富士康生产实习报告
C机种FFC工站改善案
目录
1 背景介绍 ............................................................................................................................... 3
1.1富士康介绍 ........................................................................................................................ 3
1.2重庆园区介绍 .................................................................................................................... 3
1.3 IPPD- L6介绍 ................................................................................................................... 3
1.3.1 MFG制造部 ............................................................................................................. 4
1.3.2 工程部..................................................................................................................... 4
1.3.3测试部...................................................................................................................... 4
1.3.4 品保部..................................................................................................................... 5
1.3.5 供应链(SCM) ..................................................................................................... 5
2确定提案........................................................................................................................................ 5
2.1提案的提出 ........................................................................................................................ 5
2.1.1原料仓和Kitting仓大物件运送问题 ..................................................................... 5
2.1.2 PTH插件段流水线和座椅高度问题 ...................................................................... 5
2.1.3PTH KITTING 仓原料摆放问题 ................................................................................ 6
2.1.4PTH流水线线型布置问题 ....................................................................................... 6
2.1.5成品仓管理可视化问题 .......................................................................................... 6
2.1.6FCT测试工站工人座椅问题 .................................................................................... 6
2.1.7 原料仓货架空间利用问题 ..................................................................................... 6
2.1.8 PTH插件段流水线人因问题 .................................................................................. 6
2.1.9 PTH FFC工站工作负荷问题 .................................................................................... 6
2.2 提案的确定 ....................................................................................................................... 7
3提案内容........................................................................................................................................ 7
3.1 FFC工站改善案 ............................................................................................................... 7
3.1.1 确定问题 ................................................................................................................. 7
3.1.2 数据分析 ................................................................................................................. 8
3.1.3改善思路探究 ................................................................................................................. 9
3.1.3.1 人机分析 ...................................................................................................... 9
1
C机种FFC工站改善案
3.1.3.2 标准作业时间测定 ............................................................................................ 11
3.1.4改善思路及结果 ........................................................................................................... 12
3.2其他改善点 .............................................................................................................................. 13
3.2.1 PTH插件工站 ........................................................................................................ 13
3.2.2原料仓货架空间利用问题 .................................................................................... 13
4 实习总结..................................................................................................................................... 14
2
C机种FFC工站改善案
1 背景介绍
1.1富士康介绍 富士康科技集团是台湾鸿海精密集团在大陆投资兴办的高新科技企业。19xx年在深圳地区投资建厂,总裁郭台铭。在中国大陆从珠三角到长三角到环渤海、从西南到中南到东北建立了30余个科技工业园区、在亚洲、美洲、欧洲等地拥有200余家子公司和派驻机构、现拥有120余万员工及全球顶尖客户群。
富士康的PCEBG事业群—— 主要从事游戏机、笔记本电脑、液晶电视、光驱、数码相机、投影机、散热系统及组件、LED光照明、新型界面材料、镁铝合金产品、印刷电路板等产品的研发与生产,全球最大的消费性电子产品研发制造商。
1.2重庆园区介绍
进军重庆是富士康响应国家西部大开发,完善集团全球布局,拓展中国内陆市场的重要战略步伐。依托集团强大的研发制造实力与重庆得天独厚的资源优势,富士康决心把科技之根移植到重庆,创建一个世界一流的3C产业基地。
重庆富士康位于沙坪坝区西永微电子产业园区,西永微电园按照垂直整合的思路,大力招商引资,截止20xx年6月底,已引进企业150余家(其中世界500强企业9家),美国惠普公司一家企业即在西永微电园形成了“软件与硬件结合、国内业务与国外业务结合、制造业务与结算业务结合”的全产业链互动发展格局。
重庆富士康开工于20xx年9月26日。富士康重庆产业基地总投资10亿美元,“整机+配套”的产业链,年产值100亿美元。总体实施后,提供5万个就业岗位。现已有3.2万员工,主要产品有显示器、打印机,工艺流程含金属加工、成型和组装。
1.3 IPPD- L6介绍
富士康重庆园区D区主要制造打印机,共有IPPD L5, L6,L10三个制造单位。L5主要负责外壳和冲压件部分,L6主要是负责主板插件加工,L10进行打印机的总装。L6目前主要加工logic板, control板以及carriage板三种板。IPPDL6主要分为五个部门,MFG制造部,工程部,测试部,品保部和供应链。单位的平面布局图如下:
3
C机种FFC工站改善案
1.3.1 MFG制造部
MFG又分为SMT和PTH两个部分。SMT即表面贴装技术,现在共有13条索尼线和11条松下线,SMT流水线工艺流程为:
1. 吸板机吸板,2.印刷机印刷锡膏,3.贴片机将电子元件贴贴装到已经印刷了锡膏4.光学
自动检测,5.回焊炉通过高温使焊料先融化再冷却固化,从而将PCB和SMT元件焊接在一起,6.炉后目检,7.包装运送到PTH。
PTH即板子通孔制程,其工艺流程为:
1.切板 ,2.插件(1),3.波峰焊,4.炉后目检,5.ICT测试,6.ACF粘贴,7.ACF焊接,
8.插件(2),9.FFC粘贴,10.FFC焊接,11.RT测试,12.终检,13.T-VI扫描,14.包装
1.3.2 工程部
工程部下设SE课,IE课,PE课和ME课。SE课主要负责条码相关的工作以及BOM制作,通过shop floor对车间进行控制和监测和包材设计。IE课主要工作是产能规划和成本评估,制造资源需求评估与整合和专案推动工作。PE课分为NPI及量产NPI,NPI主要负责新产品导入,量产PE主要是指导产线生产和对客户及供应商的需求改变进行调整和应变。
1.3.3测试部
测试部下设四个课,现场维护课,测试开发课,维修课和HOT BAR课,现场维护课主要维护机器的不良和软硬件程序。测试开放课主要实用软件进行测试程序的开发。 维修课的工作是检测不良并对不良品进行维修和再检测。热压课进行压排线。

4
C机种FFC工站改善案
1.3.4 品保部
品保部门主要负责整个事业部产品的品质保障工作。下属课主要包括:(1)PQE:主要负责外产品处理,产线上跟踪产品情况;(2)CS:主要负责客户投诉的处理工作;(3)PQC:产线上的检查;(4)QA:包括来料检验(IQC)和出产检验(OQC);(5)DCC:主要负责质量文件的收集和整理工作。
1.3.5 供应链(SCM)
SCM主要包括交管、生管、成品仓、原料仓、物控、关务等主要部门。生管的主要工作是产线上的排产,要求对生产现场由快速的反应。交管,即交货管理,主要负责接订单和安排出货;成品仓及原料仓主要负责原材料的下单买料、储存、供应。关务则负责与与综保区关务物流相关的事物,如原料报关、样品进出。
2确定提案
我们小组在IPPD-L6实习的两周时间内,对现场有许多的观察发现,总结形成了九个改善点,经过向辅导老师咨询、小组的初步探索,最终决定以一个提案为主题,辅以两个简要的改善点,形成小组的提案改善报告。
2.1提案的提出
在对SMT 和PTH生产现场和周边部门进行系统的参观中,小组成员针对提案的方向进行思考和观察,用所学的知识和工业工程的思想分析现场提出我们认为可改善和可优化的问题。总结讨论后提出以下九个问题。
2.1.1原料仓和Kitting仓大物件运送问题
我们发现原料仓运送到Kitting 仓的小物件是通过原料仓和SMT Kitting仓之间开的窗口进行传递,而大物件如PCB板则要通过原料仓大门进入kitting仓大门,相比小物件的运送物流路线长很多,所以我们试想在原粮仓和kitting仓之间开一道门并搭建传送带用来传递大物件以减少物流距离。
2.1.2 PTH插件段流水线和座椅高度问题
PTH插件段流水线工人作业时身体前倾,手臂悬空,不符合人因合理的工作姿势,我们猜想可能是流水线高度和座椅高度不匹配引起。
5
C机种FFC工站改善案
2.1.3PTH KITTING 仓原料摆放问题
我们发现PTH kitting原料摆放比较拥挤且货架上层重叠摆满了原料,而中间和下层比较容易取放的空间和位置却存在空置和放置无关物品的问题。而且原料仓按照料号进行摆放,没有考虑到原料的重量和数量等方面的问题。
2.1.4PTH流水线线型布置问题
PTH流水线由于消防安全的要求分成了两段,两端之间需要人工运输上一段半成品到下一段,增加了大量的搬运和等待浪费。我们试图通过改变流水线的布置消除这些浪费。
2.1.5成品仓管理可视化问题
IPPD L6成品仓置于PTH流水线之后的开放空间,由于JIT的要求现场出货频率比较高,导致现在各种物料摆放位置不易分辨,出货批次和数量不能进行实时了解。对于各个成品摆放位置的划分及位置说明不够清楚。
2.1.6FCT测试工站工人座椅问题
FCT测试工站工人长期在站姿情况下进行工作,工人劳动时间达到8小时以上,工人工作条件比较艰苦。我们试图找出没有座椅的原因并解决问题。
2.1.7 原料仓货架空间利用问题
通过实地考察我们发现堆放pth和SMt生产线返料的货架每一层之间空距非常大,而返料往往只是一少部分,它们被依次叠放在货架上只占据一小部分空间,导致浪费了很大一部分货架空间。此外,由于每层的空架之间没有隔板,摆放物料的时候几种物料容易混淆。发现问题后向相关人员请教得知每种物料和货架上的bin位不是一一对应,而且返料的数量小货架可拆卸组装。
2.1.8 PTH插件段流水线人因问题
PTH插件段流水线工人作业时身体前倾,手臂悬空,观察后发现有的流水线传送带中心和工作台中心不重合,流水线左右两边的工人与载具的距离不相同。另外发现有的流水线加焊了工作台。
2.1.9 PTH FFC工站工作负荷问题
PTH FFC工站在UPH稳定在1600左右时,长期安排6个工人进行工作,我们发现经常出现流水线中间和后面的工人无事可做或者工作频率较低的情况,我们认为可能是安排人数的工作能力超过了UPH,或者流水线上工作相同的工站会出现由于位置不同而导致工作负荷不均的问题。
6
C机种FFC工站改善案
2.2 提案的确定
经过上述九大问题的简要描述和分析,我们小组经过讨论,将提案确定为:以“FFC焊接工站改善”为中心,辅以“PTH插件站人因工程改善”和“原料仓货架改善”两个改善点,形成总的改善提案。下面详细介绍改善提案的内容。
3提案内容
3.1 FFC工站改善案
3.1.1 确定问题
在IPPD-L6的两周实习期里,特别是第一周,我们发现PTH产线上人员过多。改线的UPH是1600,标准人力是44。但是在我们的实习的一个星期内,特别是在C机种FFC工作站,我们注意到到有时候是5个作业员,最多时是7个作业员;同样的情况也出现在了RT测试工序和ACF焊接。此外,我们注意到,流水线上经常出现员工等待工件的问题。例如,在同一道工序中,特别是C机种FFC工作站,不同工位的作业员的作业量不平均,集中体现在靠前的员工作业量较大,而靠后的员工作业量差异较大,最后一个人有时候做的很多,有时候经常处于等待工件的状态。
基于此,我们小组对PTH 18 产线做了工时测定,以期望通过这种简单的探索,找到可能的原因,解释我们观察到的现象。工时测定结果如图1

图1 工站工时测定
由图1,可以看出,在所有工序中,FFC工站的工时最长,达其他的工时较长的工序也大都是属于工位较多的工序。结合我们的观察结果,我们认为产线的人员配置存在着不
7
C机种FFC工站改善案
合理之处——人员安排过多,不同工位的作业员工作量不均衡。下面,我们小组对C机种FFC工作站做了重点分析,以探讨人员配置改善的方法。
3.1.2 问题分析

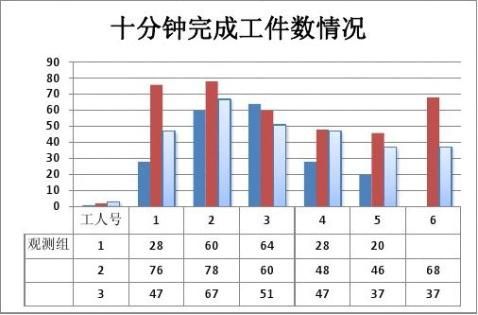
图2十分钟完成工件数情况
由图2,可以不同工位作业员的工作量不同工位靠前的员工工作量最多,靠后的作业员工作量最少,最后一名作业员的工作量两极化——不是很多就是很少。于是针对这个情况,我们小组对其用SPSS统计分析软件作了中值检验,已验证不同工位上的作业员的工作量存在显著性差异。分析结果如图3
8
C机种FFC工站改善案
原假设为:不同工位作业员的工作量没有显着
性差异。此假设下的概率P-值为0.031,可以认为
是小概率事件故而,原假设不成立,即不同工位作
业员的工作量存在显着性差异
图2 SPSS中值检验分析结果
综3.1.1和3.1.2所述,FFC工站的主要问题是:
(1)作业员安排过多;
(2)作业员工作量不均。
3.1.3改善思路探究
经过上述的调查分析,对于FFC焊接工作站,运用鱼骨图分析问题,我们小组从人机分析和标准作业时间测定两个方面进行改善思路探究。运用鱼骨图如下
3.1.3.1 人机分析
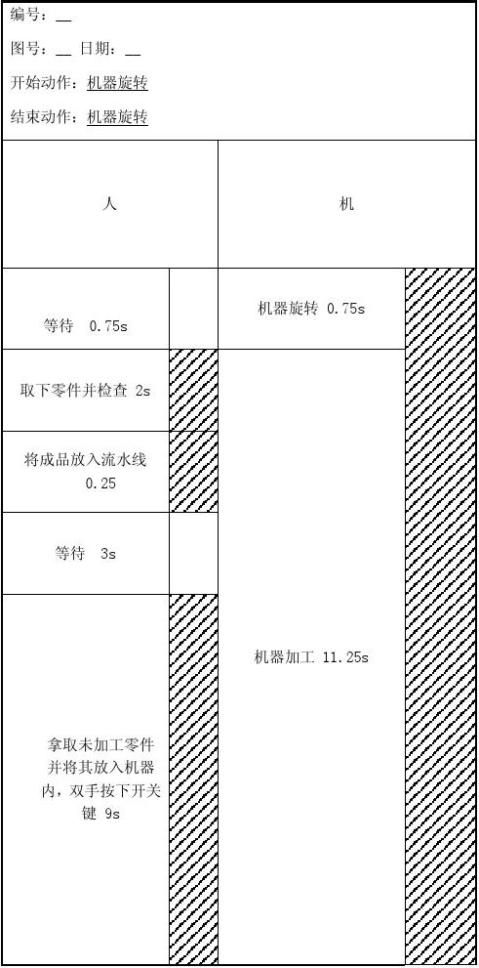
通过观察工作人员的操作过程。我们提出作业员取放工件时应采用双手操作,人的利用率不高。作人-机作业图如下: 作业名称:FFC

焊接
9
C机种FFC工站改善案
10
C机种FFC工站改善案
人机分析的结果显示,机器是制约此工序工时的关键性因素,因而对于作业员,我们考虑提高其工作效率以减少机器的等待时间,减少工时和人力浪费。提高效率的方式,我们小组的建议是将在流水线上取放工件,由单手作业变为双手作业。
3.1.3.2 标准作业时间测定
我们小组采集了60个作业员完成单次加工的时间,以作为标准作业时间测定的基础数据。
11

C机种FFC工站改善案
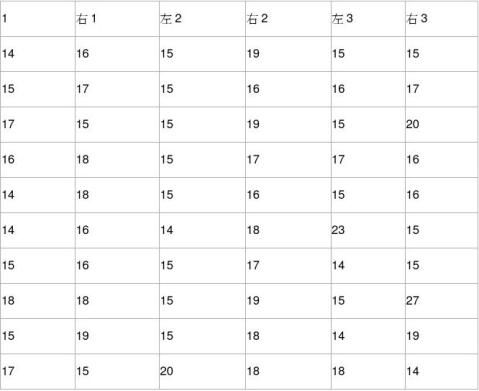
标准时间计算如下:
剔除异常数据,得出平均值x=17.54s。设定宽放率为8%,通过计算标准时间=正常时间(1+
宽放率)=16.42×(1+0.08)=17.73s
即每位工作人员完成一对工件所需的理论时间为18.94s。通过计算,可以得出每位工作人员
一小时可完成工件数量为
360017.73
×2=406
1600406
而UPH值设定为1600件/h,通过计算可知理论需求人员数:而实际作业人数为6--8人,超出理论需求人数。
=3.94 取4人
3.1.4改善思路及结果
通过上述实际分析,得出改善思路及结果,内容如下:
12
C机种FFC工站改善案
(1) 人员配置需要改善。减少FFC焊接工站作业员,我们所分析的PTH 18
线每班可以减少两名工人,一年之内可以节约172800元。
(2) 建立工位轮换制度。针对于不同工位作业员作业量不均的问题,有利于
员工工作满意度的提升,从而减少一线员工的流失。
(3) 双手作业代替单手作业。员工在流水线上取放工件采用双手作业,提高
工作效率,对较少人力也有一定的积极作用。
3.2其他改善点
3.2.1 PTH插件工站
在IPPD-LⅥ过程中,我们发现在PTH插件工站的很多员工的坐姿看起来很别扭,上身前倾角度较大,他们基本上是趴着进行插件作业,而且由于工作台下部的横杠,员工的腿伸不开,很不舒服。刚开始,我们认为是椅子的设计问题,我们坐上去试了一下,感觉没多大问题,经过队员工座椅各参数的测量,发现座椅的各项参数均在人因工程基于我国人体参数作业坐姿要求范围内,除了座椅太硬,没其他问题。后来,又认为是作业台高度问题,经过测量,发现作业台的高度也没问题。最后,我们发现插件工站上身前倾角度较大的作业员工集中在流水线的一侧,进而发现这一侧工作台外伸部分较大,要求工人的作业范围较大,工人需要将身体前倾才能完成最远作业单位的作业。员工长期处于这样的工作状态,不仅容易疲劳,影响生产效率,而且会给员工造成难以恢复的职业病。
由于流水线的中心位置是可调的,另一侧的外伸部分是改装加上去的,并非工作抬的自身延伸。参照斯夸尔斯提出的坐姿的正常作业范围和最大作业范围,我们建议考虑将流水线中心位置向问题侧移动,这样,员工完成最远作业单位的作业也不需要将身体前倾,降低工人劳动强度,减少疲劳度。另外,可将工作台下部的横杠下调或上调,不影响工人小腿的正常屈伸!由于时间,技术的问题以及数据的缺乏,上述方案目前只能给出定性的分析,不能得到具体的定量解释
3.2.2原料仓货架空间利用问题
通过实地考察,我们发现堆放pth和SMt生产线返料的货架每一层之间空距非常大,而返料往往只是一少部分,它们被依次叠放在货架上只占据一小部分空间,导致浪费了很大一部分货架空间。此外,由于每层的空架之间没有隔板,摆放物料的时候几种物料容易混淆。发现问题后,向相关人员请教得知:每种物料和货架上的bin位不是一一对应,而且返料的数量小,货架可拆卸组装。
在现场通过测量得到以下数据:货架总高度216cm,共五层,每层高度39cm,隔板厚度3.2cm,底座厚度12cm;货架长192.2cm,共7个bin位,摆放7个型号的物料,每种物料的直径基本一致为25cm。由此,设想降低每层隔板之间的高度,并且把每一个bin位之间增加一个活动隔板,这样就可以摆放更多种类,更多数量的物料而且不同型号的物料不容易混淆。经过计算,此方案改善是可行的。
13
C机种FFC工站改善案
改善后返料货架基本数据如下:货架总高度216cm,共六层,每层高度30cm,隔板厚度3.2cm,底座高度12cm,货架长度192.2cm,每层共7个bin位,每个bin位宽度27cm,活动隔板厚度0.5cm。此方案可行性高,单个货架改造成本只是增加了几个隔板的价钱,成本低,改造方便。
4 实习总结
在富士康科技集团IPPD-L6重庆园区IPPD-L6事业处实习的两个多星期里,我们收获良多。在IPPD-L6的生产实习,是一次理论与实践学习相结合的难得的机会,在这个过程中,我们深刻感受到富士康人的友善和真诚,我们的辅导员、为我们讲解培训的部门主管、工程师、一线的员工,他们平和而又耐心地解答我们的疑惑。此外,我们也感受到团结和沟通的重要性。有效的沟通,共同的努力,相互的信任,使我们能够顺利的完成自己的任务。
在学习上,我们每天都在不断学习新的东西,在不断接受新的事物。一方面,在生产现场,即SMT(表面贴装技术)和PTH(板子通孔技术)的生产线,我们实地观察生产流程,了解生产的设备、原料、配送、测试、检验等各个方面。另一方面,对于IPPD-L6的周边服务部门,我们的辅导员老师每天都为我们安排了各部门的工作人员来讲解各部门的工作内容,然后在他们的带领下参观各个部门,若有疑问,还可随时向这些老师们提问。这样的学习收获的是我们在学校里、书本上难以学到的知识。
这样的学习,还教会了我们一些在工作中为人处事的学问。没有卑微的工作,只有卑微的工作态度。我们在实习阶段想了解跟多就应该做到“不耻下问”,工作中要注意细节往往是做好一件事成败的关键。对于帮助我们完成实习的所有老师们,我们应该怀着一颗感恩的心对待他们,和他们友好相处。
在生活上,此次生产实习让我们体验了一回上班族的生活。例如我们严格遵守公司的考勤制度,作为实习生,也是朝“八”晚五。此外,小组成员住、宿一致,也有助于拉近彼此的距离、增进了解。这也有助于我们小组提案工作的进行。
在小组任务的完成上,整个改善提案报告是最好的诠释。做方案的过程中,经历了很多,有争论不停的烦躁,有陷入僵局的尴尬,有提案被否的沮丧,有毫无进展的焦虑,小组工作分配混乱的无力,有发现点子的欣喜,有任务完成甚至仅仅是下班时间到了的满足??就是在这样的过程中,我们懂得了什么是一个团队,沟通和合作才是关键。
感谢富士康科技IPPD-L6,给了我们这次实训的机会。通过这次实训,我们知道了未来的路该如何走下去,该怎样去拼搏,未来其实并不遥远,它就在不远的前方。为了未来,我们必须努力学习,用知识武装自己,去遨游社会这个大海洋!
14
-
富士康实习报告总结内容
20xx届毕业生实习报告系部名称机电工程系专业机电一体化班级20xx级8班学生姓名李杰指导教师刘楠20xx年5月1日许昌职业技术学…
-
富士康实习报告
富士康实习报调查时间:20xx年x月x日——8月x日调查地点:河北廊坊富士康精密电子有限公司调查方式:实习参与工作调查目的:企业内…
-
富士康生产实习报告
一、实习说明(1)实习时间:20xx年x月x日至20xx年x月x日(2)实习地点:山西晋城富士康科技集团(3)实习性质:毕业实习(…
-
富士康实习报告终极版
20xx级通信专业实习报告姓名吴迪班级通信101班学号10011301081指导教师孙振兴电气信息工程系目录一实习单位基本情况1单…
-
富士康实习总结报告12
实习总结报告一实习情况简介一实习单位情况富士康科技集团创立于19xx年在总裁郭台铭先生的领导下以前瞻性的眼光与自创颠覆电子代工服务…
-
富士康实习报告2
富士康实习报告班级:学号:姓名:20xx年x月x日,我与同学们一起进入了富士康集团淮安厂区,在这里进行了为期一个月的实习。在实习过…
-
富士康生产实习报告
一、实习说明(1)实习时间:20xx年x月x日至20xx年x月x日(2)实习地点:山西晋城富士康科技集团(3)实习性质:毕业实习(…
-
富士康实习报告
现代科技学院实习报告学生姓名所在院系专业班级指导教师20xx年x月x日富士康公司实习报告实习是每一个大学毕业生必须拥有的一段经历,…
-
富士康实习报告范文
实习地点:广东省深圳市富士康科技集团实习时间:20xx年x月x日------20xx年x月x日实习内容:学习smt工艺,和noki…
-
富士康实习报告
一、实习目的:1.通过本次实习使我能够从理论高度上升到实践高度,更好的实现理论和实践的结合,为我以后的工作和学习奠定初步的知识。2…
-
富士康实习心得报告
记得当时是上学期快期末的时候,我们老师又一次上课的时候跟我们透露说我们电子信息工程的同学可能会去富士康去实习,是烟台的厂区,当然说…