量
①借料方向
借料方向的原则是两孔同时向中心借,故O1′向右借料,O2′向左借料。
②确定借料范围和借料量
设外圆O1借料量为x,内孔借料量则为a-x,根据加工要求: 由δ1min =δ1-x>0,δ2 min =δ2-(a-x)>0可得
借料范围:a-δ2<x<δ1
若内外圆的尺寸及技术要求,加工余量相差不大,可取δ1min =δ2min即得到
X=a/2+(δ1-δ1)/2 此式就是借料量的表达式
根据上述分析,把圆环偏心的借料定量法总结如下:
两圆偏心量a=(hmax-hmin)/2
若a>δ1 +δ2或hmin<h标,则不能借料,此时为报废品; 若a=δ1 +δ2或hmin=h标,此时为危险品;
若a<δ1 +δ2时,此时可以通过借料保证加工要求,
借料量为:X=a/2+(δ1-δ1)/2
借料方向为两圆同时向中心靠。
借料范围为:a-δ2 <x<δ1
当a<δ1 、δ2中的大值者,可利用一孔借料另一孔不借料,取δ1 、δ2中的大值的圆借料,也可以两圆同时借料,最好的借料是两圆同时借料。
当δ1 、δ2中的大值<a<δ1+δ2,则必须两圆同时借料,否则不能保证加工要求。
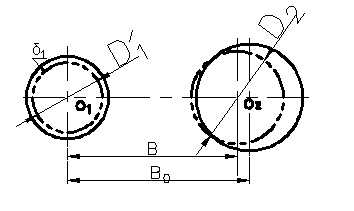
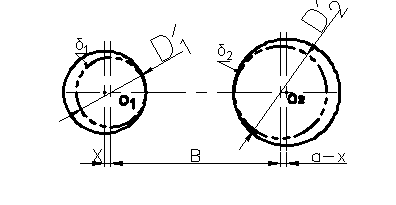
(二)箱体、连杆等两孔距偏小或偏大的借量定量判断法,现简单分析如下:
现有一箱体两轴承孔,毛坯孔距为B′。要求孔距B0,毛坯状态时,两孔距偏小,偏小量为a,两孔加工余量为δ1、δ2,现按三种情况分别划线如下图示:
毛坯划线状态 1)不借孔距划线
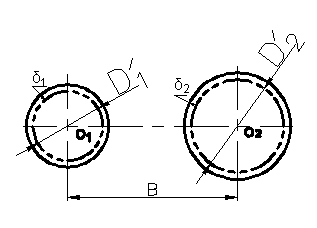
2)保证孔距前提下,借一孔划线 3)保证孔距前提下,借两孔划线
根据上图三种划线情况:
第一种情况:不借料划线需能保证合理的加工余量,但不能保证孔距B0。第二种情况:一般划线法,需能保证孔距和一孔加工余量,但另一孔无加工余量。第三种情况:采用借料划线法,既能保证孔距,又能满足两孔的加工余量。
1、确定两孔距变化量a,毛坯孔距为B0′与图纸要求孔距为B0之差,即a= B0′- B0,当a>0,孔距偏大,当a<0,孔距偏小。
2、根据a判断能否借料
①若a>δ1+δ2,则不能借料;
②若a =δ1+δ2,即δ1min=0, δ2min=0,虽能借料,但不能绝对保证加工要求,属危险品;
③若a<δ1+δ2,则通过借料,才能保证加工要求。
借料也有两种情况:
当a<δ1 和δ2中的大值者,则可以一孔借料,借料量为a,另一孔不借料。
当δ1 和δ2大值者≤a<δ1 +δ2时,则必须两圆同时借料,才能保证加工要求,那么往哪个方向借料,借料范围多少?最佳借料多少呢?
3、确定借方向,借料范围,最佳借料量
①借料方向
当a= B0′- B0>0时,两孔同时向内借料,当a<0时,两孔同时向外借料。
②确定借料范围和借料量
根据圆环的分析,同理两孔的借料范围为a-δ2 <x<δ1(x为O1孔向右借料量)借料量表达式X=a/2 +(δ1-δ2)/2(δ1、δ2为单独状态不借料时的单边加工余量)。
现把两种借料定量判断法总结如下:
两孔距变化量a=B0′-B0
若a>δ1 +δ2,则不能借料,此时为报废品;
若a=δ1 +δ2此时为危险品;
若a<δ1 +δ2时,此时可以通过借料保证加工要求,
借料量为:X= a/2 +(δ1-δ2)/2
借料方向为两孔同时向中心靠。
借料范围为:a-δ2 <x<δ1
当a<δ1 、δ2中的大值者,可利用一孔借料另一孔不借料,取δ1 、δ2中的大值的孔借料,也可以两孔同时借料,最好的借料是两孔同时借料。
当δ1 、δ2中的大值
<a<δ1+δ2,则必须两孔同
时借料,否则不能保证加工
要求。
(三)三角形的三孔借
料法,借料方法同上,在确
定第三孔中心时,先确定两
孔的借料点,再确定第三孔
的借料点。见下图示:以
O1O3′、O1O3
″划圆弧得到
交点O3即为第三孔的借料点。
三、实际应用举例
例一
现有一套筒坯件,经实测尺寸如下图示,请通过借料划出坯件加工线。
解:根据题意可求得:δ1 =(¢48-¢40)/2=4
δ2 =(¢26-¢20)/2=3
求偏心量a=(hmax-hmin)/2=(17.5-9.5)/2=4
判断能否借料:因为a=4<δ1 +δ2=7,或hmin=9.5<h标=6.5,所以能借料。
确定借料方向:O1向右借,O2向左借。
确定借料范围和借料量:根据a-δ2<x<δ1,xO1向右借料量,借料范围为0≤x≤4
借料量:x=a/2+(δ1-δ2)/2=4/2+(4-3)/2=2.5
讨论:若此题采用O1或O2单独借料,因为a=4=δ1,故为出现危险品。
例二:某一连杆的二孔坯件经测得如下图
解:孔距偏移量a=B0- B0′=40-36=4
δ1=(¢18-¢10)/2=4 δ2=(¢22-¢12)/2=5
因为a=4<(δ1+δ2)且,a<δ1和a<δ2,所以此题可以一孔借料,若一孔借料,则以右孔借料为好;若采用两孔同时借料,则两孔同时往外借,设左孔向左借料量为x,右孔向右借料量为a-x。
X=a/2+(δ1-δ2)/2=4/2+(4-5)/2=1.5
讨论:在上题中采用一孔借料时虽能保证加工要求,但对加工造成麻烦,切削会造成单边切削,不利于切削加工,甚至会出现危险品。
四、借料的定量判断法的推广应用及效果
我们把这种方法从在工作推广,学生毕业后在实际工作中运用
此法感觉简单、方便,便于掌握,减少许多借料中的误区,提高工作效率,降低了产品报废率,通过与各企业相关技术工人技术交流,把此法推广给他们,他们也得到了积极的采用。
通过运用此法与不运用此法的调查,得出如下调查结论: 同一坯件划线时间降低一倍以上,劳动调度降低一倍以上,划线效率提高50%以上,对工人的综合技术素质降低要求,产品的报废降低30%以上。
当然,运用定量判断法还需要定性分析,也有必要一定的试划法和调整法,将此法应用于多孔距偏心借料,有待进一步探讨。
第二篇:机修钳工高级技师论文
机修钳工高级技师论文
题目 铸件孔位偏移借料的定量判断法
作者:李坚勇
20xx年7月
铸件孔位偏移借料的定量判断法
内容提要 许多单孔、多孔的套类、连杆、箱体等铸件,由于制造工艺和技术水平等因素的影响,造成孔位变形、变位、孔距变化、壁厚不均、裂缝、缺口、缩孔、歪斜、偏心等铸件缺陷。因此,在加工、划线中必须借料才能保证加工质量。在现有的技术文献中,借料往往采用多次试划法、定性分析来确定。本文采用定量判断法,运用借料量的具体表达式进行借料,在实际使用中效果较好。此法简便,利于操作,能大大提高划线加工效率,降低加工成本,减少产品的报废率。
关键词 孔位偏移 借料 定量判断法
一、前言与背景
本人在机械制造厂从事钳工、金加工岗位多年,对铸件中支架、连杆、箱体、套类等坯件的划线与加工,碰到制造工艺、技术水平、人员素质等因素的综合影响,造成铸件变形、变位、孔距变化、壁厚不均、裂缝、缺口、缩孔、歪斜、偏心等铸件缺陷,因此在加工过程或者在划线过程中,如果不通过正确的借料,会造成许多半成品的报废。本人通过台州市范围内各大铸造厂和机械制造厂的初步调查:不正确借料造成的报废占整体加工过程中报废70%以上,因此对这些形状复杂的铸件,除了在加工中借料外,还必须在划线中借料。如果在划线中能通过正确借料,那么在加工中就能保证技术要求,不出现报废品。如果通过划线借料不能保证加工要求的,就直接报废,不必要下道工序的加工,造成人、财、物、机、具等资源的浪费。因此钳工中,对划线工的综合素质要求比较高,同时在钳工的各操作岗位中,划线具有相当重要的地位和作用,通过划线便于复杂工件的装夹,便于及时发现处理不合格的毛坯,通过划线可使误差不大的不合格品变成合格的产品,同时划线中借料技术好坏直接反映划线工的技术素质,体现产品的质量和企业的效益。
我们在从事划线岗位时,碰到箱体类等铸件,需要借料时往往是通过眼睛看, 2
凭经验多次的试划、调整来进行借料,费时、费力。查找有关资料、教材、技术文献,如各种版本的钳工工艺学、机械制造工艺等有关资料,对划线中的借料部分也只是介绍定性分析,通过试划调整来解决,没有明确的表达借料量的大小和借料量的方向,大大降低了划线效率,同时增加了铸件的报废。现介绍一种定量分析法,得出借料量的具体表达式及能否借料的判断式,即借料定量判断法。在实际工作中,直接运用此法,便于掌握,利于操作,大大提高了划线效率和划线质量,降低铸件的报废率。
二、定量判断法的表达式
(一)套类铸件的定量判断表达式。
如图所示的圆环是一个铸件的毛坯,其内外圆都要加工,由于铸造原因造成内外圆偏心较大,需要内外圆同时借料才能确定。
设圆环毛坯尺寸,外圆直径d1′,内孔直径D2′,最大壁厚为hmax,最小壁厚为hmin,设加工后外圆直径为D2,内孔为d1,见下图一。,设外圆单边加工余量为δ1、内孔单边加工余量为δ2,借料后外圆最少加工余量为δ
加工余量为δ2min1min,内孔最少,,斜线部分为加工余量,,内外圆中心偏心量为a,见下图一。
不借料划线时,见上图二,加工后工件出现偏心,不能保证产品要求。 采用借料划线时,见上图三。
1、确定偏心量a
根据图3列方程:
hmax+(D1′/2 - a)= D1′/2+ hmin+a
解得:a=(hmax-hmin
)/2
3
2、根据a判断能否借料
假设圆环借料后如下图所示:
①若δ1min<0或δ2min<0,或hmin<h标(h标为加工后的要求壁厚)则不能借料,此时即δ1-x<0或δ2-(a-x)<0,解此不等式得a>δ1 +δ2,
因此,不能借料的条件是a>δ1 +δ2或hmin<h标 ②若δ1min=0或δ2min=0或hmin=h标时虽能借料但属于危险品 ③若a<δ1 +δ2或hmin>h标,则能借料
借料有二种情况:
A、当a<δ1 和δ2中的大值者,则可以一孔借料,借料量为a,另一孔不借料。
B、当δ1 和δ2大值者≤a<δ1 +δ2时,则必须两圆同时借料,那么往哪个方向借料,借料范围多少?最佳借料多少呢?
3、确定借方向、借料范围、最佳借料量
①借料方向
借料方向的原则是两孔同时向中心借,故O1′向右借料,O2′向左借料。 ②确定借料范围和借料量
设外圆O1借料量为x,内孔借料量则为a-x,根据加工要求: 由δ1min =δ1-x>0,δ2 min =δ2-(a-x)>0可得 借料范围:a-δ2<x<δ1
若内外圆的尺寸及技术要求,加工余量相差不大,可取δX=a/2+(δ1-δ1)/2 此式就是借料量的表达式
根据上述分析,把圆环偏心的借料定量法总结如下: 两圆偏心量a=(hmax-hmin)/2
若a>δ1 +δ2或hmin<h标,则不能借料,此时为报废品; 若a=δ1 +δ2或hmin=h标,此时为危险品;
若a<δ1 +δ2时,此时可以通过借料保证加工要求, 借料量为:X=a/2+(δ1-δ1)/2
借料方向为两圆同时向中心靠。
4 1min =δ2min即得到
借料范围为:a-δ2 <x<δ1
当a<δ1 、δ2中的大值者,可利用一孔借料另一孔不借料,取δ1 、δ2中的大值的圆借料,也可以两圆同时借料,最好的借料是两圆同时借料。
当δ1 、δ2中的大值<a<δ1+δ2,则必须两圆同时借料,否则不能保证加工要求。
(二)箱体、连杆等两孔距偏小或偏大的借量定量判断法,现简单分析如下: 现有一箱体两轴承孔,毛坯孔距为B′。要求孔距B0,毛坯状态时,两孔距偏小,偏小量为a,两孔加工余量为δ1、δ2,现按三种情况分别划线如下图示:
毛坯划线状态 1)不借孔距划线
2)保证孔距前提下,借一孔划线 3)保证孔距前提下,借两孔划线
根据上图三种划线情况:
第一种情况:不借料划线需能保证合理的加工余量,但不能保证孔距B0。第二种情况:一般划线法,需能保证孔距和一孔加工余量,但另一孔无加工余量。第三种情况:采用借料划线法,既能保证孔距,又能满足两孔的加工余量。
5
1、确定两孔距变化量a,毛坯孔距为B0′与图纸要求孔距为B0之差,即a= B0′- B0,当a>0,孔距偏大,当a<0,孔距偏小。
2、根据a判断能否借料
①若a>δ1+δ2,则不能借料;
②若a =δ1+δ2,即δ
属危险品;
③若a<δ1+δ2,则通过借料,才能保证加工要求。
借料也有两种情况:
A、当a<δ1 和δ2中的大值者,则可以一孔借料,借料量为a,另一孔不借料。
B、当δ1 和δ2大值者≤a<δ1 +δ2时,则必须两圆同时借料,才能保证加工要求,那么往哪个方向借料,借料范围多少?最佳借料多少呢?
3、确定借方向,借料范围,最佳借料量
①借料方向
当a= B0′- B0>0时,两孔同时向内借料,当a<0时,两孔同时向外借料。 ②确定借料范围和借料量
根据圆环的分析,同理两孔的借料范围为a-δ2 <x<δ1(x为O1孔向右借料量)借料量表达式X=a/2 +(δ1-δ2)/2(δ1、δ2为单独状态不借料时的单边加工余量)。
现把两种借料定量判断法总结如下:
两孔距变化量a=B0′-B0
若a>δ1 +δ2,则不能借料,此时为报废品;
若a=δ1 +δ2此时为危险品;
若a<δ1 +δ2时,此时可以通过借料保证加工要求,
借料量为:X= a/2 +(δ1-δ2)/2
借料方向为两孔同时向中心靠。
借料范围为:a-δ2 <x<δ1
当a<δ1 、δ2中的大值者,可利用一孔借料另一孔不借料,取δ1 、δ2中的大值的孔借料,也可以两孔同时借料,最好的借料是两孔同时借料。
6 1min=0, δ2min=0,虽能借料,但不能绝对保证加工要求,
当δ1 、δ2中的大值<a<δ1+δ2,则必须两孔同时借料,否则不能保证加工要求。
(三)三角形的三孔借
料法,借料方法同上,在确定第三孔中心时,先确定两孔的借料点,再确定第三孔的借料点。见下图示:以O1O3′、O1O3″划圆弧得到交点O3即为第三孔的借料点。
三、实际应用举例
例一
现有一套筒坯件,经实
测尺寸如下图示,请通过借料划出坯件加工线。
解:根据题意可求得:δ1 =(?48-?40)/2=4 δ2 =(?26-?20)/2=3
① 求偏心量a=(hmax-hmin)/2=(17.5-9.5)/2=4 ② 判断能否借料:因为a=4<δ1 +δ2=7,或hmin=9.5<h标=6.5,所以能借料。 ③ 确定借料方向:O1向右借,O2向左借。 ④ 确定借料范围和借料量:根据a-δ2<x<δ1,xO1向右借料量,借料范围为0≤x≤4
借料量:x=a/2+(δ1-δ2)/2=4/2+(4-3)/2=2.5 讨论:若此题采用O1或O2单独借料,因为a=4=δ1,故为出现危险品。
7
例二:某一连杆的二孔坯件经测得如下图
解:孔距偏移量a=B0- B0′=40-36=4
δ1=(?18-?10)/2=4 δ2=(?22-?12)/2=5
因为a=4<(δ1+δ2)且,a<δ1和a<δ2,所以此题可以一孔借料,若一孔借料,则以右孔借料为好;若采用两孔同时借料,则两孔同时往外借,设左孔向左借料量为x,右孔向右借料量为a-x。
X=a/2+(δ1-δ2)/2=4/2+(4-5)/2=1.5
讨论:在上题中采用一孔借料时虽能保证加工要求,但对加工造成麻烦,切削会造成单边切削,不利于切削加工,甚至会出现危险品。
四、借料的定量判断法的推广应用及效果
我们把这种方法从在教学中每年向学生推广,学生毕业后在实际工作中运用此法感觉简单、方便,便于掌握,减少许多借料中的误区,提高工作效率,降低了产品报废率,通过与各企业相关技术工人技术交流,把此法推广给他们,他们也得到了积极的采用。
通过运用此法与不运用此法的调查,得出如下调查结论:
同一坯件划线时间降低一倍以上,劳动调度降低一倍以上,划线效率提高50%以上,对工人的综合技术素质降低要求,产品的报废降低30%以上。
当然,运用定量判断法还需要定性分析,也有必要一定的试划法和调整法,将此法应用于多孔距偏心借料,有待进一步探讨。
作者简介:李坚勇 浙江工业大学机械制造自动化本科、工业管理工程专科,中学高级、高级技师、台州市机械教研员。主要从事职高学生的实习就业工作和研究,其中《面向就业需要的实习指导和管理模式》获浙江省第二届职业教育优秀成果二等奖。《机械专业的循环实习法》获台州市第一届职业教育成果二等奖。
8
9
-
高级技师论文撰写要求与格式
高级技师论文撰写要求与格式一技术论文撰写的要求1必须由考生独立完成不得侵权抄袭或请他人代写2如无特殊说明论文字数原则上不少于250…
-
高级技师论文
高级技师专业论文工种分析化验题目浅谈硫酸生产过程中酸雾的测定姓名身份证号等级准考证号培训单位鉴定单位日期年月日浅谈硫酸生产过程中酸…
-
技师、高级技师论文格式及撰写答辩要求
技师高级技师论文格式及撰写答辩要求文提交封面格式论文撰写格式文章撰写与答辩要求1文章撰写要求字数25005000字一式三份格式按统…
-
高级技师论文的格式
技师论文的格式封面目录标题作者和单位摘要(200字左右)关键词(3~5个词组)前言(300字左右,也可以不写)论文正文——论文的核…
-
技师、高级技师论文格式
题目单位名称:申报工种:申报等级:论文作者:指导老师:联系电话:单位地址:邮政编码:上报时间:第一页年月日题目(英文)申报工种:汽…
-
机修钳工工作总结
钳工技术工作总结一、个人简介本人19xx年x月进厂,一直从事机床维修至今。刚到岗位工作时,我就下定决心,既然从事了钳工这项工作,我…
-
钳工技师工作总结
钳工技师技术工作总结尊敬的评委:我自从19xx年进厂以来,一直从事钳工工作。始终工作在维修一线。先后参加了市劳动局举办的中级钳工、…
-
机修钳工技术总结
技术总结如果你曾在工矿企业中有过工作的经历,那么有一个工种你一定不会陌生,那就是机修钳工,机修钳工是钳工中非常重要的一个分类,是企…
-
机修钳工个人总结
个人工作总结19xx年进入本厂工作至今,本人一直在本公司就职,在钳工的岗位上兢兢业业工作了xx年,在这些年的时间里,我在公司领导、…
-
钳工技师技术总结
我段检修车间承担沈局客运机车中休任务,需要为线上机车提供优质的检修服务,保证机车能够在线上正常运行,因此我更要严格要求自己,严把机…
-
钳工中级技师个人工作总结
我xx年参加工作,xx年—xx年在建设公司土建二公司混凝土工,xx年—xx年在建设公司职工食堂工作,19xx年—20xx年在建设公…